Anda mungkin juga menyukai
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985Dari EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeBelum ada peringkat
- NC CNC Machine ToolDokumen50 halamanNC CNC Machine ToolShoaib MultaniBelum ada peringkat
- SKF Linear BushDokumen60 halamanSKF Linear BushAwdhesh Singh Bhadoriya100% (1)
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesDari EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesBelum ada peringkat
- Design of Jigs Fixtures and Press Tools PDFDokumen4 halamanDesign of Jigs Fixtures and Press Tools PDFniharika kadiriBelum ada peringkat
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDokumen6 halamanRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaBelum ada peringkat
- MD Design ConsiderationDokumen18 halamanMD Design ConsiderationjhpatelBelum ada peringkat
- Project Report on Rack and Pinion Gear DesignDokumen15 halamanProject Report on Rack and Pinion Gear DesignWaqasBelum ada peringkat
- Unit IV 180208091907Dokumen153 halamanUnit IV 180208091907tamilselvan nBelum ada peringkat
- Static Analysis of A Bycycle FrameDokumen24 halamanStatic Analysis of A Bycycle FrameADARSH SINGHBelum ada peringkat
- Limit and Fit Data BooDokumen18 halamanLimit and Fit Data Booविशाल पुडासैनीBelum ada peringkat
- IE252 Manufacturing Processes Lab ManualDokumen39 halamanIE252 Manufacturing Processes Lab ManualGosaye DesalegnBelum ada peringkat
- Design & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationDokumen7 halamanDesign & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationIJIERT-International Journal of Innovations in Engineering Research and TechnologyBelum ada peringkat
- Lect 2 Rolling PDFDokumen29 halamanLect 2 Rolling PDFأحمد قطيمBelum ada peringkat
- 1 s2.0 S0143974X21002212 MainDokumen14 halaman1 s2.0 S0143974X21002212 MainRavi PadmanabhanBelum ada peringkat
- Fabrication Hollow Fiber MembraneDokumen5 halamanFabrication Hollow Fiber MembraneDodi AfandiBelum ada peringkat
- Metal Cutting PDFDokumen92 halamanMetal Cutting PDFJagadishchandrabose KondamudiBelum ada peringkat
- BrassesDokumen7 halamanBrassesClaudia MmsBelum ada peringkat
- ENGR 313 - Chapter 4 - DislocationsDokumen48 halamanENGR 313 - Chapter 4 - DislocationsMelissa LaraBelum ada peringkat
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Dokumen14 halamanHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuBelum ada peringkat
- Pneumatic Auto Feed Sheet Cutting MachineDokumen5 halamanPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Dsa 5500Dokumen12 halamanDsa 5500Nguyen Van ToanBelum ada peringkat
- Design of Machine Element ProblemsDokumen2 halamanDesign of Machine Element Problemsmaxpayne5550% (1)
- RollingDokumen24 halamanRollingAd Man GeTigBelum ada peringkat
- Manufacturing Process - Module2.0Dokumen33 halamanManufacturing Process - Module2.0Fiza KamaBelum ada peringkat
- Module 2 - Rolling ProcessDokumen51 halamanModule 2 - Rolling Processarun t nBelum ada peringkat
- Du Dub PDFDokumen55 halamanDu Dub PDFSURESH100% (1)
- Nsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingDokumen3 halamanNsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingSanjeev Sahu0% (1)
- Production Engineering Lab VIII SemDokumen24 halamanProduction Engineering Lab VIII Semsunil kumawatBelum ada peringkat
- Metal Forming Technology GuideDokumen1 halamanMetal Forming Technology GuidearunsunderBelum ada peringkat
- Gear and Gear TrainDokumen21 halamanGear and Gear Trainm_er100Belum ada peringkat
- Dual Phase SteelsDokumen43 halamanDual Phase SteelsLuis MendozaBelum ada peringkat
- Basic Mechanical EngineeringDokumen1 halamanBasic Mechanical EngineeringKailas Sree ChandranBelum ada peringkat
- RollingDokumen22 halamanRollingSahil JhambBelum ada peringkat
- Liquid State Fabrication of Metal Matrix CompositesDokumen12 halamanLiquid State Fabrication of Metal Matrix CompositesBhuvanesh Ponnan100% (1)
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDokumen16 halamanLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarBelum ada peringkat
- Rolling Lecture PDFDokumen35 halamanRolling Lecture PDFJojo HanyBelum ada peringkat
- MFG Tooling - 09 Progressive Dies PDFDokumen16 halamanMFG Tooling - 09 Progressive Dies PDFNhan LeBelum ada peringkat
