Anda mungkin juga menyukai
- Checklist For Fabrication & Erection of Structural Steel WorkDokumen1 halamanChecklist For Fabrication & Erection of Structural Steel Workbetelehem hailuBelum ada peringkat
- MS For Fabrication of Above-Ground Storage TankDokumen8 halamanMS For Fabrication of Above-Ground Storage Tankdadz mingiBelum ada peringkat
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDokumen2 halamanBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHBelum ada peringkat
- Chemical Resistance (LLDPE) PDFDokumen24 halamanChemical Resistance (LLDPE) PDFrubyshreeBelum ada peringkat
- QAP For Conical StrainerDokumen2 halamanQAP For Conical StrainersatishchidrewarBelum ada peringkat
- Steam BoilerDokumen3 halamanSteam BoilerMohammad AzlanBelum ada peringkat
- Anand Engineering Products Private Limited: Before Welding Inspection Check ListDokumen1 halamanAnand Engineering Products Private Limited: Before Welding Inspection Check ListAnilkumarGopinathanNairBelum ada peringkat
- Is 2062 - E250 Vs Is-1367 ComparisonDokumen2 halamanIs 2062 - E250 Vs Is-1367 ComparisonDevang JaniBelum ada peringkat
- BS 1414-1975 PDFDokumen27 halamanBS 1414-1975 PDF윤규섭Belum ada peringkat
- Boiler 3.1Dokumen112 halamanBoiler 3.1Aldy Bagus PratamaBelum ada peringkat
- Structural Steel and Pipe Work ProcedureDokumen5 halamanStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Painting ReportDokumen29 halamanPainting ReportDimas Afiefan AmirBelum ada peringkat
- Tech SpecDokumen16 halamanTech SpecKingston RivingtonBelum ada peringkat
- 3 Steel Structure Installation CLDokumen2 halaman3 Steel Structure Installation CLwhah11Belum ada peringkat
- Construction Baseline Book Development Time FrameDokumen4 halamanConstruction Baseline Book Development Time Framesohail2006Belum ada peringkat
- Inspection and Test Plan For Silos and HoppersDokumen15 halamanInspection and Test Plan For Silos and HoppersHOMAYOUN KHADIVIBelum ada peringkat
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDokumen15 halamanSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalBelum ada peringkat
- Approved Weld Procedure SpecificationsDokumen38 halamanApproved Weld Procedure SpecificationsJohan0001Belum ada peringkat
- Hydrotest Welding and NDTDokumen11 halamanHydrotest Welding and NDTALFA ENGINEERINGBelum ada peringkat
- Incoming Material Inspection Report: Date of ReceiptDokumen1 halamanIncoming Material Inspection Report: Date of ReceiptRaj MBelum ada peringkat
- Skid Mounted Unit InstallationDokumen2 halamanSkid Mounted Unit Installationric leonisoBelum ada peringkat
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDokumen13 halamanJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaBelum ada peringkat
- AKP Storage TanksDokumen51 halamanAKP Storage Tankscris_2010Belum ada peringkat
- Pressure Gauge Technical InformationsDokumen4 halamanPressure Gauge Technical Informationssahayaraaj100% (1)
- Disclosure To Promote The Right To InformationDokumen96 halamanDisclosure To Promote The Right To InformationgovimanoBelum ada peringkat
- Itp TankageDokumen7 halamanItp TankageIr FankovicBelum ada peringkat
- SOW Fabrikasi C-335-01 - 19.116.1Dokumen1 halamanSOW Fabrikasi C-335-01 - 19.116.1AlfanBelum ada peringkat
- Blasting & Painting Inspection Report Format For Bottom Plate 01Dokumen7 halamanBlasting & Painting Inspection Report Format For Bottom Plate 01ABEC Trombay siteBelum ada peringkat
