Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Metals and Non Metals Class 8 CBSE Science AssignmentDokumen1 halamanMetals and Non Metals Class 8 CBSE Science Assignmentgurdeepsarora873833% (3)
- Sedimentation ExperimentDokumen31 halamanSedimentation ExperimentNemo Cyzar Liis100% (2)
- Three Dimensional HLB: Dr. Z PresentsDokumen21 halamanThree Dimensional HLB: Dr. Z PresentshbordasmBelum ada peringkat
- Ch. 01Dokumen14 halamanCh. 01Dr.AhmedBelum ada peringkat
- Production of Ammonia: Department of Chemical Engineering A Report OnDokumen29 halamanProduction of Ammonia: Department of Chemical Engineering A Report OnDr.AhmedBelum ada peringkat
- Ch. 06Dokumen14 halamanCh. 06Dr.Ahmed100% (1)
- Topsoe MethanolDokumen14 halamanTopsoe Methanolk_selv321100% (2)
- Material Balances Formalin Production: Process DescriptionDokumen5 halamanMaterial Balances Formalin Production: Process DescriptionAdi Mulyadi Putra ParhusipBelum ada peringkat
- Formaldehído!!Dokumen9 halamanFormaldehído!!Geraldine AcevedoBelum ada peringkat
- Experiment 1Dokumen7 halamanExperiment 1Dr.AhmedBelum ada peringkat
- Formalin Production Process IssuesDokumen14 halamanFormalin Production Process Issuessha2010hadBelum ada peringkat
- Methanol Water Separation in A Packed Column: by Alvin Hong Dodji Cohovi Roberto MontenegroDokumen15 halamanMethanol Water Separation in A Packed Column: by Alvin Hong Dodji Cohovi Roberto MontenegroDr.AhmedBelum ada peringkat
- Ltu PB Ex 0654 Se PDFDokumen58 halamanLtu PB Ex 0654 Se PDFABDO Moh.Belum ada peringkat
- Technical Seminar On:: Methanol Synthesis From Industrial CO Sources: A Contribution To Chemical Energy ConversionDokumen21 halamanTechnical Seminar On:: Methanol Synthesis From Industrial CO Sources: A Contribution To Chemical Energy ConversionDr.AhmedBelum ada peringkat
- Modelling Methanol-Water ColumnDokumen13 halamanModelling Methanol-Water ColumnDr.AhmedBelum ada peringkat
- Methanol Production Unit: Group 3Dokumen25 halamanMethanol Production Unit: Group 3Dr.AhmedBelum ada peringkat
- 7d - The Production of Methanol and GasolineDokumen19 halaman7d - The Production of Methanol and GasolineAntonio Cesar A. ChiaradiaBelum ada peringkat
- Minor Project Report OnDokumen20 halamanMinor Project Report OnDr.AhmedBelum ada peringkat
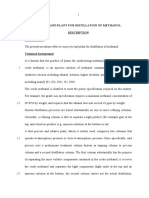
- Process and Plant For Distillation of Methanol. Description Technical FieldDokumen19 halamanProcess and Plant For Distillation of Methanol. Description Technical FieldDr.AhmedBelum ada peringkat
- ME - 231 - Gomes - whharris - 2-1-18PVDIAGRAMSOLUTION مهم احمدDokumen6 halamanME - 231 - Gomes - whharris - 2-1-18PVDIAGRAMSOLUTION مهم احمدDr.AhmedBelum ada peringkat
- HW - 2Dokumen2 halamanHW - 2Dr.AhmedBelum ada peringkat
- Example Using The Steam Table PDFDokumen1 halamanExample Using The Steam Table PDFDr.AhmedBelum ada peringkat
- TemperatureDokumen4 halamanTemperatureDr.AhmedBelum ada peringkat
- القوانينDokumen6 halamanالقوانينDr.AhmedBelum ada peringkat
- Chapter 9Dokumen17 halamanChapter 9JajejijojuBelum ada peringkat
- 2 5188584049941152568Dokumen24 halaman2 5188584049941152568Slem Hamed100% (1)
- Conversion Factors: Chemical Engineering Principles - First Year Dr. Ahmed Faiq Al-AlawyDokumen2 halamanConversion Factors: Chemical Engineering Principles - First Year Dr. Ahmed Faiq Al-AlawyDr.AhmedBelum ada peringkat
- Pressure Measurement FundamentalsDokumen10 halamanPressure Measurement FundamentalsDr.AhmedBelum ada peringkat
- Ch. 10 PDFDokumen20 halamanCh. 10 PDFDr.AhmedBelum ada peringkat
- Ch. 8 .Dokumen12 halamanCh. 8 .Dr.AhmedBelum ada peringkat
