Anda mungkin juga menyukai
- Paper Rotor DynamicsDokumen12 halamanPaper Rotor DynamicsTony HeBelum ada peringkat
- Vortex Transport and Blade Interactions in High Pressure TurbinesDokumen11 halamanVortex Transport and Blade Interactions in High Pressure Turbinesapi-19772009100% (1)
- Polder Pumps ManualDokumen7 halamanPolder Pumps ManualHiren PatelBelum ada peringkat
- Steam Turbine Components Welding PDFDokumen228 halamanSteam Turbine Components Welding PDFShoaib AhmedBelum ada peringkat
- Flow Phenomenon in Steam Turbine DiskDokumen9 halamanFlow Phenomenon in Steam Turbine Diskrashm006ranjanBelum ada peringkat
- Heavy Manufacturing of Power PlantsDokumen18 halamanHeavy Manufacturing of Power PlantsGurnam SinghBelum ada peringkat
- BHEL's Introduction and ProductsDokumen29 halamanBHEL's Introduction and ProductsAkshayBelum ada peringkat
- 1st Place Undergraduate Team-The University of KansasDokumen98 halaman1st Place Undergraduate Team-The University of KansasKimberlly Costa Carvalho100% (2)
- TurbomachinesDokumen2 halamanTurbomachinesThesinghBelum ada peringkat
- G6600Dokumen13 halamanG6600fazzlie100% (1)
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dokumen17 halamanAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino AndrianBelum ada peringkat
- Doosan Skoda Product BrochureDokumen16 halamanDoosan Skoda Product BrochureSai Shankar Lakshminarayanan100% (1)
- Ebara Submersible Pump PDFDokumen28 halamanEbara Submersible Pump PDFThinagaran N ManiamBelum ada peringkat
- BCL506 Centifigugal Compressor SpecificationDokumen13 halamanBCL506 Centifigugal Compressor SpecificationhakimsalimiBelum ada peringkat
- Rbalance Rotor Balancing ProcedureDokumen2 halamanRbalance Rotor Balancing ProcedureBradley NelsonBelum ada peringkat
- ARLA Rotor Dynamics Seminar 1Dokumen3 halamanARLA Rotor Dynamics Seminar 1cwfh779Belum ada peringkat
- Rotor Dynamics Lund Stability CriteriaDokumen6 halamanRotor Dynamics Lund Stability CriteriathunderBelum ada peringkat
- Ebara Horizontal Multistage PumpDokumen27 halamanEbara Horizontal Multistage PumpYohanes KrisBelum ada peringkat
- LP Pressure TestingDokumen34 halamanLP Pressure TestinglisaBelum ada peringkat
- 1982 - Korner - Design Features of Steam PDFDokumen6 halaman1982 - Korner - Design Features of Steam PDFramakantinamdarBelum ada peringkat
- Turbine Overspeed Systems and Required Response TimesDokumen12 halamanTurbine Overspeed Systems and Required Response Timesramnadh803181Belum ada peringkat
- BIRKOSIT - Sealing Compound Application ProcedureDokumen1 halamanBIRKOSIT - Sealing Compound Application ProcedureProject Sales CorpBelum ada peringkat
- TPP Equipment and ServicesDokumen24 halamanTPP Equipment and ServicesmanojkumarBelum ada peringkat
- Impeller Repair Techniques For Centrifugal Compressors PDFDokumen8 halamanImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09Belum ada peringkat
- Manual B4601Dokumen159 halamanManual B4601FER-ARTBelum ada peringkat
- Alignment procedure formulaDokumen4 halamanAlignment procedure formulaWidhyatmika RestuBelum ada peringkat
- Blade-St: The Complete Steam Turbine Blade Analysis ToolDokumen8 halamanBlade-St: The Complete Steam Turbine Blade Analysis Toolramnadh803181Belum ada peringkat
