Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- An Effect of Different Parameters of Fins On Heat Transfer of IC Engine-Review StudyDokumen9 halamanAn Effect of Different Parameters of Fins On Heat Transfer of IC Engine-Review StudyArturo FigueroaBelum ada peringkat
- (2.3) C - Transfer of Thermal Energy - RadiationDokumen2 halaman(2.3) C - Transfer of Thermal Energy - Radiationzahra1Belum ada peringkat
- Thermodymnamics Basic TermsDokumen6 halamanThermodymnamics Basic TermsJoseCastilhoBelum ada peringkat
- LESSON PLAN Energy Changes in Chemical ReactionsDokumen8 halamanLESSON PLAN Energy Changes in Chemical ReactionsDen Angelica DungoBelum ada peringkat
- Lesson 09 2015Dokumen44 halamanLesson 09 2015abimalainBelum ada peringkat
- Enthalpy and ThermochemistryDokumen12 halamanEnthalpy and ThermochemistryMollin SiwellaBelum ada peringkat
- Kenneth E. Boulding - The Image - Knowledge in Life and Society-University of Michigan Press (1956)Dokumen198 halamanKenneth E. Boulding - The Image - Knowledge in Life and Society-University of Michigan Press (1956)nalan_altınışıkBelum ada peringkat
- Question BankDokumen11 halamanQuestion BankVenkadeshwaran KuthalingamBelum ada peringkat
- 4.a Comprehensive Review of Tracer Tests in Enh 2023 Renewable and SustainableDokumen40 halaman4.a Comprehensive Review of Tracer Tests in Enh 2023 Renewable and SustainableFarzand AliBelum ada peringkat
- Solution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodDokumen6 halamanSolution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodacckypenrynBelum ada peringkat
- Applied Chemistry For ENVDokumen180 halamanApplied Chemistry For ENVMariana Grace Ustang TafaibBelum ada peringkat
- Learning Objectives and Expectations: Chapter 2. Pressure Vessel DesignDokumen42 halamanLearning Objectives and Expectations: Chapter 2. Pressure Vessel DesignMarrwa Hafez0% (1)
- RAC Servicing NC 1Dokumen10 halamanRAC Servicing NC 1PatrickBelum ada peringkat
- 6-Chapter7 - External Forced ConvectionDokumen24 halaman6-Chapter7 - External Forced ConvectionAzarul AzuwadBelum ada peringkat
- JEE Study Planner - CompressedDokumen10 halamanJEE Study Planner - Compressedt tBelum ada peringkat
- Assignment OneDokumen3 halamanAssignment OneAfif Samsun BaharunBelum ada peringkat
- BE - B.tech SyllabusDokumen385 halamanBE - B.tech SyllabusRj JagadeshBelum ada peringkat
- Fire Load Calculation PDFDokumen14 halamanFire Load Calculation PDFkermech21607Belum ada peringkat
- Problem Chapter 9Dokumen48 halamanProblem Chapter 9Syahid ZamaniBelum ada peringkat
- 2011, Ongoing Aspects in Geotechnical Engineering, O. Leibniz, S. Semprich, K. Gell PDFDokumen135 halaman2011, Ongoing Aspects in Geotechnical Engineering, O. Leibniz, S. Semprich, K. Gell PDFVasile BudaBelum ada peringkat
- Design of I.C.Engine Air Cooling Fins Using Fea AnalysisDokumen13 halamanDesign of I.C.Engine Air Cooling Fins Using Fea Analysisijire publicationBelum ada peringkat
- Lecture 01 Fundamentals of Thermodynamics 1aDokumen28 halamanLecture 01 Fundamentals of Thermodynamics 1aIsmael Torres-PizarroBelum ada peringkat
- NR13 - Boilers & Pressure VesselsDokumen16 halamanNR13 - Boilers & Pressure Vesselsjohnw007Belum ada peringkat
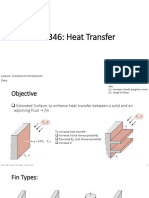
- ME 346: Heat Transfer: Instructor: Ankit JainDokumen23 halamanME 346: Heat Transfer: Instructor: Ankit JainDeepankar Sakya KusumaBelum ada peringkat
- Paper1B Nov2008 PDFDokumen14 halamanPaper1B Nov2008 PDFAlok DoshiBelum ada peringkat
- Unique Persuasive Essay TopicsDokumen8 halamanUnique Persuasive Essay Topicsejqdkoaeg100% (2)
- A Review On The Performance of Geothermal Energy Pile Foundation Its PDFDokumen25 halamanA Review On The Performance of Geothermal Energy Pile Foundation Its PDFlardhanBelum ada peringkat
- Ada 364017Dokumen671 halamanAda 364017msrajuBelum ada peringkat
- Sludge Drying and Cogeneration Systems: Enve 4122 Wastewater Engineering DesignDokumen51 halamanSludge Drying and Cogeneration Systems: Enve 4122 Wastewater Engineering Designirem bayramBelum ada peringkat
- CJR Bahasa Inggris FisikaDokumen4 halamanCJR Bahasa Inggris FisikaHarris Jhonny SiburianBelum ada peringkat