Anda mungkin juga menyukai
- Filter PressDokumen3 halamanFilter PressmaminzzzBelum ada peringkat
- Operation Manuals of Filter PressDokumen7 halamanOperation Manuals of Filter PressmichaelspivakBelum ada peringkat
- Filter PressDokumen2 halamanFilter PressAnshuman Choudhury0% (1)
- Filter PressDokumen2 halamanFilter PresshassanalbhadlyBelum ada peringkat
- 5456 de Filter PressDokumen6 halaman5456 de Filter PressmbhadelBelum ada peringkat
- Filter Press Feed Systems ExplainedDokumen5 halamanFilter Press Feed Systems ExplainedKevin DudleyBelum ada peringkat
- Plate and Frambhhe LAB REPORTDokumen10 halamanPlate and Frambhhe LAB REPORTrossangel35Belum ada peringkat
- H.) Filter Press Feed PumpDokumen3 halamanH.) Filter Press Feed PumpMauro RicoBelum ada peringkat
- Filter Press: Prepared By: April Anne S. TigueDokumen22 halamanFilter Press: Prepared By: April Anne S. TigueApril Anne TigueBelum ada peringkat
- Filter Press Size CalculationDokumen3 halamanFilter Press Size CalculationRamki0% (1)
- Filter Press Questionnaire PDFDokumen3 halamanFilter Press Questionnaire PDFLorenzo OwensBelum ada peringkat
- Filter Press Specifications and Technical DetailsDokumen3 halamanFilter Press Specifications and Technical DetailsAbd Elrahman Hamdy0% (1)
- B Safeunit enDokumen4 halamanB Safeunit enFay BcvBelum ada peringkat
- Filter Press ProposalDokumen6 halamanFilter Press ProposalAxel SantínBelum ada peringkat
- PB Filter Press Sidebar Me1500 Me2500 en Web DataDokumen4 halamanPB Filter Press Sidebar Me1500 Me2500 en Web DataTiago J C MachadoBelum ada peringkat
- Alfa Laval-Decanter STNXDokumen4 halamanAlfa Laval-Decanter STNXMurali Krishna IndanaBelum ada peringkat
- 10 HydrocycloneBasics 6180305 01Dokumen50 halaman10 HydrocycloneBasics 6180305 01Mohamed Bouchareb100% (2)
- Hi Ride Mud HopperDokumen4 halamanHi Ride Mud HopperAnonymous VNu3ODGav100% (1)
- Pump Selection For Filter PressesDokumen8 halamanPump Selection For Filter Pressessangeeksub100% (1)
- Shriver Filter Press BrochureDokumen8 halamanShriver Filter Press BrochurebetojulioBelum ada peringkat
- Precoate Filtration EquipmentDokumen8 halamanPrecoate Filtration Equipmenthansenmike698105Belum ada peringkat
- Filter CakeDokumen7 halamanFilter CakeMarion AlyssaBelum ada peringkat
- Filter Press 1Dokumen7 halamanFilter Press 1lutexgadsonBelum ada peringkat
- VERTI-G Cuttings DryerDokumen4 halamanVERTI-G Cuttings DryerLoganBohannon100% (1)
- 1-GNZS594 Shale Shaker and Mud CleanerDokumen6 halaman1-GNZS594 Shale Shaker and Mud CleanerGeorgeBelum ada peringkat
- A Filter PressDokumen0 halamanA Filter Pressraneshkumar1992Belum ada peringkat
- Make Up Torque For BitDokumen1 halamanMake Up Torque For BitashadBelum ada peringkat
- Raymond Roller Mill BrochureDokumen4 halamanRaymond Roller Mill BrochureAnonymous OVhnLp100% (1)
- Unitized Mud Systems: Closed LoopDokumen16 halamanUnitized Mud Systems: Closed Loopmr_heeraBelum ada peringkat
- Sulphur ProcessingDokumen6 halamanSulphur ProcessingSimon BolivarBelum ada peringkat
- Plate & Frame Filter Press Instruction ManualDokumen5 halamanPlate & Frame Filter Press Instruction ManualinstrutechBelum ada peringkat
- Filtration Products: Todd Wisdom +1-801-871-7422 Todd Wisdom +1-801-871-7422Dokumen46 halamanFiltration Products: Todd Wisdom +1-801-871-7422 Todd Wisdom +1-801-871-7422Luis CaballeroBelum ada peringkat
- LYNX 40 Drilling Mud DecanterDokumen2 halamanLYNX 40 Drilling Mud DecanterPierluigi Ciampiconi0% (1)
- Oil SkimersDokumen139 halamanOil SkimerszirimiaBelum ada peringkat
