Anda mungkin juga menyukai
- Informe SoldaduraDokumen7 halamanInforme SoldaduraMiguel PérezBelum ada peringkat
- Informe 1Dokumen7 halamanInforme 1Diego ArellanoBelum ada peringkat
- Informe 1Dokumen13 halamanInforme 1Danny Narvaez YaguanaBelum ada peringkat
- Informe3 Ciencia IIDokumen8 halamanInforme3 Ciencia IIGissela PumisachoBelum ada peringkat
- Informe2 CollaguazoDokumen7 halamanInforme2 CollaguazokarellysBelum ada peringkat
- Informe 1: Macrografía y micrografía de juntas soldadas de acero ASTM A36Dokumen3 halamanInforme 1: Macrografía y micrografía de juntas soldadas de acero ASTM A36BAYRONBelum ada peringkat
- Anda Miguel-Lopez Diego LDSDPM GR4 2Dokumen13 halamanAnda Miguel-Lopez Diego LDSDPM GR4 2Diego LópezBelum ada peringkat
- Informe 5Dokumen9 halamanInforme 5Diego ArellanoBelum ada peringkat
- LSPM GR2 PR3 SilvaDokumen4 halamanLSPM GR2 PR3 SilvaSteven SilvaBelum ada peringkat
- Practica 1Dokumen5 halamanPractica 1Frank GuerreroBelum ada peringkat
- Analisis Metalogra Co en Aleaciones FerrosasDokumen4 halamanAnalisis Metalogra Co en Aleaciones FerrosasAnonymous jitsiNgUS8Belum ada peringkat
- Soldadura A36 SMAW ZAC ÁreaDokumen5 halamanSoldadura A36 SMAW ZAC ÁreaDeivid William TorresBelum ada peringkat
- Practica 3Dokumen5 halamanPractica 3Frank GuerreroBelum ada peringkat
- Ensayo Eficacia Enlist Colex D-AgroconsultorDokumen7 halamanEnsayo Eficacia Enlist Colex D-Agroconsultorsergio rodriguezBelum ada peringkat
- Montenegro Rivera GR2B Informe1Dokumen8 halamanMontenegro Rivera GR2B Informe1JohannaBelum ada peringkat
- Ensayo JominyDokumen7 halamanEnsayo JominyVinicio ParraBelum ada peringkat
- Informe GTAW soldaduraDokumen7 halamanInforme GTAW soldaduraSteban LuceroBelum ada peringkat
- Informe 3 A CDokumen15 halamanInforme 3 A CDiego ArellanoBelum ada peringkat
- Determinacion de Tamaño de GranoDokumen6 halamanDeterminacion de Tamaño de GranoJose Luis Diaz Ruiz100% (2)
- Informe Desgaste y Falla Sobre Defectos y DiscontinuidadesDokumen7 halamanInforme Desgaste y Falla Sobre Defectos y DiscontinuidadesVinicio ParraBelum ada peringkat
- Análisis metalográfico de disco de freno y tubo de petróleoDokumen5 halamanAnálisis metalográfico de disco de freno y tubo de petróleoJairo Andres MangiaBelum ada peringkat
- Practica Cementación de AcerosDokumen7 halamanPractica Cementación de AcerosStalyn LemaBelum ada peringkat
- Informe Ciencia 2Dokumen5 halamanInforme Ciencia 2Joss AndradeBelum ada peringkat
- Practica 2 de LabDokumen4 halamanPractica 2 de LabCorrecaminos ZuñigaBelum ada peringkat
- Informe Soldadura Practica 3Dokumen9 halamanInforme Soldadura Practica 3Kevin AguilarBelum ada peringkat
- Especificaciones de soldadura para tuberías de amoniacoDokumen13 halamanEspecificaciones de soldadura para tuberías de amoniacoalex100% (2)
- Cartilla Curso TIG - Inicial 2016Dokumen1 halamanCartilla Curso TIG - Inicial 2016Pablo ToiaBelum ada peringkat
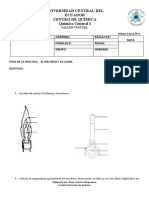
- Practica N°3. El Mechero y La Llama (Virtual)Dokumen3 halamanPractica N°3. El Mechero y La Llama (Virtual)Martin BravoBelum ada peringkat
