Anda mungkin juga menyukai
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDokumen4 halamanCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisBelum ada peringkat
- Corothane® I Galvapac 1K Zinc Primer PDFDokumen4 halamanCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDokumen4 halamanProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraBelum ada peringkat
- DTM Acrylic Pimer Finish B66W1Dokumen4 halamanDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaBelum ada peringkat
- Especificaciones Pintura Macropoxi NavalDokumen4 halamanEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonBelum ada peringkat
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDokumen4 halamanSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceBelum ada peringkat
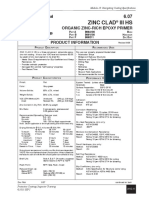
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDokumen8 halamanZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreBelum ada peringkat
- Protective & Marine Coatings: Polysiloxane 1KDokumen4 halamanProtective & Marine Coatings: Polysiloxane 1KAna CabreraBelum ada peringkat
- Macropoxy 646 FF 2022Dokumen4 halamanMacropoxy 646 FF 2022nellyBelum ada peringkat
- DTM Acrylic Coating: Protective & Marine CoatingsDokumen4 halamanDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraBelum ada peringkat
- Fast Clad HB Acrylic: Protective & Marine CoatingsDokumen4 halamanFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraBelum ada peringkat
- Acrolon 218 HsDokumen4 halamanAcrolon 218 HsKARENBelum ada peringkat
- HojaTecnica Heat Flex Hi Temp 1200Dokumen4 halamanHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENOBelum ada peringkat
- Heat-Flex HI-TEMP 1200: Protective & Marine CoatingsDokumen4 halamanHeat-Flex HI-TEMP 1200: Protective & Marine CoatingsAna CabreraBelum ada peringkat
- Acrolon 218 HS Acrylic PolyurethaneDokumen4 halamanAcrolon 218 HS Acrylic PolyurethaneJohn ReevesBelum ada peringkat
- Ube Nylon 5034bDokumen1 halamanUbe Nylon 5034bDiegoTierradentroBelum ada peringkat
- Acrolon 218 FTDokumen4 halamanAcrolon 218 FTEdwin VSBelum ada peringkat
- DTM Bonding Primer: Protective & Marine CoatingsDokumen4 halamanDTM Bonding Primer: Protective & Marine CoatingsAna CabreraBelum ada peringkat
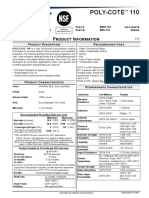
- Poly-Cote 110 (Aug'22)Dokumen4 halamanPoly-Cote 110 (Aug'22)David cBelum ada peringkat
- Technical Data (Spec Qualified) Perma-Slik G: Air Dry, Mos Solid Film LubricantDokumen3 halamanTechnical Data (Spec Qualified) Perma-Slik G: Air Dry, Mos Solid Film LubricantSantaj TechnologiesBelum ada peringkat
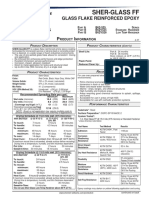
- Sherglass FFDokumen4 halamanSherglass FFJhose BonillaBelum ada peringkat
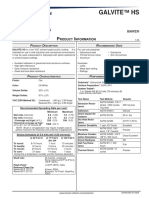
- Protective & Marine Coatings: Galvite™ HsDokumen4 halamanProtective & Marine Coatings: Galvite™ HsAna CabreraBelum ada peringkat
- Hi Solid PolyurethaneDokumen4 halamanHi Solid PolyurethaneafvasquezBelum ada peringkat
- BELZONA 1111 Product Specification SheetDokumen2 halamanBELZONA 1111 Product Specification SheetMohamed NouzerBelum ada peringkat
- S-Oil+hydro+fluid TDS PDFDokumen1 halamanS-Oil+hydro+fluid TDS PDFphucdc095041Belum ada peringkat
- Macropoxy 646 PW 2021Dokumen4 halamanMacropoxy 646 PW 2021Jeisson BravoBelum ada peringkat
- 001 - Shell Turbo Oil CC 32Dokumen2 halaman001 - Shell Turbo Oil CC 32Irvan NandaBelum ada peringkat