- WPS Sa 517Dokumen2 halamanWPS Sa 517DHANANNJAI SINGH -Belum ada peringkat
- List of Itp新 for HrsgDokumen16 halamanList of Itp新 for HrsgzhangBelum ada peringkat
- ITP For Hydraulic BarrierDokumen4 halamanITP For Hydraulic Barriermoytabura96Belum ada peringkat
- Painting Report Cd3Dokumen15 halamanPainting Report Cd3sivaBelum ada peringkat
- Welder Qualification Test - As Run Sheet: Weld Details Filler Shield Welding ParametersDokumen1 halamanWelder Qualification Test - As Run Sheet: Weld Details Filler Shield Welding ParametersGopalakrishnan GovindarajBelum ada peringkat
- Electode Equivalent China Standards (GB) Vs AWSDokumen1 halamanElectode Equivalent China Standards (GB) Vs AWSTariqBelum ada peringkat
- VN01-000-40-95-AA-11017 - Rev D1: Inspection and Testing Plan For Topside StructureDokumen8 halamanVN01-000-40-95-AA-11017 - Rev D1: Inspection and Testing Plan For Topside StructureHanLe DuyBelum ada peringkat
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Dokumen1 halamanWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- Pttep Painitng of Offshore FacilitiesDokumen66 halamanPttep Painitng of Offshore FacilitiesSufianBelum ada peringkat
- Note: This Is The Sample Document For The Related Job Only: Tank Erection ProcedureDokumen5 halamanNote: This Is The Sample Document For The Related Job Only: Tank Erection Procedurekushar_geoBelum ada peringkat
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDokumen2 halamanElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifBelum ada peringkat
- FQP 16.11.18 Vol-I - BoilerDokumen90 halamanFQP 16.11.18 Vol-I - Boilerashis chatterjeeBelum ada peringkat
- Quality Assurance and QA PlansDokumen13 halamanQuality Assurance and QA PlansAKHIL JOSEPH100% (1)
- Chimney NotesDokumen3 halamanChimney NotesmonojitdeyBelum ada peringkat
- Scope: Method Statement For Welding ControlDokumen6 halamanScope: Method Statement For Welding ControlSIBINBelum ada peringkat
- Floating Head Heat Exchanger Hydrotest ProcedureDokumen15 halamanFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezBelum ada peringkat
- Hydro Test ProcedureDokumen11 halamanHydro Test ProcedureRohit SharmaBelum ada peringkat
- Test Pack Clearance FormatDokumen2 halamanTest Pack Clearance FormatKarthikBelum ada peringkat
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDDokumen10 halamanFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- QAP TanksDokumen3 halamanQAP TanksAnonymous zejWt17100% (2)
- Lot Inspection Report For LPG New CylindersDokumen3 halamanLot Inspection Report For LPG New CylindersJagannath MajhiBelum ada peringkat
- RFI For Welding Inspection EJN00048Dokumen1 halamanRFI For Welding Inspection EJN00048nagu100% (2)
- IRN For QC 64210-1 Ansao Venturi Pin (1-800)Dokumen1 halamanIRN For QC 64210-1 Ansao Venturi Pin (1-800)Senthil KumarBelum ada peringkat
- 800D SeriesDokumen3 halaman800D Seriesvkeie0206Belum ada peringkat
- Itp - 002 - Duct Installation - IfrDokumen3 halamanItp - 002 - Duct Installation - IfrMari BelajarBelum ada peringkat
- Daily Fit-Up/Welding Inspection ReportDokumen7 halamanDaily Fit-Up/Welding Inspection ReportRichard PeriyanayagamBelum ada peringkat
- Procedure Qualification RecordsDokumen2 halamanProcedure Qualification RecordsRM ENTERPRISESBelum ada peringkat
- Cold Forming ProcedureDokumen5 halamanCold Forming ProcedureMassimo FumarolaBelum ada peringkat
