Anda mungkin juga menyukai
- Painting Inspector: Passbooks Study GuideDari EverandPainting Inspector: Passbooks Study GuideBelum ada peringkat
- Nickel Alloy Based Filler MetalDokumen1 halamanNickel Alloy Based Filler MetaljoehodohBelum ada peringkat
- ASME P-Numbers 1Dokumen2 halamanASME P-Numbers 1SH1961Belum ada peringkat
- Api 1104Dokumen3 halamanApi 1104Tahar DabbarBelum ada peringkat
- Ferrite Content ReportDokumen2 halamanFerrite Content ReportJawad MunirBelum ada peringkat
- What Are ASTM GradesDokumen4 halamanWhat Are ASTM Gradesmohan babuBelum ada peringkat
- Mce Gulf Contracting Co. Welder Performance QualificationDokumen2 halamanMce Gulf Contracting Co. Welder Performance QualificationhamidjoyiaBelum ada peringkat
- SB410 (JIS) - Worldwide Equivalent Grades 11Dokumen1 halamanSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Wps GT 9b Cvn90 Rev 1 PDFDokumen6 halamanWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniBelum ada peringkat
- Wis5 WPS 05Dokumen22 halamanWis5 WPS 05Gibson FisherBelum ada peringkat
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDokumen19 halamanGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Belum ada peringkat
- Api 571 CorrosionDokumen5 halamanApi 571 CorrosionArun GuptaBelum ada peringkat
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDokumen19 halamanJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeBelum ada peringkat
- Chapter-17 Weldability ....Dokumen6 halamanChapter-17 Weldability ....shahid khanBelum ada peringkat
- I-963 Welder Certificate Smaw-Gtaw-1Dokumen1 halamanI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Duplex Stainless Steel - Part 2 - TWIDokumen6 halamanDuplex Stainless Steel - Part 2 - TWItuanBelum ada peringkat
- Wps For Aluminium WeldingDokumen8 halamanWps For Aluminium WeldingMohammed MusaBelum ada peringkat
- Aws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFDokumen1 halamanAws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFrajBelum ada peringkat
- Hardox 450Dokumen3 halamanHardox 450Marko RisticBelum ada peringkat
- 05-Welder Certification PDFDokumen11 halaman05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Graycor WPS 19 SampleDokumen5 halamanGraycor WPS 19 SampleRaul SebastiamBelum ada peringkat
- PDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-TemplateDokumen1 halamanPDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-Templateيوسف عادل حسانينBelum ada peringkat
- Tungsten ElectrodesDokumen2 halamanTungsten ElectrodesSyed Furqan Rehmani0% (2)
- ASME P NumbersDokumen1 halamanASME P NumbersFahri Risfa ZulfiBelum ada peringkat
- CSM-QR-02-2, Medical Gas BPS TablesDokumen8 halamanCSM-QR-02-2, Medical Gas BPS TablesaadmaadmBelum ada peringkat
- WeldingDokumen23 halamanWeldingBilal TayyabBelum ada peringkat
- Proposed Welding Procedure Specification (PWPS) : REV:A3Dokumen1 halamanProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakBelum ada peringkat
- Welding PositionDokumen6 halamanWelding Positionenels77Belum ada peringkat
- HHHHHHHHJJJJJJ: O O O ODokumen1 halamanHHHHHHHHJJJJJJ: O O O OAli MoosaviBelum ada peringkat
- Welding Imperfection and Material InspectionDokumen62 halamanWelding Imperfection and Material Inspectionintfarha10Belum ada peringkat
- Filler Metal Selection Guide Rev (1) - 1 2Dokumen3 halamanFiller Metal Selection Guide Rev (1) - 1 2Bipin SinghBelum ada peringkat