- TarguardDokumen4 halamanTarguardMariela Tabata Calizaya ChipanaBelum ada peringkat
- Targuard PDFDokumen4 halamanTarguard PDFsofian juniardiBelum ada peringkat
- Engen Premium EP SeriesDokumen2 halamanEngen Premium EP SeriesNunoBelum ada peringkat
- Exxonmobil Lldpe LL 1002ay CastDokumen2 halamanExxonmobil Lldpe LL 1002ay CastOscar Tan IIIBelum ada peringkat
- Product PDF 243943Dokumen2 halamanProduct PDF 243943Mauricio Alejandro Castillo SorianoBelum ada peringkat
- Material Spec For 6600Dokumen1 halamanMaterial Spec For 6600Namelezz ShadowwBelum ada peringkat
- Devcon Plastic Steel Putty ADokumen3 halamanDevcon Plastic Steel Putty AAZLAN ABDULLAIBelum ada peringkat
- TGSB (M) Turbine OilDokumen3 halamanTGSB (M) Turbine OilQuy NguyenBelum ada peringkat
- Castrol Perfecto XDokumen3 halamanCastrol Perfecto XHector Martin BarajasBelum ada peringkat
- EfekDokumen2 halamanEfekGasa RafliBelum ada peringkat
- Enable 3505MCDokumen2 halamanEnable 3505MCNicho Francisco WiryonoBelum ada peringkat
- Ficha Tecnica Castrol Perfecto X RangeDokumen3 halamanFicha Tecnica Castrol Perfecto X Rangeel pro jajaja GonzalezBelum ada peringkat
- Protective & Marine Coatings: MetalatexDokumen4 halamanProtective & Marine Coatings: MetalatexAna CabreraBelum ada peringkat
- Grease PropertiesDokumen4 halamanGrease Propertiescarlos sotoBelum ada peringkat
- LLDPE Sabic 118WJADokumen2 halamanLLDPE Sabic 118WJAGustavo DiazBelum ada peringkat
- SABIC® LLDPE M500026: Linear Low Density Polyethylene For Masterbatch CompoundingDokumen2 halamanSABIC® LLDPE M500026: Linear Low Density Polyethylene For Masterbatch CompoundingAnas AbdoBelum ada peringkat
- Exceed™ S 9272ML: Performance PolymerDokumen2 halamanExceed™ S 9272ML: Performance PolymerMaram YasserBelum ada peringkat
- Exceed S 9243MLDokumen2 halamanExceed S 9243MLzhen liuBelum ada peringkat
- Shell Morlina s2 BL 10 France TdsDokumen2 halamanShell Morlina s2 BL 10 France TdsRolando GuijarroBelum ada peringkat
- Industrial Aluminum Paint: Protective & Marine CoatingsDokumen4 halamanIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraBelum ada peringkat
- Exxon LD 100 BWDokumen2 halamanExxon LD 100 BWAli KüçükBelum ada peringkat
- 9803 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityDokumen4 halaman9803 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityAfzal ImamBelum ada peringkat
- Carbozinc 859: Selection & Specification DataDokumen5 halamanCarbozinc 859: Selection & Specification DataFrancis BautistaBelum ada peringkat
- Red Antifreeze Long Life (Concentrate and Premix)Dokumen3 halamanRed Antifreeze Long Life (Concentrate and Premix)Daniel CofrecavieresBelum ada peringkat
- Techinical Data-Proton X70 DCT FluidDokumen2 halamanTechinical Data-Proton X70 DCT Fluidjasonccw.pqholdingsBelum ada peringkat
- Repsol Merak VDL PDFDokumen1 halamanRepsol Merak VDL PDFrandiBelum ada peringkat
- 313P Stecind ENGDokumen2 halaman313P Stecind ENGSophia RoseBelum ada peringkat
- Bel Ray Hyperion Synthetic Blend CK-4Dokumen1 halamanBel Ray Hyperion Synthetic Blend CK-4Daniel Salazar CruzBelum ada peringkat
- P590-534 PinturaDokumen1 halamanP590-534 PinturaAdrian OrtizBelum ada peringkat
- GPCDOC Local TDS Canada Shell Turbo T 68 (en-CA) TDS v1Dokumen2 halamanGPCDOC Local TDS Canada Shell Turbo T 68 (en-CA) TDS v1abid azizBelum ada peringkat
- Product Specification - Apcoshield Py905sg Grey Ral 7016 20kgDokumen1 halamanProduct Specification - Apcoshield Py905sg Grey Ral 7016 20kgVenkatraman SubramaniamBelum ada peringkat
