Anda mungkin juga menyukai
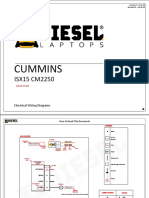
- Cummins: ISX15 CM2250Dokumen17 halamanCummins: ISX15 CM2250haroun100% (4)
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDokumen3 halamanWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Soldering Electronic Components 2nd EditionDari EverandSoldering Electronic Components 2nd EditionPenilaian: 3 dari 5 bintang3/5 (2)
- Various Welding ProcessDokumen50 halamanVarious Welding Processsachin G.Belum ada peringkat
- 01 - WELDING DEFECTS (Surface) - May 2021Dokumen28 halaman01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoBelum ada peringkat
- Welding School DisplayDokumen10 halamanWelding School DisplaySunilBelum ada peringkat
- Fellows (Antiques)Dokumen90 halamanFellows (Antiques)messapos100% (1)
- Welding DefectsDokumen77 halamanWelding DefectsBalakumar100% (1)
- Pump Mechanical Seal Short CourseDokumen88 halamanPump Mechanical Seal Short Coursehossein100% (1)
- Academic Performance of Senior High School Students 4Ps Beneficiaries in VNHSDokumen19 halamanAcademic Performance of Senior High School Students 4Ps Beneficiaries in VNHSkathlen mae marollanoBelum ada peringkat
- Welding & Its Safety TrainingDokumen64 halamanWelding & Its Safety TrainingSunil SavalagiBelum ada peringkat
- Welding Defects Poster 600x900 Lores enDokumen1 halamanWelding Defects Poster 600x900 Lores enMostafa ZedBelum ada peringkat
- Hand Solder Training PDFDokumen52 halamanHand Solder Training PDFFatema ChoudhuryBelum ada peringkat
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDari EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesBelum ada peringkat
- Plugs and Profiles: - Types - Running - Pulling - ProblemsDokumen43 halamanPlugs and Profiles: - Types - Running - Pulling - Problemsdriller22Belum ada peringkat
- 09 Fishing 40Dokumen40 halaman09 Fishing 40walter.tajuBelum ada peringkat
- Final LUS EvaluationDokumen36 halamanFinal LUS EvaluationNextgenBelum ada peringkat
- PerforatingDokumen65 halamanPerforatingdriller22100% (1)
- Solder Hand Solder Training PDFDokumen52 halamanSolder Hand Solder Training PDFftafedeBelum ada peringkat
- STW 44 3 2 Model Course Leadership and Teamwork SecretariatDokumen49 halamanSTW 44 3 2 Model Course Leadership and Teamwork Secretariatwaranchai83% (6)
- Q2-04, Smaw Teacher's Made LMTDokumen7 halamanQ2-04, Smaw Teacher's Made LMTFelix MilanBelum ada peringkat
- Welding 4Dokumen1 halamanWelding 4Edon MorinaBelum ada peringkat
- TVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureDokumen10 halamanTVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureNelPalalonBelum ada peringkat
- And Solutions: Welding Problems and Defects - CausesDokumen1 halamanAnd Solutions: Welding Problems and Defects - CausesAli Osman YaşarBelum ada peringkat
- Drilling Defects ProcessArticleDokumen5 halamanDrilling Defects ProcessArticleAnkit VishwakarmaBelum ada peringkat
- Tips No PoresDokumen2 halamanTips No Poreslemuel bacsaBelum ada peringkat
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDokumen8 halamanTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioBelum ada peringkat
- Gasless Wire Welding Isa Breeze: by Greg HolsterDokumen6 halamanGasless Wire Welding Isa Breeze: by Greg HolsterAda Dev CsabaBelum ada peringkat
