Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- tf2 Shotgun PDFDokumen1 halamantf2 Shotgun PDFLúcio Di LoretoBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- KIM Uno Manual v2 PDFDokumen27 halamanKIM Uno Manual v2 PDFLúcio Di LoretoBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Page 1 A4 PaperDokumen1 halamanPage 1 A4 PaperLúcio Di LoretoBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Spare Parts CZ 455Dokumen19 halamanSpare Parts CZ 455Lúcio Di LoretoBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- AF TexanSSManual2017Dokumen16 halamanAF TexanSSManual2017Dana DunnBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Microcontrolador PIC16F84. Desarrollo de Proyectos. 3 EdiciónDokumen1 halamanMicrocontrolador PIC16F84. Desarrollo de Proyectos. 3 EdiciónLúcio Di LoretoBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- AF TexanSSManual2017Dokumen16 halamanAF TexanSSManual2017Dana DunnBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Single Shot Rifle: Safety and Operating InstructionsDokumen12 halamanSingle Shot Rifle: Safety and Operating InstructionsLúcio Di LoretoBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- BSG Colonial Handgun PDFDokumen1 halamanBSG Colonial Handgun PDFLúcio Di LoretoBelum ada peringkat
- Single Shot Rifle: Safety and Operating InstructionsDokumen12 halamanSingle Shot Rifle: Safety and Operating InstructionsLúcio Di LoretoBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- BSG Colonial Handgun PDFDokumen1 halamanBSG Colonial Handgun PDFLúcio Di LoretoBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Red Dot-Layout1 PDFDokumen1 halamanRed Dot-Layout1 PDFLúcio Di LoretoBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- tf2 Shotgun PDFDokumen1 halamantf2 Shotgun PDFLúcio Di LoretoBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Tone Generation: ResonatorDokumen11 halamanTone Generation: ResonatorWilson Reina PulidoBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Red Dot-Layout1Dokumen1 halamanRed Dot-Layout1Lúcio Di LoretoBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Single Shot Rifle: Safety and Operating InstructionsDokumen12 halamanSingle Shot Rifle: Safety and Operating InstructionsLúcio Di LoretoBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- 57850Dokumen13 halaman57850Lúcio Di LoretoBelum ada peringkat
- CO Lever Action Rifle: Cal. .177 (4.5 MM) PelletDokumen12 halamanCO Lever Action Rifle: Cal. .177 (4.5 MM) PelletLúcio Di LoretoBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- KSA - Catalog 2019 3Dokumen16 halamanKSA - Catalog 2019 3Lúcio Di LoretoBelum ada peringkat
- tf2 Shotgun PDFDokumen1 halamantf2 Shotgun PDFLúcio Di LoretoBelum ada peringkat
- Spare Parts CZ 455Dokumen19 halamanSpare Parts CZ 455Lúcio Di LoretoBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- TopBar BeeHive PlansDokumen9 halamanTopBar BeeHive Planswtalex378100% (2)
- AquaponiaDokumen288 halamanAquaponiaLúcio Di LoretoBelum ada peringkat
- FilterBug Blueprint PDFDokumen4 halamanFilterBug Blueprint PDFLúcio Di LoretoBelum ada peringkat
- Aquaponics-Dr. Savidov2010 PDFDokumen37 halamanAquaponics-Dr. Savidov2010 PDFLúcio Di LoretoBelum ada peringkat
- TBH Instructions Updated 3.10Dokumen4 halamanTBH Instructions Updated 3.10Lúcio Di LoretoBelum ada peringkat
- Resultado FinalDokumen68 halamanResultado FinalLúcio Di LoretoBelum ada peringkat