- 009 Polyester Ortho SP 5119 Am Tds Amr Egypt Pa. No 4Dokumen1 halaman009 Polyester Ortho SP 5119 Am Tds Amr Egypt Pa. No 4Yousef LotfyBelum ada peringkat
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDari EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingBelum ada peringkat
- Mercedes-Benz On Highway ApplicationDokumen24 halamanMercedes-Benz On Highway Applicationfdpc1987100% (1)
- Mitsubishi IC Pneumatic Forklift PDFDokumen5 halamanMitsubishi IC Pneumatic Forklift PDFfdpc1987Belum ada peringkat
- Bubble - Levels - 2022Dokumen3 halamanBubble - Levels - 2022fdpc1987Belum ada peringkat
- Leak Tester: Leak Tester MFY-01 Leak Tester C660B Standard: ASTM D3078Dokumen1 halamanLeak Tester: Leak Tester MFY-01 Leak Tester C660B Standard: ASTM D3078fdpc1987Belum ada peringkat
- Allison C4Dokumen1 halamanAllison C4fdpc1987Belum ada peringkat
- Epson P Series PrintersDokumen2 halamanEpson P Series Printersfdpc1987Belum ada peringkat
- NorthstarDokumen2 halamanNorthstarfdpc1987Belum ada peringkat
- Baldwin Lube FiltrationDokumen2 halamanBaldwin Lube Filtrationfdpc1987Belum ada peringkat
- JOST Hubodometer PDFDokumen1 halamanJOST Hubodometer PDFfdpc1987Belum ada peringkat
- Catalogo Partes Wester Star 6900DDokumen6 halamanCatalogo Partes Wester Star 6900DLaCure ChileBelum ada peringkat
- Series I & Series II Fuel /water Separator Filters: Replacement Filters For Stanadyne FM10 & FM100 Fuel SystemsDokumen3 halamanSeries I & Series II Fuel /water Separator Filters: Replacement Filters For Stanadyne FM10 & FM100 Fuel Systemsfdpc1987Belum ada peringkat
- 1113Dokumen2 halaman1113fdpc1987Belum ada peringkat
- And 1 Impact Wrenches: People. Passion. PerformanceDokumen3 halamanAnd 1 Impact Wrenches: People. Passion. Performancefdpc1987Belum ada peringkat
- viewpdfMSV 40MAXDokumen2 halamanviewpdfMSV 40MAXctorres_505746Belum ada peringkat
- Lincoln Ranger 225Dokumen6 halamanLincoln Ranger 225fdpc1987Belum ada peringkat
- P30 SystemDokumen5 halamanP30 Systemfdpc1987Belum ada peringkat
- Gx240 Gx270 Gx340 Gx390 Workshop ManualDokumen218 halamanGx240 Gx270 Gx340 Gx390 Workshop Manualfdpc1987100% (2)
- Australia Shell Gadus S3 V460XD 2 TDSDokumen2 halamanAustralia Shell Gadus S3 V460XD 2 TDSfdpc1987Belum ada peringkat
- VOLVO I-Shift AT2612DDokumen2 halamanVOLVO I-Shift AT2612Dfdpc198790% (10)
- ALMITE Prime Grease GunDokumen2 halamanALMITE Prime Grease Gunfdpc1987Belum ada peringkat
- Australia Shell Spirax S6 AXME 80W-140 TDSDokumen2 halamanAustralia Shell Spirax S6 AXME 80W-140 TDSfdpc1987Belum ada peringkat
- Canada Shell Spirax S6 GME 50 TDSDokumen2 halamanCanada Shell Spirax S6 GME 50 TDSfdpc1987Belum ada peringkat
- Heavy-Duty Tandem Drive Suspension: For TrucksDokumen2 halamanHeavy-Duty Tandem Drive Suspension: For Trucksfdpc1987Belum ada peringkat
- Saf Holland Xl-fw482Dokumen16 halamanSaf Holland Xl-fw482fdpc1987Belum ada peringkat
- A Comparison of IEC 479-1 and IEEE STD 80 On Grounding Safety CriteriaDokumen10 halamanA Comparison of IEC 479-1 and IEEE STD 80 On Grounding Safety Criteriaperijoy100% (1)
- Flotation Control and OptimisationDokumen11 halamanFlotation Control and OptimisationAmalia PănescuBelum ada peringkat
- MercerizationDokumen141 halamanMercerizationkreeshnuBelum ada peringkat