- Durafix Easyweld Flyer EnglishDokumen2 halamanDurafix Easyweld Flyer EnglishDavid Assumpção da SilvaBelum ada peringkat
- Smaw Q1 WK3Dokumen42 halamanSmaw Q1 WK3Mark Angelo FloresBelum ada peringkat
- Wa0006.Dokumen64 halamanWa0006.yashBelum ada peringkat
- Gouging Processes: Arc-Air Gouging Plasma GougingDokumen4 halamanGouging Processes: Arc-Air Gouging Plasma GougingMika VelinovBelum ada peringkat
- Gouging PDFDokumen4 halamanGouging PDFEkhaSoemarnoBelum ada peringkat
- Workshop Tips & Tricks XDokumen41 halamanWorkshop Tips & Tricks XBilal VURALBelum ada peringkat
- Fracking DunlopDokumen4 halamanFracking DunlopLeo@spBelum ada peringkat
- Reference - Poor Fusion and Lack of Penetration - Cause and CountermeasureDokumen4 halamanReference - Poor Fusion and Lack of Penetration - Cause and CountermeasurePrakash RajBelum ada peringkat
- Week No 3Dokumen6 halamanWeek No 3surajit biswasBelum ada peringkat
- CatalogDokumen32 halamanCatalogalexanderBelum ada peringkat
- Geothermal Drilling and Well Design (SE-830-DR2) : CementingDokumen43 halamanGeothermal Drilling and Well Design (SE-830-DR2) : CementingERICK GUSTAVO QUINTANILLA GARCIABelum ada peringkat
- SMT TsDokumen41 halamanSMT TsZeBelum ada peringkat
- Trouble ShootingDokumen15 halamanTrouble ShootingAbd RahmanBelum ada peringkat
- GougingDokumen4 halamanGougingmail_younes6592Belum ada peringkat
- 9.7 Welding Procedures - Halverson CTSDokumen1 halaman9.7 Welding Procedures - Halverson CTSSathya DharanBelum ada peringkat
- Piping Material CompositionDokumen11 halamanPiping Material CompositionrezzdezzBelum ada peringkat
- Morgrip QuickflangeDokumen1 halamanMorgrip Quickflangedhani projectoBelum ada peringkat
- Possible Failure Mechanisms BabcockDokumen10 halamanPossible Failure Mechanisms Babcockanh thoBelum ada peringkat
- Welding GMAW Full ReportDokumen12 halamanWelding GMAW Full ReportAE GBelum ada peringkat
- PeeningDokumen4 halamanPeeningEnrico BorjaBelum ada peringkat
- PAN-8 Stake TRBLSHDokumen2 halamanPAN-8 Stake TRBLSHMiguel ArriecheBelum ada peringkat
- Arcfix Arc Stud PDFDokumen21 halamanArcfix Arc Stud PDFYakobus MendrofaBelum ada peringkat
- Root Pass: Vertical-Up Method Root Pass: Vertical-Down MethodDokumen7 halamanRoot Pass: Vertical-Up Method Root Pass: Vertical-Down MethodWilly UioBelum ada peringkat
- Catalog Shear ConnectorDokumen16 halamanCatalog Shear ConnectordedeBelum ada peringkat
- Basic Welding KnowledgeDokumen30 halamanBasic Welding KnowledgeZakirUllahBelum ada peringkat
- ASS2005002801 D Roxtec RS Ex Seal Installation Instruction enDokumen4 halamanASS2005002801 D Roxtec RS Ex Seal Installation Instruction enRicardo RbBelum ada peringkat
- Casting DefectsDokumen4 halamanCasting DefectsMaqbul Alam100% (2)
- GMAWDokumen9 halamanGMAWMathias NsimbeBelum ada peringkat
- Commonly Used Welding Process Techniques-OverviewDokumen51 halamanCommonly Used Welding Process Techniques-OverviewaadmaadmBelum ada peringkat
- Weld Purge Dams 1 12Dokumen2 halamanWeld Purge Dams 1 12fsasas asfaasBelum ada peringkat
- Basic Quality Induction Programme For Welders',Fitters & EngineersDokumen54 halamanBasic Quality Induction Programme For Welders',Fitters & EngineerslaestatBelum ada peringkat
- Sisgeo S143 en 00 Easy Lock Inclinometer CasingDokumen5 halamanSisgeo S143 en 00 Easy Lock Inclinometer CasingJamjamBelum ada peringkat