- 4 SolidControlDokumen27 halaman4 SolidControlJorge VidaurreBelum ada peringkat
- Design Calculation For Oil Skimmer CapacityDokumen4 halamanDesign Calculation For Oil Skimmer CapacityAyon BoseBelum ada peringkat
- Technical Agreement: Solid Control Equipments Technical DescriptionDokumen9 halamanTechnical Agreement: Solid Control Equipments Technical DescriptionMihai MateiBelum ada peringkat
- Sizing of Filter PressDokumen5 halamanSizing of Filter PressYang Yew RenBelum ada peringkat
- Filter PressDokumen20 halamanFilter Presssushil kumar100% (2)
- Plate & Frame Filter PDFDokumen9 halamanPlate & Frame Filter PDFSwati A Patel0% (1)
- Assignment (Plate and Frame Filter Press) Group A-8)Dokumen22 halamanAssignment (Plate and Frame Filter Press) Group A-8)Sajjad Rasool Chaudhry0% (4)
- Wemco Depurator SystemsDokumen2 halamanWemco Depurator SystemsBehnam Noorizadeh100% (1)
- FILTER PRESS Specification SheetDokumen4 halamanFILTER PRESS Specification Sheetfayeenriquez100% (2)
- GLV - Drum Filter (PGS) LR PDFDokumen8 halamanGLV - Drum Filter (PGS) LR PDFSamuel MushakaBelum ada peringkat
- Belt Filter PressDokumen4 halamanBelt Filter PressPukhraj DagaBelum ada peringkat
- RBDCD enDokumen4 halamanRBDCD enEis NovidhaBelum ada peringkat
- The Rotary Drum Filter: DescriptionDokumen6 halamanThe Rotary Drum Filter: Descriptionagrocel_bhv5591Belum ada peringkat
- BOP BoltsDokumen5 halamanBOP BoltsHadirah DunglahBelum ada peringkat
- Exp 3 - Plate and Frame Filter Press PDFDokumen5 halamanExp 3 - Plate and Frame Filter Press PDFMuhd Faizal Adnan0% (1)
- Filter Bags Datasheet PDFDokumen9 halamanFilter Bags Datasheet PDFRamya MadhuBelum ada peringkat
- A Quick Look at Pneumatic Conveying System BasicsDokumen3 halamanA Quick Look at Pneumatic Conveying System BasicsParmasamy Subramani100% (1)
- Tank Bottom Scraper Zickert - enDokumen22 halamanTank Bottom Scraper Zickert - enzxc007Belum ada peringkat
- Qmax Solids Control EquipmentDokumen18 halamanQmax Solids Control Equipment2591995Belum ada peringkat
- BHG - Bucket Elevator Data SheetDokumen2 halamanBHG - Bucket Elevator Data Sheetrimarima2bar100% (1)
- Rotary Vacuum Drum Filter DesignDokumen34 halamanRotary Vacuum Drum Filter Designksharma294Belum ada peringkat
- OPERATING & SERVICE MANUAL AZ-1-107-NL SERIES PUMPDokumen16 halamanOPERATING & SERVICE MANUAL AZ-1-107-NL SERIES PUMPREZA ASGARIBelum ada peringkat
- Chapter 8 Rev 2 Air SystemDokumen12 halamanChapter 8 Rev 2 Air SystemAnonymous 340A7vnwV1Belum ada peringkat
- HP BypassDokumen15 halamanHP Bypass150819850Belum ada peringkat
- Operating Emergency DevicesDokumen11 halamanOperating Emergency DevicesGuy GuyBelum ada peringkat
- LYX100 ManualDokumen12 halamanLYX100 ManualEMMABelum ada peringkat
- Fans & Blowers-Calculation of PowerDokumen20 halamanFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Packed Tower Gas ScrubbersDokumen6 halamanPacked Tower Gas ScrubbersMitul PrajapatiBelum ada peringkat
- Name of Report:: Guidelines On Environmental Management of C&D Waste Management in IndiaDokumen39 halamanName of Report:: Guidelines On Environmental Management of C&D Waste Management in IndiaSarangBelum ada peringkat
- Seawater PDFDokumen8 halamanSeawater PDFardiantiresiBelum ada peringkat
- Example Calculation of Air Velocity From Pitot-Static Tube MeasurementDokumen1 halamanExample Calculation of Air Velocity From Pitot-Static Tube MeasurementKundan MishraBelum ada peringkat
- Cost of SteamDokumen13 halamanCost of SteamAlouis MutimboBelum ada peringkat