- Welder Qualification: Procedure Qualification Thickness & Dia LimitsDokumen4 halamanWelder Qualification: Procedure Qualification Thickness & Dia LimitsHoque AnamulBelum ada peringkat
- Wps Mig PDF FreeDokumen3 halamanWps Mig PDF Freehanz bermejoBelum ada peringkat
- QCP 040 QCP CrmsDokumen7 halamanQCP 040 QCP Crmsarockiyathass100% (1)
- ITP For Boiler ErectionDokumen6 halamanITP For Boiler ErectionUmair Awan100% (2)
- Part 1: Summary of The Entire Session:: Light FormsDokumen7 halamanPart 1: Summary of The Entire Session:: Light FormsUmair AwanBelum ada peringkat
- Part 1: Summary of The Entire SessionDokumen4 halamanPart 1: Summary of The Entire SessionUmair AwanBelum ada peringkat
- Solved Passed Paper FCPS Part-2 DaleepDokumen20 halamanSolved Passed Paper FCPS Part-2 DaleepUmair AwanBelum ada peringkat
- Factory Acceptance Test For PRVDokumen4 halamanFactory Acceptance Test For PRVUmair AwanBelum ada peringkat
- GEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceDokumen20 halamanGEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceUmair Awan100% (1)
- PART 1: Summary of The Entire Session: in EnglishDokumen4 halamanPART 1: Summary of The Entire Session: in EnglishUmair AwanBelum ada peringkat
- Taking Control of Your Career: Sandra Haase & Catherine Steele Centre For People at WorkDokumen19 halamanTaking Control of Your Career: Sandra Haase & Catherine Steele Centre For People at WorkUmair AwanBelum ada peringkat
- Supervisor Competency Guideline FinalDokumen77 halamanSupervisor Competency Guideline FinalUmair Awan100% (1)
- Factory Acceptance Test For RDDokumen3 halamanFactory Acceptance Test For RDUmair Awan100% (1)
- Machinery Alignment TechniquesDokumen79 halamanMachinery Alignment TechniquesUmair Awan100% (2)
- ITP For Boiler ErectionDokumen6 halamanITP For Boiler ErectionUmair Awan100% (2)
- Minimum Quality Requirements For Epc Contractors PDFDokumen47 halamanMinimum Quality Requirements For Epc Contractors PDFUmair Awan100% (2)
- Tanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVDokumen2 halamanTanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVUmair AwanBelum ada peringkat
- Boiler 1 Boiler 2 ESP Switchyard: DAILY QC-Mech Report Dated: Sr. Steel Structure Erected Welded Joints UT RemarksDokumen1 halamanBoiler 1 Boiler 2 ESP Switchyard: DAILY QC-Mech Report Dated: Sr. Steel Structure Erected Welded Joints UT RemarksUmair AwanBelum ada peringkat
- Punch ListDokumen1 halamanPunch ListUmair Awan100% (2)
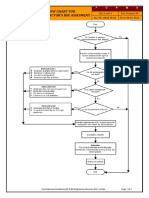
- Subcontractor HS&E Assessment FlowchartDokumen1 halamanSubcontractor HS&E Assessment FlowchartUmair Awan100% (1)
- QQQ QQQ QQQ QQQ: Final InspectionDokumen2 halamanQQQ QQQ QQQ QQQ: Final InspectionUmair Awan100% (1)
- Changes Contained in The 10th Edition of API 510Dokumen3 halamanChanges Contained in The 10th Edition of API 510Umair Awan100% (7)
- Technical Assesment For WelderDokumen1 halamanTechnical Assesment For WelderUmair AwanBelum ada peringkat
- Release For GroutingDokumen1 halamanRelease For GroutingUmair AwanBelum ada peringkat
- Positive Material Identification ReportDokumen1 halamanPositive Material Identification ReportUmair AwanBelum ada peringkat
- Design and Analysis of 42-V Permanent-Magnet Generator For Automotive ApplicationsDokumen12 halamanDesign and Analysis of 42-V Permanent-Magnet Generator For Automotive ApplicationsNicholas ValdezBelum ada peringkat