- Soldadura (Saw)Dokumen2 halamanSoldadura (Saw)Juan Fernando LópezBelum ada peringkat
- MagnetismoDokumen6 halamanMagnetismoemil castroBelum ada peringkat
- LSPM Gr1 Ipr3 Granja - Juan Villacis - ElmerDokumen9 halamanLSPM Gr1 Ipr3 Granja - Juan Villacis - ElmerJuan Andres Granja EscolaBelum ada peringkat
- Esquema Del Informe de Tecnología Del Concreto 1Dokumen2 halamanEsquema Del Informe de Tecnología Del Concreto 1Emi CaritoBelum ada peringkat
- Tarea 1Dokumen6 halamanTarea 1BastyReyesBelum ada peringkat
- EnsayosAgregadosDokumen6 halamanEnsayosAgregadosErika OspinaBelum ada peringkat
- Proyecto Sanitaria 1Dokumen4 halamanProyecto Sanitaria 1David Duran GorostiagaBelum ada peringkat
- Beede TigDokumen11 halamanBeede TigGerardo GadeaBelum ada peringkat
- Fdocuments - in - Informe de Soldadura GtawDokumen11 halamanFdocuments - in - Informe de Soldadura Gtaweduardo alata ormeñoBelum ada peringkat
- 2000 CGarciaDeAndres CongresoMetalografiaDokumen17 halaman2000 CGarciaDeAndres CongresoMetalografiaEdwin CamarenaBelum ada peringkat
- Gfpi-F-019 - Gtaw Ejecucion Soldar 1Dokumen14 halamanGfpi-F-019 - Gtaw Ejecucion Soldar 1JUAN PABLO POSTIGLIONI CANALBelum ada peringkat
- Informe5 GR8 CNPDokumen7 halamanInforme5 GR8 CNPGissela PumisachoBelum ada peringkat
- PRAXIS DRX BIOMATERIALESDokumen6 halamanPRAXIS DRX BIOMATERIALESWeimar Andres Arenas GonzalezBelum ada peringkat
- Quiz 4Dokumen5 halamanQuiz 4DiegoBelum ada peringkat
- Certificado 1799 Recipientes Solgas SADokumen4 halamanCertificado 1799 Recipientes Solgas SASIG 2023Belum ada peringkat
- Requisito Do Item 6.5.2.2 Letra C Da Portaria INMETRO 298-2008. Corrosión Bajo Tension Diametro 232mmDokumen7 halamanRequisito Do Item 6.5.2.2 Letra C Da Portaria INMETRO 298-2008. Corrosión Bajo Tension Diametro 232mmMisaelBelum ada peringkat
- Informe Lab 1Dokumen4 halamanInforme Lab 1Emel Navarro MurgasBelum ada peringkat
- Zona Afectada Por El Calor-EstudioDokumen15 halamanZona Afectada Por El Calor-EstudioMario GarciaBelum ada peringkat
- Procedimiento de Soldadura WPS #114-M y PQR #114Dokumen24 halamanProcedimiento de Soldadura WPS #114-M y PQR #114Dante Danilo Peñafiel ArenasBelum ada peringkat
- 3 ImpactoDokumen4 halaman3 ImpactoCésarBelum ada peringkat
- Mig Mag SoldaduraDokumen14 halamanMig Mag SoldaduraArnold Miranda VilcaBelum ada peringkat
- WPS Pr-P-Wps-Pa-008 CorregidoDokumen7 halamanWPS Pr-P-Wps-Pa-008 CorregidoSergio GuacanemeBelum ada peringkat
- Barrionuevo Gallo P3Dokumen10 halamanBarrionuevo Gallo P3César AndradeBelum ada peringkat
- Entregable01soldaduramig MagDokumen7 halamanEntregable01soldaduramig MagSebastián César Córdoba lazoBelum ada peringkat
- Tema 5b Soldaduras de EstañoDokumen10 halamanTema 5b Soldaduras de EstañoDenilson AlegreBelum ada peringkat
- WPS Sis 001 18Dokumen3 halamanWPS Sis 001 18Jacob VillamilBelum ada peringkat
- Proceso GTAWDokumen7 halamanProceso GTAWjoofry sebastian zuñigas cardenaBelum ada peringkat
- Entregable 1 de Soldadura TIGDokumen9 halamanEntregable 1 de Soldadura TIGElkin Campos infanteBelum ada peringkat