- Poetics: Ester Van Laar, Alexander J.A.M. Van Deursen, Jan A.G.M. Van Dijk, Jos de HaanDokumen14 halamanPoetics: Ester Van Laar, Alexander J.A.M. Van Deursen, Jan A.G.M. Van Dijk, Jos de HaanViveka AshokBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Lister Hr3 ManualDokumen119 halamanLister Hr3 ManualRichard Gomez Cueva100% (2)
- Tutorial Chapter 2Dokumen5 halamanTutorial Chapter 2Naasir SheekeyeBelum ada peringkat
- Pardoseli PVCDokumen72 halamanPardoseli PVCnasuemilBelum ada peringkat
- H5P Active Learning Guide: HERDSA Workshop MaterialDokumen7 halamanH5P Active Learning Guide: HERDSA Workshop Materialgeorgemarian_manea100% (1)
- Hydraulics Laboratory ManualDokumen37 halamanHydraulics Laboratory ManualHarold Taylor100% (2)
- Bridge Erection MachinesDokumen73 halamanBridge Erection Machinesstavros_sterg80% (5)
- A-W and A-F Oil SeparatorsDokumen1 halamanA-W and A-F Oil SeparatorstribleprinceBelum ada peringkat
- 01-Toy Product DesignDokumen54 halaman01-Toy Product DesignJuanBelum ada peringkat
- Adient Managment CSRDokumen68 halamanAdient Managment CSRClaudia PEÑABelum ada peringkat
- Designing Research TopicDokumen19 halamanDesigning Research TopicMark Padin VillaplazaBelum ada peringkat
- Pepperdine Resume Ico William Kong Updated BDokumen1 halamanPepperdine Resume Ico William Kong Updated Bapi-278946246Belum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 2020 Sec 4 E Math SA2 Anderson Secondary-pages-DeletedDokumen41 halaman2020 Sec 4 E Math SA2 Anderson Secondary-pages-Deletedregi naBelum ada peringkat
- STIGA - Vue Eclatée Moteur BRIGGS & STRATTONDokumen32 halamanSTIGA - Vue Eclatée Moteur BRIGGS & STRATTONregis.petitjeanBelum ada peringkat
- Thing in Itself Kantian: AnstoßDokumen1 halamanThing in Itself Kantian: Anstoßwhynotbequiet23Belum ada peringkat
- Simulation & Role PlayDokumen10 halamanSimulation & Role Playpreeti sharma100% (2)
- Aco 8Dokumen2 halamanAco 8Marsudi WaluyoBelum ada peringkat
- Upload Infotype 2006 (Absence Quotas) - Code Gallery - SCN WikiDokumen3 halamanUpload Infotype 2006 (Absence Quotas) - Code Gallery - SCN WikiArun Varshney (MULAYAM)Belum ada peringkat
- Tutorial 4 Chapter 4 - CorrosionDokumen2 halamanTutorial 4 Chapter 4 - CorrosionHafizatul AqmarBelum ada peringkat
- Paket B Listening Ujian Sekolah Bahasa Inggris SMK Tahun Pelajaran 2022-2023Dokumen3 halamanPaket B Listening Ujian Sekolah Bahasa Inggris SMK Tahun Pelajaran 2022-2023Nadiah PutriBelum ada peringkat
- 16 Advantages & 10 Disadvantages of Solar Panels in 2022Dokumen29 halaman16 Advantages & 10 Disadvantages of Solar Panels in 2022xaxinev359100% (1)
- Education During The Ancient Period Primitive EducationDokumen5 halamanEducation During The Ancient Period Primitive EducationEn CyBelum ada peringkat
- BCO120Dokumen3 halamanBCO120erwin_simsensohnBelum ada peringkat
- AirBossPSS100andEvoplusseriesscba Donning ProcedureDokumen1 halamanAirBossPSS100andEvoplusseriesscba Donning ProcedureMarco LondonBelum ada peringkat
- CHCDIV001 - Student Assessment Booklet ECEC.v2.0Dokumen59 halamanCHCDIV001 - Student Assessment Booklet ECEC.v2.0Dink DinkBelum ada peringkat
- Evaluation - Chemical Pit - 0Dokumen8 halamanEvaluation - Chemical Pit - 0Aiman AmirullahBelum ada peringkat
- Review Chapter 2Dokumen46 halamanReview Chapter 2JennysanBelum ada peringkat
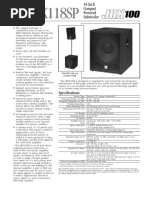
- JRX118SP SpecsheetDokumen2 halamanJRX118SP SpecsheetLuisBelum ada peringkat