- PPOP 8.12 - Freeze Protection Protocol PDFDokumen7 halamanPPOP 8.12 - Freeze Protection Protocol PDFSarangBelum ada peringkat
- N7383 Test 20170223Dokumen16 halamanN7383 Test 20170223SarangBelum ada peringkat
- MTPCL WTP o M Manual PDFDokumen62 halamanMTPCL WTP o M Manual PDFSarangBelum ada peringkat
- Zaber and Zubair Fabrics Ltd-Caustic Recovery PlantDokumen2 halamanZaber and Zubair Fabrics Ltd-Caustic Recovery PlantSarangBelum ada peringkat
- PetCoke 3rdminutesDokumen2 halamanPetCoke 3rdminutesSarangBelum ada peringkat
- Softener CalculationDokumen4 halamanSoftener Calculationkmsiddharthan95% (19)
- Liquid Phase Filter ManualDokumen7 halamanLiquid Phase Filter ManualSarangBelum ada peringkat
- CePSO 2017Dokumen4 halamanCePSO 2017SarangBelum ada peringkat
- Ipca Laboratories Ltd. ExpansionDokumen10 halamanIpca Laboratories Ltd. ExpansionSarangBelum ada peringkat
- Se Downloads Sludge Drying Data PDFDokumen4 halamanSe Downloads Sludge Drying Data PDFSarangBelum ada peringkat
- Ion Exchange Design - Hand Calculation: Brian Windsor (Purolite International LTD)Dokumen43 halamanIon Exchange Design - Hand Calculation: Brian Windsor (Purolite International LTD)Octiva100% (4)
- Liquid Phase Filter ManualDokumen7 halamanLiquid Phase Filter ManualSarangBelum ada peringkat
- Ion Exchange Design - Hand Calculation: Brian Windsor (Purolite International LTD)Dokumen43 halamanIon Exchange Design - Hand Calculation: Brian Windsor (Purolite International LTD)Octiva100% (4)
- Production of Liquid Alum Coagulant From Local Saudi ClaysDokumen16 halamanProduction of Liquid Alum Coagulant From Local Saudi Claystaufany99Belum ada peringkat
- 59th TRC Minutes Uploaded - 0Dokumen12 halaman59th TRC Minutes Uploaded - 0SarangBelum ada peringkat
- Up 2014Dokumen18 halamanUp 2014SarangBelum ada peringkat
- USALCO SAH Aluminum Sulfate SolutionDokumen2 halamanUSALCO SAH Aluminum Sulfate SolutionSarangBelum ada peringkat
- Thermal Treatment of SludgeDokumen6 halamanThermal Treatment of SludgeSarangBelum ada peringkat
- De Mineral Izer ManualDokumen33 halamanDe Mineral Izer ManualSarangBelum ada peringkat
- Cost of SteamDokumen13 halamanCost of SteamAlouis MutimboBelum ada peringkat
- Case Study Tirupati Rice Mill 100 KLDDokumen7 halamanCase Study Tirupati Rice Mill 100 KLDSarangBelum ada peringkat
- India's Waste Management Rules and Regulations 2016Dokumen1 halamanIndia's Waste Management Rules and Regulations 2016Rocky SikanderBelum ada peringkat
- Production of Liquid Alum Coagulant From Local Saudi ClaysDokumen16 halamanProduction of Liquid Alum Coagulant From Local Saudi Claystaufany99Belum ada peringkat
- Determination of Sodium Hydroxide Purity by Successive Potentiometric TitrationDokumen3 halamanDetermination of Sodium Hydroxide Purity by Successive Potentiometric TitrationSarangBelum ada peringkat
- Carbon BlackDokumen15 halamanCarbon BlackBoonyarit Lurdgrienggraiying100% (1)
- STELLA ModelsDokumen60 halamanSTELLA ModelsDalton Erick Suyosa BaltazarBelum ada peringkat
- Quality Management of Digestate From Biogas Plants Used As FertiliserDokumen40 halamanQuality Management of Digestate From Biogas Plants Used As FertiliserTony DeligiorgisBelum ada peringkat
- Msds Sugar Cane MolasesDokumen3 halamanMsds Sugar Cane MolasesLABORATORIUM FERTILINDOBelum ada peringkat
- Safety Data Sheet Fuse: Section 1: IdentificationDokumen7 halamanSafety Data Sheet Fuse: Section 1: IdentificationKhaled BellegdyBelum ada peringkat