- On BiomassDokumen364 halamanOn BiomassRusty MacCharlesBelum ada peringkat
- User Manual CA AllDokumen79 halamanUser Manual CA AllAnonymous LU6nvFBelum ada peringkat
- On Developments On Solar Cookers 160213040826Dokumen10 halamanOn Developments On Solar Cookers 160213040826Vishal KundalBelum ada peringkat
- Crydom ModuleDokumen36 halamanCrydom ModulenormandofloresBelum ada peringkat
- Flexible Organo-Metal Halide Perovskite Solar Cells On A Ti Metal SubstrateDokumen5 halamanFlexible Organo-Metal Halide Perovskite Solar Cells On A Ti Metal SubstrateHuckkey HuBelum ada peringkat
- Renewable Energy-DigitalDokumen33 halamanRenewable Energy-DigitalMubeen NavazBelum ada peringkat
- Akash Internship ProjectDokumen68 halamanAkash Internship Projectmohittandel100% (1)
- Popular Mechanics PDFDokumen116 halamanPopular Mechanics PDFdhani_is100% (2)
- Expression of InterestDokumen108 halamanExpression of InterestswetashahBelum ada peringkat
- Ram Sethu, SethumandirDokumen29 halamanRam Sethu, SethumandirvyasdesaiBelum ada peringkat
- "Optimal Investment Scenarios For The Power Generation Mix Development of Iraq," by Hashim Mohammed Al-Musawi and Arash FarnooshDokumen17 halaman"Optimal Investment Scenarios For The Power Generation Mix Development of Iraq," by Hashim Mohammed Al-Musawi and Arash FarnooshThe International Research Center for Energy and Economic Development (ICEED)Belum ada peringkat
- Vapor Compression RefrigerationDokumen8 halamanVapor Compression RefrigerationSepehr SaBelum ada peringkat
- Chapter 1Dokumen17 halamanChapter 1DrGopikrishna PasamBelum ada peringkat
- Biogas TechnologyDokumen35 halamanBiogas Technologyraghunath670743Belum ada peringkat
- Exciter With DiagnosticsDokumen5 halamanExciter With DiagnosticsHafizuddin RazaliBelum ada peringkat
- Rheological Characterization of Animal Fats andDokumen8 halamanRheological Characterization of Animal Fats andnatyquimica100% (2)
- Advanced Power Electronic For Wind-Power Generation Buffering (TH., Alejandro Montenegro León)Dokumen194 halamanAdvanced Power Electronic For Wind-Power Generation Buffering (TH., Alejandro Montenegro León)bubulescuBelum ada peringkat
- Acknowledgement: Mr. Ganesh BhosaleDokumen28 halamanAcknowledgement: Mr. Ganesh BhosaleganeshBelum ada peringkat
- Factors For Site SelectionDokumen4 halamanFactors For Site SelectionHiren AjwaniBelum ada peringkat
- DocumentDokumen8 halamanDocumentKURNIAWANBelum ada peringkat
- Physics 5054 Paper 2 Oct Nov 2011Dokumen16 halamanPhysics 5054 Paper 2 Oct Nov 2011samuthiram771198Belum ada peringkat
- Simple Van and RV Solar SystemsDokumen9 halamanSimple Van and RV Solar SystemsMgWaiBelum ada peringkat
- 1.1 Introduction To The ProjectDokumen26 halaman1.1 Introduction To The ProjectMayank SharmaBelum ada peringkat
- GCSE Physics SpecificationDokumen36 halamanGCSE Physics SpecificationsheelahaiBelum ada peringkat
- Bakhtar Bastan Solar Wind CompanyDokumen3 halamanBakhtar Bastan Solar Wind Companygraceenggint8799Belum ada peringkat
- Wired and Wireless Charging of EVDokumen7 halamanWired and Wireless Charging of EVShubham RajBelum ada peringkat
- Solar Photovoltaic Technology and Systems - A Manual For Technicians, Trainers and EngineersDokumen319 halamanSolar Photovoltaic Technology and Systems - A Manual For Technicians, Trainers and Engineerssanthi80% (35)
- Solar InvertersDokumen2 halamanSolar InvertersPrakhar Thamke100% (1)