Anda mungkin juga menyukai
- 93-Balance This! - Peg&TdfDokumen21 halaman93-Balance This! - Peg&TdfSamir BenabdallahBelum ada peringkat
- What Is Gesara ResearchDokumen3 halamanWhat Is Gesara ResearchSamir BenabdallahBelum ada peringkat
- Six Sigma For BeginnersDokumen2 halamanSix Sigma For BeginnersSamir BenabdallahBelum ada peringkat
- Dissertation FYP Amir Hazwan 13029Dokumen49 halamanDissertation FYP Amir Hazwan 13029Samir BenabdallahBelum ada peringkat
- Balance This! - Peg&TdfDokumen22 halamanBalance This! - Peg&TdfMarimuthu AyyamperumalBelum ada peringkat
- 48 Case HistoryDokumen17 halaman48 Case HistorySamir Benabdallah100% (1)
- Root Causes of Instability in Centrifugal CompressorsDokumen12 halamanRoot Causes of Instability in Centrifugal CompressorsPedroBelum ada peringkat
- Accelero Mounting PDFDokumen2 halamanAccelero Mounting PDFSamir Benabdallah100% (1)
- Dell Latitude Guide PDFDokumen44 halamanDell Latitude Guide PDFvahidBelum ada peringkat
- Diagnosis Vibration Problems of Pumping StationsDokumen16 halamanDiagnosis Vibration Problems of Pumping StationsdinhdtBelum ada peringkat
- Case Study 01Dokumen19 halamanCase Study 01ilmu2Belum ada peringkat
- Vibration Cat II Practise ExamDokumen3 halamanVibration Cat II Practise Examalxmaas91% (11)
- VFD Fundamentals & TroubleshootingDokumen28 halamanVFD Fundamentals & TroubleshootingPrashanthi Balamurugan67% (3)
- HP-AN243 - The Fundamentals of Signal AnalysisDokumen68 halamanHP-AN243 - The Fundamentals of Signal Analysissirjole758483% (6)
- Forty-Eight Case Histories ofDokumen19 halamanForty-Eight Case Histories ofSamir BenabdallahBelum ada peringkat
- Sleeve Bearing Diagnostics R1 PDFDokumen75 halamanSleeve Bearing Diagnostics R1 PDFTheerayoot PoomchaiBelum ada peringkat
- Forty-Eight Case Histories ofDokumen19 halamanForty-Eight Case Histories ofSamir BenabdallahBelum ada peringkat
- Bode PlotDokumen1 halamanBode PlotSamir BenabdallahBelum ada peringkat
- Screw Compressor RubDokumen21 halamanScrew Compressor RubSamir BenabdallahBelum ada peringkat
- Root Causes of Instability in Centrifugal CompressorsDokumen12 halamanRoot Causes of Instability in Centrifugal CompressorsPedroBelum ada peringkat
- PCS7 Tips&TricksDokumen618 halamanPCS7 Tips&TricksJorge50% (2)
- HTTPWWW BG Utp Edu Plartdiagnostyka2011pojawaDokumen6 halamanHTTPWWW BG Utp Edu Plartdiagnostyka2011pojawaSamir BenabdallahBelum ada peringkat
- IGCC For RefineryDokumen20 halamanIGCC For RefinerydensandsBelum ada peringkat
- Promotion ImmobiliereDokumen2 halamanPromotion ImmobiliereSamir BenabdallahBelum ada peringkat
- BLK CLR Word %Q00067 32 INDokumen4 halamanBLK CLR Word %Q00067 32 INSamir BenabdallahBelum ada peringkat
- Clic 4am Arabic PDFDokumen8 halamanClic 4am Arabic PDFKibaneBelum ada peringkat
- French1am ModakiratDokumen30 halamanFrench1am ModakiratSamir BenabdallahBelum ada peringkat
- Manual Bleed Valve at The Trip Oil LineDokumen1 halamanManual Bleed Valve at The Trip Oil LineSamir BenabdallahBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 3-Phase Brushless DC Motor Controller/Driver With Back-Emf SensingDokumen12 halaman3-Phase Brushless DC Motor Controller/Driver With Back-Emf SensingPero01Belum ada peringkat
- SSPL Catalog Regular - Resize PDFDokumen25 halamanSSPL Catalog Regular - Resize PDFusman379Belum ada peringkat
- RefrigerationDokumen44 halamanRefrigerationY20me135 V.LokeshBelum ada peringkat
- Capacitor and InductorDokumen19 halamanCapacitor and Inductorerynnguyen1110Belum ada peringkat
- 9-4130 - Loose Stepper MotorDokumen2 halaman9-4130 - Loose Stepper MotorarasBelum ada peringkat
- RF Power Meter v2: Preliminary Operator's ManualDokumen10 halamanRF Power Meter v2: Preliminary Operator's Manualsalvatore dalessandroBelum ada peringkat
- Synposis FPGA Synthesis User GuideDokumen484 halamanSynposis FPGA Synthesis User GuideVijendraKumarBelum ada peringkat
- Human Resource Management 7 Steps in Developing HRM StrategyDokumen11 halamanHuman Resource Management 7 Steps in Developing HRM StrategyjaysoreBelum ada peringkat
- Linux InterviewDokumen35 halamanLinux InterviewTao FengBelum ada peringkat
- IA-NT-PWR-2.4-Reference GuideDokumen110 halamanIA-NT-PWR-2.4-Reference GuideSamuel LeiteBelum ada peringkat
- HabaCHIAN Slat Conveyor ChainsDokumen128 halamanHabaCHIAN Slat Conveyor Chainsjunico76Belum ada peringkat
- Hydrograph - Analysis - 2 Hydro PDFDokumen68 halamanHydrograph - Analysis - 2 Hydro PDFNurul QurratuBelum ada peringkat
- Precooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGDokumen20 halamanPrecooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGMuhammad ImranBelum ada peringkat
- 5 Arduino IDE GyroDokumen12 halaman5 Arduino IDE Gyrowaleed_buttzBelum ada peringkat
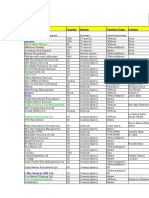
- Company Name Country Service Function/Type Contact: RigzoneDokumen4 halamanCompany Name Country Service Function/Type Contact: RigzonekokabawaBelum ada peringkat
- ITC-1000F User Manual: All-Purpose Temperature ControllerDokumen10 halamanITC-1000F User Manual: All-Purpose Temperature Controllerdavid panahiBelum ada peringkat
- Rules For Building and Classing Marine Vessels 2022 - Part 5C, Specific Vessel Types (Chapters 1-6)Dokumen1.087 halamanRules For Building and Classing Marine Vessels 2022 - