Anda mungkin juga menyukai
- BFQ Big Five Ficha TecnicaDokumen8 halamanBFQ Big Five Ficha TecnicaIvonne Uribe60% (5)
- Calificaciones de Cristóbal y Ignacia PozoDokumen4 halamanCalificaciones de Cristóbal y Ignacia PozoCucho OrellanaBelum ada peringkat
- Res 12468 99Dokumen9 halamanRes 12468 99Santiago GonzálezBelum ada peringkat
- Big Five personality test resultsDokumen8 halamanBig Five personality test resultsLokitos Animes Sums100% (6)
- Practica A Por La AACE Internacional 18R-97Dokumen16 halamanPractica A Por La AACE Internacional 18R-97Yeison Garcia100% (3)
- Propuesta de Esquema para La Elaboraciòn de Un Proyecto de InvestigaciònDokumen10 halamanPropuesta de Esquema para La Elaboraciòn de Un Proyecto de InvestigaciònReina Mercedes Espinoza VilledaBelum ada peringkat
- Memoria de Cálculo de Muro de ContenciónDokumen6 halamanMemoria de Cálculo de Muro de ContenciónIvan Branlly Parisuaña Huancollo100% (1)
- ComponentesDokumen1 halamanComponentesDaniaRabBelum ada peringkat
- 9 Bases Administrativas 20191022 100437 233Dokumen52 halaman9 Bases Administrativas 20191022 100437 233DaniaRabBelum ada peringkat
- DocumentosDokumen1 halamanDocumentosDaniaRabBelum ada peringkat
- Invitación A ConferenciaDokumen2 halamanInvitación A ConferenciaDaniaRabBelum ada peringkat
- El Orden Economico Natural T1 - Silvio GesellDokumen139 halamanEl Orden Economico Natural T1 - Silvio GesellAsamblea De Majaras100% (1)
- BFQ BigDokumen8 halamanBFQ BigEloy Palomino BenaventeBelum ada peringkat
- DocumentosDokumen12 halamanDocumentosJoseAlbertoQuispeRamosBelum ada peringkat
- UNIDAD 1 y 2 ResumenDokumen80 halamanUNIDAD 1 y 2 ResumenDaniaRabBelum ada peringkat
- JosueeeeeDokumen3 halamanJosueeeeeDaniaRabBelum ada peringkat
- Paper 72Dokumen15 halamanPaper 72DaniaRabBelum ada peringkat
- Si 19 35 21 38 40 73 No 8 15 7 12 13 27 27 50 28 50 55 100: Chart TitleDokumen1 halamanSi 19 35 21 38 40 73 No 8 15 7 12 13 27 27 50 28 50 55 100: Chart TitleDaniaRabBelum ada peringkat
- Brief Creativo Cafe Granos Del SolDokumen5 halamanBrief Creativo Cafe Granos Del SolDaniaRabBelum ada peringkat
- Diagrama de GantDokumen2 halamanDiagrama de GantAbelardo Alex Soto CondoriBelum ada peringkat
- Planificación trabajo final ArequipaDokumen4 halamanPlanificación trabajo final ArequipaDaniaRabBelum ada peringkat
- Libro 1Dokumen2 halamanLibro 1DaniaRabBelum ada peringkat
- Aqp Mun 2015 - AvisoDokumen1 halamanAqp Mun 2015 - AvisoDaniaRabBelum ada peringkat
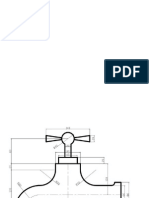
- Caño AUTOCADDokumen2 halamanCaño AUTOCADDaniaRabBelum ada peringkat
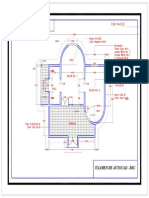
- Examen - 01 AutocadDokumen1 halamanExamen - 01 AutocadDaniaRabBelum ada peringkat
- CalculoDokumen3 halamanCalculoDaniaRabBelum ada peringkat
- Práctica 1Dokumen1 halamanPráctica 1DaniaRabBelum ada peringkat
- CENTRUM Indice Competitividad Regional 2010Dokumen370 halamanCENTRUM Indice Competitividad Regional 2010DaniaRabBelum ada peringkat
- Experto en Tecnologías de Seguridad InformáticaDokumen3 halamanExperto en Tecnologías de Seguridad InformáticaStephanie ReedBelum ada peringkat
- Tipos de DiseñosDokumen2 halamanTipos de DiseñosNeftali YolBelum ada peringkat
- Coordinacion de Prote PDFDokumen138 halamanCoordinacion de Prote PDFAnonymous MaK5u5muXBelum ada peringkat
- Programacion IDokumen6 halamanProgramacion IJeronimo Martinez CarlosBelum ada peringkat
- Evaluación de 16 metabuscadores académicos especializados en investigación, ciencia y tecnologíaDokumen28 halamanEvaluación de 16 metabuscadores académicos especializados en investigación, ciencia y tecnologíachiipuliaBelum ada peringkat
- 1 - MVDUCT - A Presentacion - 16-11-09Dokumen32 halaman1 - MVDUCT - A Presentacion - 16-11-09danBelum ada peringkat
- Fanny Acosta Cantero Mapa Actividad.1.1Dokumen6 halamanFanny Acosta Cantero Mapa Actividad.1.1anon_577164224Belum ada peringkat
- Base de datos distribuidas para Call CenterDokumen10 halamanBase de datos distribuidas para Call CenterAnonymous E1YRXLBelum ada peringkat
- Malla Plan 7 - ICI - IDokumen1 halamanMalla Plan 7 - ICI - IJorge AvilaBelum ada peringkat
- Cómo Se Originan Las InvestigacionesDokumen13 halamanCómo Se Originan Las InvestigacionesJohn Rios CernaBelum ada peringkat
- Curso Trabes CarrilDokumen2 halamanCurso Trabes CarrilDon Ing Marcos LeónBelum ada peringkat
- Administrativo para Jefes de Area Trabajo Seguro en AlturasDokumen9 halamanAdministrativo para Jefes de Area Trabajo Seguro en AlturasKatherina Paola Ramírez SaavedraBelum ada peringkat
- Pre-Gala de Proyectos de Ingeniería 2021-2Dokumen2 halamanPre-Gala de Proyectos de Ingeniería 2021-2Fredy Rodriguez SantosBelum ada peringkat
- Plan de MejoraDokumen2 halamanPlan de MejoraIsrael Nina VargasBelum ada peringkat
- Evaluación competencias ingeniería industrialDokumen1 halamanEvaluación competencias ingeniería industrialHéctor MirandaBelum ada peringkat
- Metodos Operativos y Estadisticos de Gestion - GII 2011/2012Dokumen9 halamanMetodos Operativos y Estadisticos de Gestion - GII 2011/2012Grado en Ingeniería Informática - URJCBelum ada peringkat
- 10 Tecnologia e InformaticaDokumen46 halaman10 Tecnologia e InformaticatresydBelum ada peringkat
- Modelo de Calidad de Sotware - IT MarkDokumen6 halamanModelo de Calidad de Sotware - IT MarkEduar OrdoñezBelum ada peringkat
- Ing IndustrialDokumen4 halamanIng IndustrialDway Jamell Cuello OrozcoBelum ada peringkat
- Sesión 2b Niveles de Madurez BIMDokumen22 halamanSesión 2b Niveles de Madurez BIMassssss_maBelum ada peringkat
- Informe 2 TriangulaciónDokumen29 halamanInforme 2 TriangulaciónGianella Zoraya Torres Ascurra100% (1)
- Aforo Del Rio CoataDokumen18 halamanAforo Del Rio CoataWiliam Paredes CondoriBelum ada peringkat
- Modulo Introduccion IngElectronica PDFDokumen183 halamanModulo Introduccion IngElectronica PDFBritton TrujilloBelum ada peringkat
- Evolucion Teoria Fundamenta Tema 3Dokumen18 halamanEvolucion Teoria Fundamenta Tema 3RogeLópezFerrerBelum ada peringkat
- Introducción A La Ingeniería Industrial 1Dokumen27 halamanIntroducción A La Ingeniería Industrial 1Washington Espirilla TorresBelum ada peringkat