- Submerged Arc Welding (Saw)Dokumen5 halamanSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamBelum ada peringkat
- WPS Format For Asme Ix - Wps - Gtaw SawDokumen1 halamanWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityBelum ada peringkat
- Welding Defects Poster 600x900 Lores enDokumen1 halamanWelding Defects Poster 600x900 Lores enMostafa ZedBelum ada peringkat
- Basic Welding TheoryDokumen15 halamanBasic Welding TheoryCarina MostralesBelum ada peringkat
- WPS List For Piping: (Asme Section Ix)Dokumen2 halamanWPS List For Piping: (Asme Section Ix)Ali MoosaviBelum ada peringkat
- Module3 - Welding ProcessesDokumen155 halamanModule3 - Welding ProcessesPurvesh NanavatiBelum ada peringkat
- WPS & PQRDokumen24 halamanWPS & PQRtulasirao.nammiBelum ada peringkat
- A General Review of The Causes and Acceptance of Shape ImperfectionsDokumen7 halamanA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekBelum ada peringkat
- WC-478 - Effects of Welding Variables PDFDokumen1 halamanWC-478 - Effects of Welding Variables PDFNathanLaertePiaiBelum ada peringkat
- Electrode SelectionDokumen1 halamanElectrode SelectionMel gibsonBelum ada peringkat
- 1.radiograph AcceptanceDokumen1 halaman1.radiograph AcceptanceTURNO100% (2)
- Welding SAF2205 Tubes To CS TubesheetDokumen2 halamanWelding SAF2205 Tubes To CS Tubesheetmasterdol1983Belum ada peringkat
- Material P NumberDokumen11 halamanMaterial P NumberChaitanya Sai TBelum ada peringkat
- Test Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)Dokumen1 halamanTest Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)yskushwah16Belum ada peringkat
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesDokumen1 halamanClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║Belum ada peringkat
- WPS 316 L PDFDokumen4 halamanWPS 316 L PDFIrinaBelum ada peringkat
- Material With Electrode SelectionDokumen2 halamanMaterial With Electrode SelectionAhmadiBinAhmadBelum ada peringkat
- Welding BisplateDokumen12 halamanWelding BisplateLim Senglin100% (1)
- ASTM A36 DatasheetDokumen4 halamanASTM A36 DatasheetRene D. ArrietaBelum ada peringkat
- Welding Inspection: Consumables Course Reference WIS 5Dokumen29 halamanWelding Inspection: Consumables Course Reference WIS 5Joerge Ryan MaramotBelum ada peringkat
- WIS5 Consumables PDFDokumen29 halamanWIS5 Consumables PDFnikafiqBelum ada peringkat
- 16 Welding ConsumablesDokumen63 halaman16 Welding ConsumablesJawed AkhterBelum ada peringkat
- WIS5 ConsumablesDokumen29 halamanWIS5 ConsumablesMNur SarhanBelum ada peringkat
- Indian Institute of Welding - ANB Refresher Course - Module 07Dokumen55 halamanIndian Institute of Welding - ANB Refresher Course - Module 07dayalram0% (1)
- TL Welding ConsumablesDokumen60 halamanTL Welding ConsumablesDuvall AnggraitaBelum ada peringkat
- Mig Mag Saw CswipDokumen35 halamanMig Mag Saw CswipHamza DhariwalBelum ada peringkat
- Welding ElotrodeDokumen3 halamanWelding ElotrodeNiranjan khatuaBelum ada peringkat
- ConsumablesDokumen28 halamanConsumablesadeoye_okunoyeBelum ada peringkat
- Epuzzles PDFDokumen286 halamanEpuzzles PDFJoseph PeterBelum ada peringkat
- Welding Inspection Consumables PDFDokumen28 halamanWelding Inspection Consumables PDFJoseph PeterBelum ada peringkat
- Old Testament Survey TamilDokumen305 halamanOld Testament Survey TamilSTEPHEN83% (12)
- Arc Wandering Arc Blow Back Step WeldingDokumen4 halamanArc Wandering Arc Blow Back Step WeldingJoseph PeterBelum ada peringkat