- Ch. 07Dokumen8 halamanCh. 07Yuliman AididBelum ada peringkat
- Scale Up and Design of Secondary Butyl ADokumen76 halamanScale Up and Design of Secondary Butyl ADr.Ahmed100% (1)
- Hess Cycle Questions Explained Step-by-StepDokumen3 halamanHess Cycle Questions Explained Step-by-StepNujod HolaBelum ada peringkat
- Pentens Industrial Flooring Solution NewDokumen32 halamanPentens Industrial Flooring Solution Newウィリアムズ アンディBelum ada peringkat
- 49917-Article Text-235905-1-10-20230831Dokumen8 halaman49917-Article Text-235905-1-10-20230831ecaBelum ada peringkat
- Atomic and Nuclear Physics: Electron Spin Resonance at DPPHDokumen6 halamanAtomic and Nuclear Physics: Electron Spin Resonance at DPPHAlejandra AwimbaweBelum ada peringkat
- 2013Dokumen11 halaman2013Nguyễn Bá LâmBelum ada peringkat
- 电厂专业英语术语Dokumen81 halaman电厂专业英语术语meirangongBelum ada peringkat
- 2 Vol 12 Issue 11 November 2021 IJPSR RE 4230Dokumen8 halaman2 Vol 12 Issue 11 November 2021 IJPSR RE 4230Steven M.Farm.,aptBelum ada peringkat
- Litron Bernoulli B PIV 145 15Dokumen4 halamanLitron Bernoulli B PIV 145 15RaviVelugulaBelum ada peringkat
- eAuditNet Proficency Testing (PT) Providers 312019Dokumen2 halamaneAuditNet Proficency Testing (PT) Providers 312019viverefeliceBelum ada peringkat
- C 10ab 2 0 Explain Stemscopedia StudentDokumen8 halamanC 10ab 2 0 Explain Stemscopedia Studentapi-2368267470% (1)
- 54-Sea Floor SpreadingDokumen3 halaman54-Sea Floor SpreadingShiella Mae Baltazar Bulauitan100% (1)
- Ultipor GF Plus Series Filter Elements: DescriptionDokumen2 halamanUltipor GF Plus Series Filter Elements: Descriptionвлад камрBelum ada peringkat
- Materials Challenges in Hydrogen-Fuelled Gas TurbinesDokumen27 halamanMaterials Challenges in Hydrogen-Fuelled Gas TurbinesSaiful ShokriBelum ada peringkat
- Capabilities Chart: GeneralDokumen3 halamanCapabilities Chart: GeneralFernando Acevedo FernandezBelum ada peringkat
- MullerEnergy JBD BMS InstructionsDokumen13 halamanMullerEnergy JBD BMS InstructionsgrillonBelum ada peringkat
- DubniumDokumen8 halamanDubniumKevinBelum ada peringkat
- Asteroid BeltDokumen2 halamanAsteroid BeltR.A. GregorioBelum ada peringkat
- Expt 6Dokumen9 halamanExpt 6Gracelle AnneBelum ada peringkat
- Important JEE Main Physics PYQs 2002-20 @JEEAdvanced - 202Dokumen84 halamanImportant JEE Main Physics PYQs 2002-20 @JEEAdvanced - 202Shradha ReddyBelum ada peringkat
- Basics of Reservoir EngineeringDokumen68 halamanBasics of Reservoir Engineeringyarra suryatejaBelum ada peringkat
- Western Blot Troubleshooting Guide!Dokumen6 halamanWestern Blot Troubleshooting Guide!A Nizar MasbukhinBelum ada peringkat
- Gwf-Int 01 2011 ArtikelDokumen12 halamanGwf-Int 01 2011 ArtikelPetra Margot PedrazaBelum ada peringkat
- Homework 1Dokumen5 halamanHomework 1storres22Belum ada peringkat
- I. Read The Statements or Questions Carefully and Then Shade The Letter of The Correct Answer From The Choices Given Before Each NumberDokumen4 halamanI. Read The Statements or Questions Carefully and Then Shade The Letter of The Correct Answer From The Choices Given Before Each NumberJoel BagalanonBelum ada peringkat
- Lab Report No 8Dokumen11 halamanLab Report No 8Mansoob BukhariBelum ada peringkat
- Coffee-Derived Activated Carbon From Second Biowaste For Supercapacitor Application-CompressedDokumen10 halamanCoffee-Derived Activated Carbon From Second Biowaste For Supercapacitor Application-Compressedsalsa bilaBelum ada peringkat
- MCQ in General Chemistry Part 3 - AnswersDokumen3 halamanMCQ in General Chemistry Part 3 - Answerssam labineBelum ada peringkat