- Oil Whirl Whip PDFDokumen9 halamanOil Whirl Whip PDFbwelz100% (2)
- API 617 stability analysis of centrifugal compressorsDokumen10 halamanAPI 617 stability analysis of centrifugal compressorsthlim19078656Belum ada peringkat
- 660 MW Skoda TurbineDokumen52 halaman660 MW Skoda TurbineHucha Reddy100% (1)
- CenssorsDokumen106 halamanCenssorsChandraSekaranBmBelum ada peringkat
- New Moment WeightDokumen16 halamanNew Moment WeightRaj KiranBelum ada peringkat
- Turbogenerator Vibration Analysis and Maintenance ReportDokumen16 halamanTurbogenerator Vibration Analysis and Maintenance ReportNestor Lopez100% (1)
- Grundfos Axial Flow Pumps BrochureDokumen7 halamanGrundfos Axial Flow Pumps Brochurefg_111307359Belum ada peringkat
- Case Study Tuning Out Difficult Torsional Vibration ProblemDokumen15 halamanCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Turbine Maintenance Book PDFDokumen223 halamanTurbine Maintenance Book PDFAnonymous mNQq7oj100% (1)
- Oil Whirl in Floating Ring SealsDokumen11 halamanOil Whirl in Floating Ring SealsMuhammad Irfan AnwarBelum ada peringkat
- Electrical Testing Procedures for Armatures and StatorsDokumen7 halamanElectrical Testing Procedures for Armatures and StatorsCarlosBelum ada peringkat
- BORSIG Valve PresentationDokumen18 halamanBORSIG Valve PresentationMachineryengBelum ada peringkat
- Catalog FPJ Kinsburry PDFDokumen10 halamanCatalog FPJ Kinsburry PDFkalam2k2Belum ada peringkat
- Hgpi 2015 ReportDokumen33 halamanHgpi 2015 ReportFahim KazmiBelum ada peringkat
- Scope of Work FR 9Dokumen3 halamanScope of Work FR 9Dharmesh Kumar KewatBelum ada peringkat
- ROTALIGN-Ultra Shaft-Alignment ALI9-846 02-05 1.20 G PDFDokumen88 halamanROTALIGN-Ultra Shaft-Alignment ALI9-846 02-05 1.20 G PDFDon FreemanBelum ada peringkat
- Flow CalculationsDokumen22 halamanFlow CalculationsJay VoraBelum ada peringkat
- A Review of Tilting Pad Bearing TheoryDokumen31 halamanA Review of Tilting Pad Bearing TheoryJose Luis RattiaBelum ada peringkat
- 01 220043enc Routine Turbine MaintenanceDokumen8 halaman01 220043enc Routine Turbine Maintenanceajipramudio100% (1)
- Rotor Dynamics of Aircraft Gas Turbine EnginesDokumen5 halamanRotor Dynamics of Aircraft Gas Turbine EnginesfengrotorBelum ada peringkat
- Comparison Between Single&multi Shaft Turbine PDFDokumen12 halamanComparison Between Single&multi Shaft Turbine PDFcobrasrkBelum ada peringkat
- Mitsubishi CompressorsDokumen5 halamanMitsubishi Compressorsstavros7100% (1)
- Inspection TurbineDokumen8 halamanInspection TurbineBookMaggotBelum ada peringkat
- VariStroke-I (VS-I) 26727 - GDokumen135 halamanVariStroke-I (VS-I) 26727 - GOmar AnguloBelum ada peringkat
- VBR Strategic Spare Parts Planning-2Dokumen18 halamanVBR Strategic Spare Parts Planning-2jampukBelum ada peringkat
- Alignment Technique - The Steam TurbineDokumen2 halamanAlignment Technique - The Steam TurbineRajeswar KulanjiBelum ada peringkat
- Syn Gas Compressor Oil Tank ExplosionDokumen6 halamanSyn Gas Compressor Oil Tank Explosionarunanshu palBelum ada peringkat
- Company Profile DetailedDokumen54 halamanCompany Profile DetailedRuby FernandesBelum ada peringkat