- API577 Chapter 5c-LibreDokumen81 halamanAPI577 Chapter 5c-LibrePrabhakar KattulaBelum ada peringkat
- Andrew Wommack New PDFDokumen346 halamanAndrew Wommack New PDFJoseph Peter100% (7)
- Welding Inspection Consumables PDFDokumen28 halamanWelding Inspection Consumables PDFJoseph PeterBelum ada peringkat
- Job Openings123Dokumen2 halamanJob Openings123Joseph PeterBelum ada peringkat
- IEI News August 2016Dokumen12 halamanIEI News August 2016jpr220022Belum ada peringkat
- The Institution of Engineers (India) : Please Refer To The Guidelines For A Pplicants' Before Filling Up The FormDokumen8 halamanThe Institution of Engineers (India) : Please Refer To The Guidelines For A Pplicants' Before Filling Up The FormJoseph PeterBelum ada peringkat
- Once The Application Is Successfully Installed On Your Phone and Open The App On Your PhoneDokumen1 halamanOnce The Application Is Successfully Installed On Your Phone and Open The App On Your PhoneJoseph PeterBelum ada peringkat
- Cover Letter CV-peterDokumen1 halamanCover Letter CV-peterJoseph PeterBelum ada peringkat
- QDokumen12 halamanQJoseph Peter100% (1)
- TO, Venalton Arokiaraj 9580, Madison Drive, Unit 4 Chanhassan, MINNESOTA, PIN-55317 MOBILE NO: 001-6125621308Dokumen2 halamanTO, Venalton Arokiaraj 9580, Madison Drive, Unit 4 Chanhassan, MINNESOTA, PIN-55317 MOBILE NO: 001-6125621308Joseph PeterBelum ada peringkat
- Saep 1142 PDFDokumen8 halamanSaep 1142 PDFJoseph PeterBelum ada peringkat
- Icm - Membership Application FormDokumen1 halamanIcm - Membership Application FormJoseph PeterBelum ada peringkat
- Science ExperimentsDokumen113 halamanScience Experimentsdashmahendra123100% (3)
- Design Question & AnswerDokumen42 halamanDesign Question & AnswerTian Fung Wang100% (1)
- Welding EngineerDokumen10 halamanWelding EngineerNnamdi Celestine NnamdiBelum ada peringkat
- Cswip QA/answerDokumen6 halamanCswip QA/answerJoseph PeterBelum ada peringkat
- Design Question & AnswerDokumen42 halamanDesign Question & AnswerTian Fung Wang100% (1)
- AWS CWEngPart1&2BrochureDokumen9 halamanAWS CWEngPart1&2BrochureJoseph PeterBelum ada peringkat
- Brindavan News : International ReachDokumen2 halamanBrindavan News : International ReachJoseph PeterBelum ada peringkat
- 6391studyguide1 tcm4-121735Dokumen38 halaman6391studyguide1 tcm4-121735Joseph PeterBelum ada peringkat
- B-Line Pipe Supports, Guides, Shields & SaddlesDokumen44 halamanB-Line Pipe Supports, Guides, Shields & SaddlesMfon UdoitaBelum ada peringkat
- Carbtuning GuideDokumen2 halamanCarbtuning GuideChip JordanBelum ada peringkat
- Inspecguide enDokumen98 halamanInspecguide enVinoth Kumar SubramaniBelum ada peringkat
- India 2016 CSWIP FeesDokumen5 halamanIndia 2016 CSWIP FeesJoseph PeterBelum ada peringkat
- Kafco 2Dokumen16 halamanKafco 2jpr220022Belum ada peringkat
- Welbee English Web PDFDokumen10 halamanWelbee English Web PDFekopujiantoeBelum ada peringkat
- V370Dokumen30 halamanV370ulfatBelum ada peringkat
- Mig Welding ProcedureDokumen5 halamanMig Welding ProcedureElmer VillegasBelum ada peringkat
- Friction Welding (FRW) : Figures 23.1, 23.4, 23.5, 23.6 and 23.7 Illustrate Variations of The ProcessDokumen6 halamanFriction Welding (FRW) : Figures 23.1, 23.4, 23.5, 23.6 and 23.7 Illustrate Variations of The Processpouya_msBelum ada peringkat
- Book of Welding 2007Dokumen80 halamanBook of Welding 2007Gangadhar Yeddala50% (2)
- Quinto2engl PDFDokumen140 halamanQuinto2engl PDFJohan ZraghozBelum ada peringkat
