Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Heavy Hex Nuts Dimensions Weight Imperial - MetricDokumen2 halamanHeavy Hex Nuts Dimensions Weight Imperial - MetricAkshay PoddarBelum ada peringkat
- CFX-Intro 14.0 WS08 Vortex-SheddingDokumen22 halamanCFX-Intro 14.0 WS08 Vortex-SheddingRenan Ventura100% (1)
- Dynamic Analysis of Self Supported Steel Chimney As Per Indian StandardDokumen81 halamanDynamic Analysis of Self Supported Steel Chimney As Per Indian StandardrodrigoperezsimoneBelum ada peringkat
- Dynamic Analysis of Self Supported Steel Chimney As Per Indian StandardDokumen81 halamanDynamic Analysis of Self Supported Steel Chimney As Per Indian Standardmoganna73Belum ada peringkat
- Design and Development of Vortex Blade Less Wind TurbineDokumen3 halamanDesign and Development of Vortex Blade Less Wind TurbineEditor IJTSRD100% (1)
- Ribe V D P Y I: Ibration Ampers Rotect Our NvestmentDokumen8 halamanRibe V D P Y I: Ibration Ampers Rotect Our Nvestmentpisang123456100% (1)
- Stockbridge DamperDokumen17 halamanStockbridge Damperjobpei2Belum ada peringkat
- Vortex FlowmeterDokumen16 halamanVortex FlowmeterBiswajit DebnathBelum ada peringkat
- Comparision of Piping CodeDokumen14 halamanComparision of Piping CodeAnonymous J1vjrU2Belum ada peringkat
- Vortex Induced VibrationsDokumen7 halamanVortex Induced VibrationsKevin Paredes GutierrezBelum ada peringkat
- Filter Vessel Calculations Per As Me Viii 1Dokumen40 halamanFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2Belum ada peringkat
- Difference Between MAWP and Design PressureDokumen3 halamanDifference Between MAWP and Design PressureAnonymous J1vjrU2Belum ada peringkat
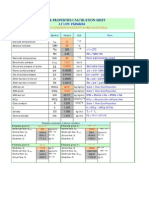
- Wet Air Properties Calculation Sheet: at Low PressureDokumen2 halamanWet Air Properties Calculation Sheet: at Low PressureAnonymous J1vjrU20% (1)
- Filtros BolsaDokumen53 halamanFiltros BolsaAnonymous J1vjrU2Belum ada peringkat
- PSE' Series: 2930 Hwy 152 West - P.O. Box 1640 Pampa, TX 79065 Phone 806-665-8446 Fax 806-665-9736Dokumen2 halamanPSE' Series: 2930 Hwy 152 West - P.O. Box 1640 Pampa, TX 79065 Phone 806-665-8446 Fax 806-665-9736Anonymous J1vjrU2Belum ada peringkat
- TANK Module: Sample PrintoutDokumen17 halamanTANK Module: Sample PrintoutAnonymous J1vjrU2Belum ada peringkat
- ENGR 2343 - Fluid Mechanics Chapter 7: Dimensional Analysis & Modeling Homework #8 - Due 10/22/14 at Beginning of ClassDokumen10 halamanENGR 2343 - Fluid Mechanics Chapter 7: Dimensional Analysis & Modeling Homework #8 - Due 10/22/14 at Beginning of ClassKarthik_BondaBelum ada peringkat
- Energy Harvesting Eel: JFLS 20000355Dokumen13 halamanEnergy Harvesting Eel: JFLS 20000355hextobinaryBelum ada peringkat
- Absolute and Convective Instabilities of Two-Dimensional Bluff Body Wakes in Ground EffectDokumen13 halamanAbsolute and Convective Instabilities of Two-Dimensional Bluff Body Wakes in Ground Effectsamik4uBelum ada peringkat
- Smoke Flow Experiment ReportDokumen7 halamanSmoke Flow Experiment ReportSharan Teja ElagandulaBelum ada peringkat
- 1996 Williamson Vortex Dynamics in The Cylinder Wake Ann ReviewDokumen67 halaman1996 Williamson Vortex Dynamics in The Cylinder Wake Ann ReviewPedroRamosBelum ada peringkat
- Influence of Dimple Design On Aerodynamic Drag of Golf BallsDokumen7 halamanInfluence of Dimple Design On Aerodynamic Drag of Golf BallsCaioBelum ada peringkat
- FPC Low Re PDFDokumen25 halamanFPC Low Re PDFAndrew RobertsonBelum ada peringkat
- Wind-Induced Vibration of Structural CablesDokumen72 halamanWind-Induced Vibration of Structural CablessazradBelum ada peringkat
- Summer (2010) Two Circular Cylinders in Cross-Flow. A Review PDFDokumen57 halamanSummer (2010) Two Circular Cylinders in Cross-Flow. A Review PDFLisa PooleBelum ada peringkat
- Research Paper For Vortex BladelessDokumen7 halamanResearch Paper For Vortex BladelessasifBelum ada peringkat
- Choi Flow Control ReviewDokumen29 halamanChoi Flow Control ReviewVivek KantiBelum ada peringkat
- Adam Freeman - 071229 - Thesis PDFDokumen95 halamanAdam Freeman - 071229 - Thesis PDFrigelBelum ada peringkat
- Inclined Cable Aerodynamics of Cable-Stayed BridgesDokumen7 halamanInclined Cable Aerodynamics of Cable-Stayed Bridgesafzal taiBelum ada peringkat
- Cylinder Drag2Dokumen23 halamanCylinder Drag2Andrew SunderlandBelum ada peringkat
- Tree-Inspired Piezoelectric Energy HarvestingDokumen12 halamanTree-Inspired Piezoelectric Energy Harvestingnsrajput.eceBelum ada peringkat
- Fluid-Structure Interaction in Bluff-Body AerodynaDokumen82 halamanFluid-Structure Interaction in Bluff-Body AerodynaAngie ArenasBelum ada peringkat
- Vortex and VorticityDokumen121 halamanVortex and VorticityVictor MarchantBelum ada peringkat
- Vortex DynamicsDokumen15 halamanVortex DynamicsAditya KumarBelum ada peringkat
- Exp3-Direct Weighing MethodDokumen19 halamanExp3-Direct Weighing MethodSaurabh TripathiBelum ada peringkat
- Abaqus/CFD - Sample ProblemsDokumen42 halamanAbaqus/CFD - Sample ProblemsLava SatBelum ada peringkat
- Hot-Wire Anemometry of The Streamwise Vorticity On The Windward Surface of A Swept-Back CylinderDokumen28 halamanHot-Wire Anemometry of The Streamwise Vorticity On The Windward Surface of A Swept-Back CylinderAndyMirzaiBelum ada peringkat
- Vortex Bladeless TurbineDokumen5 halamanVortex Bladeless TurbineAswithareddy AswithareddyBelum ada peringkat