- Guidelines For Preventing Torsional Vibration Problems in Reciprocating MachineryDokumen48 halamanGuidelines For Preventing Torsional Vibration Problems in Reciprocating MachineryFabbrox100% (2)
- KRX NTNDokumen4 halamanKRX NTNDj ́s Mix LiveBelum ada peringkat
- Abstract of ASTM F788 F788M 2002Dokumen7 halamanAbstract of ASTM F788 F788M 2002Jesse ChenBelum ada peringkat
- Irjet V5i1098Dokumen5 halamanIrjet V5i1098Trieu Nguyen KhoaBelum ada peringkat
- Steps 1 and 2Dokumen5 halamanSteps 1 and 2mohammad293Belum ada peringkat
- Manual HandlingDokumen36 halamanManual HandlingBradley NelsonBelum ada peringkat
- Rbalance Rotor Balancing ProcedureDokumen2 halamanRbalance Rotor Balancing ProcedureBradley NelsonBelum ada peringkat
- Kaizen - LayoutDokumen4 halamanKaizen - LayoutBradley NelsonBelum ada peringkat
- Manual HandlingDokumen36 halamanManual HandlingBradley NelsonBelum ada peringkat
- STG PTDokumen63 halamanSTG PTjnmanivannanmech100% (1)
- Range of ApplicationsDokumen1 halamanRange of ApplicationsBradley NelsonBelum ada peringkat
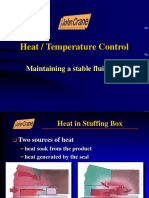
- Heat / Temperature Control: Maintaining A Stable Fluid FilmDokumen94 halamanHeat / Temperature Control: Maintaining A Stable Fluid FilmBradley Nelson100% (1)
- Steam Turbine ValvesDokumen16 halamanSteam Turbine ValvesBradley Nelson100% (5)
- VI Rev07 PDFDokumen46 halamanVI Rev07 PDFBradley NelsonBelum ada peringkat
- Maintenance and Overhaul of Steam TurbinesDokumen46 halamanMaintenance and Overhaul of Steam Turbinessubbusenthil78% (9)
- MayAir Manufacturing air filter classification guideDokumen2 halamanMayAir Manufacturing air filter classification guideMudassar Idris RautBelum ada peringkat
- MIE 515 Online Alternative Energy CourseDokumen3 halamanMIE 515 Online Alternative Energy CourseBradley NelsonBelum ada peringkat
- 9x2MW HFO Diesel Power Plant Project Design SpecificationsDokumen18 halaman9x2MW HFO Diesel Power Plant Project Design SpecificationsRohit Sorte100% (4)
- Syringe Pump Operations ManualDokumen54 halamanSyringe Pump Operations ManualBradley NelsonBelum ada peringkat
- Module 2-Global Operations PDFDokumen8 halamanModule 2-Global Operations PDFBradley NelsonBelum ada peringkat
- Surface EmissivityDokumen4 halamanSurface EmissivityBradley NelsonBelum ada peringkat
- Fabric Expansion JointsDokumen20 halamanFabric Expansion JointsBradley NelsonBelum ada peringkat
- Project Cash Flows and Cash ReturnDokumen11 halamanProject Cash Flows and Cash ReturnBradley NelsonBelum ada peringkat
- Rupp Direct Fired BrochureDokumen28 halamanRupp Direct Fired BrochureAnonymous bHh1L1Belum ada peringkat
- Hybrid Magrav Generator v1Dokumen2 halamanHybrid Magrav Generator v1Gandalf100% (3)
- Welcome Presentation On Challenges in Psus: Gail (India) LimitedDokumen42 halamanWelcome Presentation On Challenges in Psus: Gail (India) LimitedRahul SinghBelum ada peringkat
- Flexible AC Transmission Systems Improve Power Grid EfficiencyDokumen2 halamanFlexible AC Transmission Systems Improve Power Grid EfficiencyNehaPriyadarshniBelum ada peringkat
- Kseb Ad Report 11-12Dokumen110 halamanKseb Ad Report 11-12jahabarsathickBelum ada peringkat
- Havells Fans Marketing ReportDokumen21 halamanHavells Fans Marketing ReportKushagra GuptaBelum ada peringkat