- Waste Oil GujaratDokumen4 halamanWaste Oil GujaratLalit NagarBelum ada peringkat
- RoRo Offshore Doors, Platforms and Cargo Lifts Datasheet (Screen) 2013 - Original - 43210Dokumen4 halamanRoRo Offshore Doors, Platforms and Cargo Lifts Datasheet (Screen) 2013 - Original - 43210ronny-suBelum ada peringkat
- Appendix BDokumen13 halamanAppendix BMKBelum ada peringkat
- Photosynthesis Lesson Plan 1 Introduction To Photosynthesis Grade 4 ObjectivesDokumen5 halamanPhotosynthesis Lesson Plan 1 Introduction To Photosynthesis Grade 4 ObjectivesAtagurika Samuel NsorBelum ada peringkat
- Riverine Landscapes, Taking Landscape Ecology Into The WaterDokumen15 halamanRiverine Landscapes, Taking Landscape Ecology Into The WaterDaisyBelum ada peringkat
- Gen Air TightnessDokumen13 halamanGen Air TightnessSam100% (2)
- CgwaDokumen2 halamanCgwaMohammedBelum ada peringkat
- Cut Flower Production in OrchidsDokumen7 halamanCut Flower Production in OrchidsPrit Ranjan Jha100% (3)
- Lab Report 3Dokumen7 halamanLab Report 3Minhaj UllahBelum ada peringkat
- Irrigation Systems in IndiaDokumen5 halamanIrrigation Systems in IndiaMd khalid rezaBelum ada peringkat
- Development of An Integrated Model To Assess The Impact of Agricultural Practices and Land Use On Agricultural Production in Morocco Under Climate Stress Over The Next Twenty YearsDokumen23 halamanDevelopment of An Integrated Model To Assess The Impact of Agricultural Practices and Land Use On Agricultural Production in Morocco Under Climate Stress Over The Next Twenty YearssupersethBelum ada peringkat
- Air Products Model Number Reference GuideDokumen20 halamanAir Products Model Number Reference GuideIgnatius ReillyBelum ada peringkat
- Bhel TG RollingDokumen26 halamanBhel TG RollingAnand Swami100% (2)
- Assignment 2 High Rise Building: Submitted To: AR G.K SINGH Submitted By: Neha Bhatia (AR/12/822)Dokumen13 halamanAssignment 2 High Rise Building: Submitted To: AR G.K SINGH Submitted By: Neha Bhatia (AR/12/822)Neha BhatiaBelum ada peringkat
- Triton Shower ManualDokumen24 halamanTriton Shower ManualAmanda KinsellaBelum ada peringkat
- The Implementation of A Control Circuit For A Microcontroller Based Automated Irrigation SystemDokumen10 halamanThe Implementation of A Control Circuit For A Microcontroller Based Automated Irrigation SystemDershana LachmanBelum ada peringkat
- (Bennett, Dawson) Maintenance ManagementDokumen53 halaman(Bennett, Dawson) Maintenance Managementwesam tawfik salamaBelum ada peringkat
- Composting With EMDokumen3 halamanComposting With EMNader ShehataBelum ada peringkat
- PWD Rate (Civil & Sanitary) 2018Dokumen135 halamanPWD Rate (Civil & Sanitary) 2018Rezaul Karim100% (1)
- 0132368692-Ch12 IsmDokumen21 halaman0132368692-Ch12 IsmOnline Review SpecialistsBelum ada peringkat
- Ground Water EngineeringDokumen3 halamanGround Water EngineeringAnil MarsaniBelum ada peringkat
- 0680 Environmental Management: MARK SCHEME For The May/June 2011 Question Paper For The Guidance of TeachersDokumen7 halaman0680 Environmental Management: MARK SCHEME For The May/June 2011 Question Paper For The Guidance of TeachersHK BeatsBelum ada peringkat
- Two-Stage Gasification Lowers Tar Content With Preheated AirDokumen5 halamanTwo-Stage Gasification Lowers Tar Content With Preheated AirgvisanBelum ada peringkat
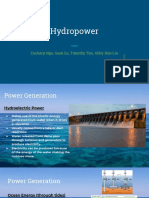
- Hydropower: Types, Uses & EffectsDokumen12 halamanHydropower: Types, Uses & EffectsJulianne OngBelum ada peringkat
- Spe 19008 PaDokumen9 halamanSpe 19008 PaSpanju Bobo100% (1)