- Assy STARTING MOTORDokumen3 halamanAssy STARTING MOTORErik dwi KurniawanBelum ada peringkat
- Hubbell - Connector Theory - Failure Modes & Practical ApplicationsDokumen30 halamanHubbell - Connector Theory - Failure Modes & Practical Applicationssulemankhalid100% (1)
- Rehab Ali .M: Procedure of CastingDokumen10 halamanRehab Ali .M: Procedure of CastingRihan RihanBelum ada peringkat
- Support Vector Machine Master ThesisDokumen7 halamanSupport Vector Machine Master Thesistammymajorsclarksville100% (2)
- S3 U4 MiniTestDokumen3 halamanS3 U4 MiniTestĐinh Thị Thu HàBelum ada peringkat
- 한국항만 (영문)Dokumen38 halaman한국항만 (영문)hiyeonBelum ada peringkat
- Entrepreneurial MotivationDokumen18 halamanEntrepreneurial MotivationRagavendra RagsBelum ada peringkat
- QF Jacket (Drafting & Cutting) - GAR620Dokumen15 halamanQF Jacket (Drafting & Cutting) - GAR620abdulraheem18822Belum ada peringkat
- CESCOM 10 - Aircraft Status Report: Maintenance InspectionsDokumen78 halamanCESCOM 10 - Aircraft Status Report: Maintenance InspectionsAlejandro BarradasBelum ada peringkat
- Circuit Construction: Assignment 3Dokumen45 halamanCircuit Construction: Assignment 3ali morisyBelum ada peringkat
- 1.classification of Reciprocating PumpsDokumen8 halaman1.classification of Reciprocating Pumpsgonri lynnBelum ada peringkat
- Kingroon ConfiguracoesDokumen3 halamanKingroon ConfiguracoesanafrancaBelum ada peringkat
- New Microsoft Word DocumentDokumen3 halamanNew Microsoft Word DocumentAditya ShanbhagBelum ada peringkat
- QSasDokumen50 halamanQSasArvin Delos ReyesBelum ada peringkat
- Essay On Stem CellsDokumen4 halamanEssay On Stem CellsAdrien G. S. WaldBelum ada peringkat
- Economics - Economics - Cheat - SheetDokumen1 halamanEconomics - Economics - Cheat - SheetranaurBelum ada peringkat
- Hand Winches 122 Load Sheaves 126 Gear-And Worm Gear Winches 127 Electric Worm Gear Winches 131 Snatch Blocks 133Dokumen14 halamanHand Winches 122 Load Sheaves 126 Gear-And Worm Gear Winches 127 Electric Worm Gear Winches 131 Snatch Blocks 133Rajaram JayaramanBelum ada peringkat
- Final Quiz 2 - Attempt ReviewDokumen6 halamanFinal Quiz 2 - Attempt Reviewkoraijohnson7Belum ada peringkat
- The Fastest Easiest Way To Secure Your NetworkDokumen9 halamanThe Fastest Easiest Way To Secure Your NetworkMark ShenkBelum ada peringkat
- RS-All Digital PET 2022 FlyerDokumen25 halamanRS-All Digital PET 2022 FlyerromanBelum ada peringkat
- PID Marcado Operación Del Paquete Del Compresor de Hidrogeno PHP-K-002 PDFDokumen7 halamanPID Marcado Operación Del Paquete Del Compresor de Hidrogeno PHP-K-002 PDFDenisBelum ada peringkat
- The Handmaid's TaleDokumen40 halamanThe Handmaid's Taleleher shahBelum ada peringkat
- Kaun Banega Crorepati Computer C++ ProjectDokumen20 halamanKaun Banega Crorepati Computer C++ ProjectDhanya SudheerBelum ada peringkat
- Bassoon (FAGOT) : See AlsoDokumen36 halamanBassoon (FAGOT) : See Alsocarlos tarancón0% (1)
- The Limits of The Sectarian Narrative in YemenDokumen19 halamanThe Limits of The Sectarian Narrative in Yemenهادي قبيسيBelum ada peringkat
- Performance Task 2Dokumen3 halamanPerformance Task 2Edrose WycocoBelum ada peringkat
- Adolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaDokumen20 halamanAdolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaEfosaBelum ada peringkat