- Sheet Metal Practical Skills and Theory TopicsDokumen2 halamanSheet Metal Practical Skills and Theory TopicsHamza NoumanBelum ada peringkat
- PCD Wire Edm Technology PDFDokumen6 halamanPCD Wire Edm Technology PDFyorf1989Belum ada peringkat
- Orbital ForgingDokumen4 halamanOrbital ForgingMrLanternBelum ada peringkat
- Frame Cad-Self Tapping Screw SpecDokumen2 halamanFrame Cad-Self Tapping Screw Specersivaraj100% (1)
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDokumen86 halamanSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Tolerances As Per en 12493Dokumen5 halamanTolerances As Per en 12493prasad raikarBelum ada peringkat
- Case StudyDokumen4 halamanCase StudyDibon John SeronBelum ada peringkat
- Effects of Alloying ElementsDokumen13 halamanEffects of Alloying ElementsKeval ParikhBelum ada peringkat
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Dokumen16 halamanCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseBelum ada peringkat
- Handout-8a-Metal Forming BasicDokumen23 halamanHandout-8a-Metal Forming BasicAmardhianaBelum ada peringkat
- Sheet Metal-Cup DrawingDokumen25 halamanSheet Metal-Cup DrawingCADTDD100% (1)
- Powder Metallurgy Seminar GautamDokumen31 halamanPowder Metallurgy Seminar GautamSidhartha GolchhaBelum ada peringkat
- TOOL AND DIE STEEL FinalDokumen73 halamanTOOL AND DIE STEEL FinalSapan KansaraBelum ada peringkat
- Slocum, Alex Fundamentals of Design Mit PDFDokumen75 halamanSlocum, Alex Fundamentals of Design Mit PDFvarunBelum ada peringkat
- Coefficient of FrictionDokumen4 halamanCoefficient of Frictionjsmargate100% (1)
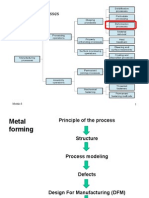
- Metal FormingDokumen40 halamanMetal Formingumesh vasavaBelum ada peringkat
- 4363 111 Machine Design IDokumen6 halaman4363 111 Machine Design Iyogesh_b_k100% (2)
- ERIKS20 20Oring20Technical20ManualDokumen219 halamanERIKS20 20Oring20Technical20ManualEfrain SaldañaBelum ada peringkat
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDokumen2 halamanHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadBelum ada peringkat
- Engineering Physics 2 Unit-5Dokumen98 halamanEngineering Physics 2 Unit-5Sriram J0% (1)
- Elements of Gating SystemDokumen21 halamanElements of Gating SystemsudhirBelum ada peringkat
- Final Syllabus-Tool-3rd Semester4,5,6,7,8 PDFDokumen98 halamanFinal Syllabus-Tool-3rd Semester4,5,6,7,8 PDFJacob EthenBelum ada peringkat
- Scheme and Syllabi for B.Tech Mechatronics DegreeDokumen108 halamanScheme and Syllabi for B.Tech Mechatronics Degreebadree456Belum ada peringkat
- Information On LatestDokumen4 halamanInformation On LatestRahul KatnaBelum ada peringkat
- Document On LatestDokumen14 halamanDocument On LatestRahul KatnaBelum ada peringkat
- Scheme and Syllabi for B.Tech Mechatronics DegreeDokumen108 halamanScheme and Syllabi for B.Tech Mechatronics Degreebadree456Belum ada peringkat
- Document Latest InformationDokumen7 halamanDocument Latest InformationRahul KatnaBelum ada peringkat
- Final Syllabus-Tool-3rd Semester4,5,6,7,8 PDFDokumen98 halamanFinal Syllabus-Tool-3rd Semester4,5,6,7,8 PDFJacob EthenBelum ada peringkat
- A Simple PDFDokumen2 halamanA Simple PDFJaheer MakalBelum ada peringkat
- A Simple PDFDokumen2 halamanA Simple PDFJaheer MakalBelum ada peringkat
- Latest InformationDokumen6 halamanLatest InformationRahul KatnaBelum ada peringkat
- BuoyancyDokumen3 halamanBuoyancyRahul KatnaBelum ada peringkat
- Latest DocumentDokumen4 halamanLatest DocumentRahul KatnaBelum ada peringkat
- Inderscience Journal in UGCDokumen1 halamanInderscience Journal in UGCRahul KatnaBelum ada peringkat
- Additive Manufacturing StepsDokumen5 halamanAdditive Manufacturing StepsRahul KatnaBelum ada peringkat
- SCRIBD6Dokumen1 halamanSCRIBD6Rahul KatnaBelum ada peringkat
- Thermal Conductivity of LiquidsDokumen1 halamanThermal Conductivity of LiquidsRahul KatnaBelum ada peringkat
- It Is Cow World in A Green Pasture The Cow Is HungryDokumen1 halamanIt Is Cow World in A Green Pasture The Cow Is HungryRahul KatnaBelum ada peringkat
- Lubricant FormulationDokumen30 halamanLubricant FormulationRahul KatnaBelum ada peringkat
- SCRIBD4Dokumen1 halamanSCRIBD4Rahul KatnaBelum ada peringkat