- Teromatec Oa 4601: Premium Open Arc Wearfacing Wire For Combating Extreme AbrasionDokumen2 halamanTeromatec Oa 4601: Premium Open Arc Wearfacing Wire For Combating Extreme AbrasionJuan Carlos EspinozaBelum ada peringkat
- Process Specification For The Manual Arc Welding of Titanium Alloy HardwareDokumen20 halamanProcess Specification For The Manual Arc Welding of Titanium Alloy HardwareFaiz NanafiBelum ada peringkat
- Guia Practica Eleccion AporteDokumen26 halamanGuia Practica Eleccion AporteNegrito RosarinoBelum ada peringkat
- Study of Electric Arc Welding Process and Various Types of JointDokumen12 halamanStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibBelum ada peringkat
- Kuwait Oil Company (K.S.C.) : Engineering GroupDokumen14 halamanKuwait Oil Company (K.S.C.) : Engineering GroupRELLA ROSHAN KUMARBelum ada peringkat
- SST (GMAW) Welding Process PDFDokumen4 halamanSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Welder Interprovincial (Red Seal) Review Exam 2Dokumen30 halamanWelder Interprovincial (Red Seal) Review Exam 2Best Homely StoreBelum ada peringkat
- Alimentador Fronius WF 25i R PAPDokumen152 halamanAlimentador Fronius WF 25i R PAPLara HectorBelum ada peringkat
- T-SS-SA-1166 - 120414 - Welding Process Control Procedure (SG2425-CST-007) Rev.0Dokumen110 halamanT-SS-SA-1166 - 120414 - Welding Process Control Procedure (SG2425-CST-007) Rev.0Akansha SharmaBelum ada peringkat
- Eu-Weld - Part I (Technology) - Basics of Welding TechnologyDokumen582 halamanEu-Weld - Part I (Technology) - Basics of Welding TechnologyanghelBelum ada peringkat
- Cigweldaeb Transtig 220acdc, 300acdc (S) 0-5292 - AbDokumen104 halamanCigweldaeb Transtig 220acdc, 300acdc (S) 0-5292 - AbRobert Case0% (1)
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Dokumen2 halamanEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoBelum ada peringkat
- Introduction To Cost Estimating Lec 1Dokumen146 halamanIntroduction To Cost Estimating Lec 1Arwa HusseinBelum ada peringkat
- WSS ProductCatalogue2015 LowresDokumen664 halamanWSS ProductCatalogue2015 LowresJuriandi Saputra100% (1)
- Flux-Cored Arc WeldingDokumen4 halamanFlux-Cored Arc WeldingCarlos BustamanteBelum ada peringkat
- ZamDokumen60 halamanZamMKOZERDEMBelum ada peringkat
- AkzoNobel - Hydrogen Peroxide Product Information Manual - December 2015 - tcm56-94028 - 2Dokumen32 halamanAkzoNobel - Hydrogen Peroxide Product Information Manual - December 2015 - tcm56-94028 - 2PungkyRamadhaniPamungkasAminotoBelum ada peringkat
- F C-Mo: C: AWS SFA 5.28 W P ER70S-A1 H, F, Vu, Oh CDokumen1 halamanF C-Mo: C: AWS SFA 5.28 W P ER70S-A1 H, F, Vu, Oh CAshok RajBelum ada peringkat
- Gas Tungsten Arc WeldingDokumen14 halamanGas Tungsten Arc WeldingKhaled FatnassiBelum ada peringkat
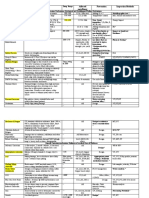
- GMAW Troubleshooting GuideDokumen12 halamanGMAW Troubleshooting GuideVijayan MunuswamyBelum ada peringkat
- Robotic Stud Welding Process Optimization With Designed ExperimentDokumen8 halamanRobotic Stud Welding Process Optimization With Designed ExperimentSam KashBelum ada peringkat
- MIG Welding Speed SelectionDokumen1 halamanMIG Welding Speed SelectionbudakgemukBelum ada peringkat
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDokumen96 halaman3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarBelum ada peringkat
- GTAW & TIG Welding Question BankDokumen19 halamanGTAW & TIG Welding Question BankRamzi BEN AHMEDBelum ada peringkat