- Ensayo de partículas magnéticas para detección de discontinuidades en materiales ferromagnéticosDokumen10 halamanEnsayo de partículas magnéticas para detección de discontinuidades en materiales ferromagnéticosKadir LópezBelum ada peringkat
- Guía de Laboratorio No.5 C. MaterialesDokumen9 halamanGuía de Laboratorio No.5 C. Materialesdaniel dearmasBelum ada peringkat
- Informe Proyecto MfiDokumen3 halamanInforme Proyecto MfiSantiago HaroBelum ada peringkat
- ARTICULODokumen22 halamanARTICULOSantiago HaroBelum ada peringkat
- Artículos II PDFDokumen46 halamanArtículos II PDFSantiago HaroBelum ada peringkat
- WPS Practica 3 4 HLDokumen1 halamanWPS Practica 3 4 HLSantiago HaroBelum ada peringkat
- PROYECTODokumen24 halamanPROYECTOSantiago HaroBelum ada peringkat
- Adsorción de CR (VI) A Partir de Cáscara de Naranja y Carbón Activado Obtenido de La Misma (Teoria de Adsorcion) PDFDokumen100 halamanAdsorción de CR (VI) A Partir de Cáscara de Naranja y Carbón Activado Obtenido de La Misma (Teoria de Adsorcion) PDFWalter Cadenas VasquezBelum ada peringkat
- Dyf-Clase 1Dokumen80 halamanDyf-Clase 1Santiago HaroBelum ada peringkat
- Practica 4 4 H MDokumen5 halamanPractica 4 4 H MSantiago HaroBelum ada peringkat
- Practica 4 4 H MDokumen5 halamanPractica 4 4 H MSantiago HaroBelum ada peringkat
- Practica 2 4 HLDokumen5 halamanPractica 2 4 HLSantiago HaroBelum ada peringkat
- Tarea 2Dokumen1 halamanTarea 2Santiago HaroBelum ada peringkat
- Informe 1 Carrión HaroDokumen12 halamanInforme 1 Carrión HaroSantiago HaroBelum ada peringkat
- Acondicionamiento de SensoresDokumen22 halamanAcondicionamiento de SensoresSantiago HaroBelum ada peringkat
- DEBER - 2 (Recuperado Automáticamente)Dokumen10 halamanDEBER - 2 (Recuperado Automáticamente)Santiago HaroBelum ada peringkat
- DEBER - 2 (Recuperado Automáticamente)Dokumen10 halamanDEBER - 2 (Recuperado Automáticamente)Santiago HaroBelum ada peringkat
- Deber 2Dokumen4 halamanDeber 2Santiago HaroBelum ada peringkat
- Tarea 1Dokumen5 halamanTarea 1Santiago HaroBelum ada peringkat
- ExamenDokumen29 halamanExamenSantiago HaroBelum ada peringkat
- Deber 2Dokumen4 halamanDeber 2Santiago HaroBelum ada peringkat
- DefectosFundicionesMetalDokumen3 halamanDefectosFundicionesMetalSantiago HaroBelum ada peringkat
- Clausura de BotaderoDokumen92 halamanClausura de BotaderoemilinXDjairoBelum ada peringkat
- Tabla Resumen de ProbabilidadDokumen3 halamanTabla Resumen de ProbabilidadAna Quintero CrispinBelum ada peringkat
- GI04 Gastritis y Cáncer Gástrico Felipe Adrián y KevinDokumen95 halamanGI04 Gastritis y Cáncer Gástrico Felipe Adrián y KevinRoel Dino Acero ChocceBelum ada peringkat
- Catálogo de aceros de perforaciónDokumen12 halamanCatálogo de aceros de perforaciónGuillermo DuisbergBelum ada peringkat
- Reflexión Sobre La Ética EmpresarialDokumen7 halamanReflexión Sobre La Ética EmpresarialSantos LópezBelum ada peringkat
- Gerencia: Funciones Vendedora: Funciones Descansera: FuncionesDokumen3 halamanGerencia: Funciones Vendedora: Funciones Descansera: FuncionesHugo Quinto VasquezBelum ada peringkat
- MIP Insectos y NematodosDokumen13 halamanMIP Insectos y NematodosSergio Brack Chulla MontesBelum ada peringkat