- Oem2 Electrode Humidifiers Technical DocumentationDokumen32 halamanOem2 Electrode Humidifiers Technical DocumentationRolando100% (1)
- Coalition of Ratepayers Response To WRAs Motion To StrikeDokumen16 halamanCoalition of Ratepayers Response To WRAs Motion To StrikeAmy OliverBelum ada peringkat
- NGMSA TQ Fence Levels 122Dokumen2 halamanNGMSA TQ Fence Levels 122Sehna SerajBelum ada peringkat
- Sample Business PlanDokumen33 halamanSample Business PlangebrefikruBelum ada peringkat
- Assessing Porter's Diamond Framework For Competitive Advantage of Nations: The Case of Lao Electricity Generation IndustryDokumen4 halamanAssessing Porter's Diamond Framework For Competitive Advantage of Nations: The Case of Lao Electricity Generation IndustryInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Binder2 PDFDokumen51 halamanBinder2 PDFAnonymous W53y61zgD7Belum ada peringkat
- For The Written Activity The Learner Will Complete The Following Assessment. Total Assessment Length Should Be Between 800 - 1500 WordsDokumen13 halamanFor The Written Activity The Learner Will Complete The Following Assessment. Total Assessment Length Should Be Between 800 - 1500 WordsAnmol PoudelBelum ada peringkat
- Port of Fort Lauderdale Terminal MapDokumen1 halamanPort of Fort Lauderdale Terminal MapcaptkcBelum ada peringkat
- Xavier S Alumini RecordsDokumen8 halamanXavier S Alumini RecordsvivekthotaBelum ada peringkat
- Capital Investment Costs - Iron and Steelmaking - Plant and Equipment - Executive SummaryDokumen1 halamanCapital Investment Costs - Iron and Steelmaking - Plant and Equipment - Executive SummaryAndrzej M KotasBelum ada peringkat
- Ups 9355 EatonDokumen108 halamanUps 9355 EatonJoss Love Isra100% (1)
- Selection of Flow MeterDokumen63 halamanSelection of Flow MeterAnonymous wIPMQ5rh50% (2)
- A - 2015-2018-Uzma Nasir - EE - LESCO - FINAL PaidDokumen4 halamanA - 2015-2018-Uzma Nasir - EE - LESCO - FINAL Paidmuhammad sohaibBelum ada peringkat
- Disinvestment policy evolutionDokumen55 halamanDisinvestment policy evolutionUrmi Maru88% (8)
- 100% Stator Earth-Fault ProtectionDokumen4 halaman100% Stator Earth-Fault ProtectionRavi MehroliyaBelum ada peringkat
- Type of Boiler Install in ChinaDokumen67 halamanType of Boiler Install in ChinaDarren LeongBelum ada peringkat
- Singapore International Water Week 2016Dokumen20 halamanSingapore International Water Week 2016jvatsanBelum ada peringkat
- Romaco DB Macofar Micro-ENDokumen2 halamanRomaco DB Macofar Micro-ENDwi Cahyo KusumoBelum ada peringkat
- User Manual Primus FS 20 PDFDokumen50 halamanUser Manual Primus FS 20 PDFwaldmann100% (1)
- QMS B-Series Cone Crushers - Manufactured in the UKDokumen6 halamanQMS B-Series Cone Crushers - Manufactured in the UKArpit VermaBelum ada peringkat
- File 395Dokumen88 halamanFile 395asim204Belum ada peringkat
- Oil and Gas CampaniesDokumen62 halamanOil and Gas CampaniesSTP Design25% (4)
- SNGPL Billing Statement SummaryDokumen39 halamanSNGPL Billing Statement SummaryShahidBelum ada peringkat
- Modeling and Simulation of A Distillation Column Using MatlabDokumen15 halamanModeling and Simulation of A Distillation Column Using Matlabrajtharun48Belum ada peringkat