- Buffalo Graze Green PastureDokumen1 halamanBuffalo Graze Green PastureRahul KatnaBelum ada peringkat
- L25 - Tool Design 1 PDFDokumen47 halamanL25 - Tool Design 1 PDFRahul KatnaBelum ada peringkat
- Scribd 1Dokumen1 halamanScribd 1Rahul KatnaBelum ada peringkat
- Peer Review SurveyDokumen13 halamanPeer Review SurveyRahul KatnaBelum ada peringkat
- L25 - Tool Design 1 PDFDokumen47 halamanL25 - Tool Design 1 PDFRahul KatnaBelum ada peringkat
- Incorrect Answer FormulationDokumen1 halamanIncorrect Answer FormulationRahul KatnaBelum ada peringkat
- PCM70140 Primer Epoxi PPGDokumen1 halamanPCM70140 Primer Epoxi PPGMisaelBelum ada peringkat
- Improving The Performance of Fabric Filter Dry Dust Collection EquipmentDokumen10 halamanImproving The Performance of Fabric Filter Dry Dust Collection EquipmentDavid GuevaraBelum ada peringkat
- On The Nanofluids Application in The Automotive RaDokumen21 halamanOn The Nanofluids Application in The Automotive RaJayant YadavBelum ada peringkat
- Method of Scaffolding WorksDokumen25 halamanMethod of Scaffolding WorksFarrukh Javed100% (1)
- A Case Study To Bottle The Biogas in Cylinders As Source ofDokumen4 halamanA Case Study To Bottle The Biogas in Cylinders As Source ofSamir VahoraBelum ada peringkat
- Dies and Inserts Catalog 2018Dokumen36 halamanDies and Inserts Catalog 2018Ahmed MohamedBelum ada peringkat
- Pcw-Ts-Pcs Design Process 2017Dokumen89 halamanPcw-Ts-Pcs Design Process 2017Marlon ReonicoBelum ada peringkat
- Plasma arc cutting cost analysis and optimizationDokumen5 halamanPlasma arc cutting cost analysis and optimizationLisandro GianottoBelum ada peringkat
- Application of FRC in Construction of The Underground Railway TrackDokumen8 halamanApplication of FRC in Construction of The Underground Railway TrackClaudio PazBelum ada peringkat
- Gujarat Milk ProductionDokumen25 halamanGujarat Milk ProductionvizindiaBelum ada peringkat
- A815 PDFDokumen8 halamanA815 PDFExport priminoxBelum ada peringkat
- Versenate Hardness Buffer SolutionDokumen8 halamanVersenate Hardness Buffer Solutionjesusruizbadra357Belum ada peringkat
- I. Statement of The ProblemDokumen5 halamanI. Statement of The ProblemFloredelBelum ada peringkat
- Ministry of Steel Presentatation On MSFDokumen27 halamanMinistry of Steel Presentatation On MSFDebashis SarkarBelum ada peringkat
- Chapter 2 (Lecture 3)Dokumen25 halamanChapter 2 (Lecture 3)SchaieraBelum ada peringkat
- Technical Object First Draft & Peer Reviews (1) .EditedDokumen5 halamanTechnical Object First Draft & Peer Reviews (1) .EditedJohn MainaBelum ada peringkat
- En 1 4547 - 1510 Valbruna Nordic EnglishDokumen2 halamanEn 1 4547 - 1510 Valbruna Nordic Englishpinky_y2kBelum ada peringkat
- Consolidated 1811 SeriesDokumen16 halamanConsolidated 1811 Seriesivan_fuenzalida_1Belum ada peringkat
- Multistage Air Compressor FinalDokumen21 halamanMultistage Air Compressor FinalJames TheeBelum ada peringkat
- AS/NZS 3008.1.1 Amendment 1 Aug 2011 Cable Selection StandardsDokumen7 halamanAS/NZS 3008.1.1 Amendment 1 Aug 2011 Cable Selection Standardslastwest1Belum ada peringkat
- Smart Axis Automatic Chasing Machine ManualDokumen38 halamanSmart Axis Automatic Chasing Machine Manualvser19Belum ada peringkat
- Dickella Premakumara Final Best Practices PDFDokumen36 halamanDickella Premakumara Final Best Practices PDFjune dela cernaBelum ada peringkat
- Gear Failures PDFDokumen19 halamanGear Failures PDFermaksan0% (1)
- CarouselDokumen2 halamanCarouselCatalin AlexandruBelum ada peringkat
- NPSH - Net Positive Suction HeadDokumen5 halamanNPSH - Net Positive Suction HeadSutrisno KlsBelum ada peringkat
- Colby - Sapac BrochureDokumen16 halamanColby - Sapac Brochureshogun billings100% (1)
- Delta Industrial Knife Gate ValvesDokumen28 halamanDelta Industrial Knife Gate ValvesAlin AllinBelum ada peringkat
- SOP For Boiler Light Up ChecklistDokumen9 halamanSOP For Boiler Light Up Checklistpradeep.selvarajan100% (1)
- Evaluating Strength of Brazed JointsDokumen7 halamanEvaluating Strength of Brazed JointssutrimoBelum ada peringkat
- Impulse Steam Turbines Explained in 40 CharactersDokumen5 halamanImpulse Steam Turbines Explained in 40 CharactersBharani100% (1)