- Cultura OrganizacionalDokumen10 halamanCultura OrganizacionalnorysBelum ada peringkat
- Informe LXXI Foro Del Clima de America Central Perspectiva Del Clima para El Periodo Mayo A Julio 2023Dokumen22 halamanInforme LXXI Foro Del Clima de America Central Perspectiva Del Clima para El Periodo Mayo A Julio 2023Stefannie CoreaBelum ada peringkat
- CXVVVSFDokumen4 halamanCXVVVSFJorge OjedaBelum ada peringkat
- Revista El Prevencionista Edición 37Dokumen39 halamanRevista El Prevencionista Edición 37APDR: Asociación Peruana de Prevencionistas de RiesgosBelum ada peringkat
- Resumen - Estrategias Educativas para El Desarrollo de La Competencia DigitalDokumen1 halamanResumen - Estrategias Educativas para El Desarrollo de La Competencia DigitalNadia VignaleBelum ada peringkat
- Ensayo de tensión en acero dulceDokumen5 halamanEnsayo de tensión en acero dulceEnrique Serrano VelazquezBelum ada peringkat
- Plan de Manejo Fideicomiso de Conservacion Edic Cortesia Arqla Maritza TorresDokumen37 halamanPlan de Manejo Fideicomiso de Conservacion Edic Cortesia Arqla Maritza TorresDr.Maritza Torres Martinez, Professor0% (1)
- Oic - Power Latin America: Ref. Num. Pieza Denominación Ctd. NotaDokumen3 halamanOic - Power Latin America: Ref. Num. Pieza Denominación Ctd. NotaJuan LombardiBelum ada peringkat
- Gestión estratégica de precios en Transporte PrimaveraDokumen30 halamanGestión estratégica de precios en Transporte PrimaveraAnelly VargasBelum ada peringkat
- Protocolo de Respuestas para El Test de RorschachDokumen1 halamanProtocolo de Respuestas para El Test de RorschachMaría SánchezBelum ada peringkat
- Desinfeccion de Alto NivelDokumen24 halamanDesinfeccion de Alto NivelAydee Quispe Arango100% (1)
- Puntos Extra 5 Autocalificable - Revisión Del IntentoDokumen3 halamanPuntos Extra 5 Autocalificable - Revisión Del Intentosamealexandra60100% (1)
- Programa de La Semana de IngenieriaDokumen2 halamanPrograma de La Semana de IngenieriaMIGUELBelum ada peringkat
- Ejemplo IIDokumen36 halamanEjemplo IIMily Hdz100% (1)
- Copia de ESMS+Self+Assessment+v2.3+-+Spanish - AntaminaDokumen26 halamanCopia de ESMS+Self+Assessment+v2.3+-+Spanish - AntaminaCarlos AguirreBelum ada peringkat
- Encuesta Pautas para Su Elaboración VirtualDokumen25 halamanEncuesta Pautas para Su Elaboración Virtualjulio caresaBelum ada peringkat
- Document 1Dokumen37 halamanDocument 1Carlos Enrique Sarmiento AguileraBelum ada peringkat
- UNE-EN - 13639 2002 - Carbono Orgánico Total en CalizaDokumen24 halamanUNE-EN - 13639 2002 - Carbono Orgánico Total en CalizamirandatorrescaBelum ada peringkat
- Lavarropas Whirlpool AWG258Dokumen8 halamanLavarropas Whirlpool AWG258cerenautaBelum ada peringkat
- Sesion 10. Autocad 3D 2020Dokumen17 halamanSesion 10. Autocad 3D 2020Favio CuevaBelum ada peringkat
- Gua #1. Sexto 1, MatematicasDokumen8 halamanGua #1. Sexto 1, MatematicasJOHN JAIRO VIDES URIBEBelum ada peringkat
- Bendix Camaras de FrenoDokumen3 halamanBendix Camaras de FrenoRafaelCampoWeesBelum ada peringkat
- Hardy CrossDokumen58 halamanHardy CrossJOAN MORALES NARVAEZBelum ada peringkat