- The In-Situ Measurement of The Undrained Shear Strength of Clays Using The Field VaneDokumen1 halamanThe In-Situ Measurement of The Undrained Shear Strength of Clays Using The Field VaneLeo ChandraBelum ada peringkat
- CSE 2261 Structural Analysis II: Course OutlineDokumen38 halamanCSE 2261 Structural Analysis II: Course OutlinezakheusBelum ada peringkat
- 1990 - A New Approach To Highefficiency Multibandgap Solar Cells PDFDokumen5 halaman1990 - A New Approach To Highefficiency Multibandgap Solar Cells PDFdarleydomingosBelum ada peringkat
- Introduction To Open-End SpinningDokumen25 halamanIntroduction To Open-End SpinningGarmentLearnerBelum ada peringkat
- ThermometryDokumen29 halamanThermometryaelle00Belum ada peringkat
- Valve and Pipeline Design Notes - Part 1Dokumen29 halamanValve and Pipeline Design Notes - Part 1Anilduth Baldan100% (2)
- D.C.WDokumen150 halamanD.C.Wapi-3808225Belum ada peringkat
- Price Schedule Wapcos Limited Quoting Sheet For The Bidder: Description of Work Unit QuantityDokumen2 halamanPrice Schedule Wapcos Limited Quoting Sheet For The Bidder: Description of Work Unit QuantityBidyut Senapati - WAPCOSBelum ada peringkat
- Phy1 11 - 12 Q1 0102 FDDokumen31 halamanPhy1 11 - 12 Q1 0102 FDKaye AquinoBelum ada peringkat
- PDE ToolboxDokumen7 halamanPDE Toolboxbm24Belum ada peringkat
- DEWA Regulations For Electrical Installations 2017 Edition PDFDokumen135 halamanDEWA Regulations For Electrical Installations 2017 Edition PDFakhilBelum ada peringkat
- On Hidden Projection of Plackett Burman Design by Yashi PalDokumen26 halamanOn Hidden Projection of Plackett Burman Design by Yashi PalyashiBelum ada peringkat
- Making HEC-RAS Models Run FasterDokumen27 halamanMaking HEC-RAS Models Run FasterAaron NicholsBelum ada peringkat
- C617Dokumen5 halamanC617Rajesh KumarBelum ada peringkat
- Discrete Element Modelling of Rockfill Railway EmbankmentsDokumen15 halamanDiscrete Element Modelling of Rockfill Railway EmbankmentsHerdin AsyidiqBelum ada peringkat
- Certificate: Well Test Analysis For Gas Condensate ReservoirDokumen19 halamanCertificate: Well Test Analysis For Gas Condensate Reservoiryash chavanBelum ada peringkat
- Ch4 Fluid KinematicsDokumen30 halamanCh4 Fluid Kinematicsa u khan100% (1)
- ITP - Thermocouple Selection GuideDokumen2 halamanITP - Thermocouple Selection GuideAmol100% (1)
- Institute of Seismological Research, Gandhinagar: "SAR Measurements For Earthquake Studies in India"Dokumen16 halamanInstitute of Seismological Research, Gandhinagar: "SAR Measurements For Earthquake Studies in India"Santhosh Kumar BaswaBelum ada peringkat
- OxF125 SignedDokumen6 halamanOxF125 SignedJOSE ABADBelum ada peringkat
- Infrared Camera - Thermal Imager - IR Camera - Thermal ImagingDokumen7 halamanInfrared Camera - Thermal Imager - IR Camera - Thermal ImagingborescopeBelum ada peringkat
- Acid Base SeparationDokumen6 halamanAcid Base SeparationAlexandra CatalinaBelum ada peringkat
- Bearing Basics For Gas-Industry Screw CompressorsDokumen5 halamanBearing Basics For Gas-Industry Screw CompressorsDayo IdowuBelum ada peringkat
- GS14 Industrial Geophone - GeoSpace TechnologiesDokumen1 halamanGS14 Industrial Geophone - GeoSpace TechnologieshectorBelum ada peringkat
- Air Compressor Summary ListDokumen4 halamanAir Compressor Summary ListAlvin Smith100% (1)
- Calculating The System HeadDokumen9 halamanCalculating The System HeadSam Wing HongBelum ada peringkat
- 8.8 Boiler Efficiency TestDokumen17 halaman8.8 Boiler Efficiency TestRINJUBelum ada peringkat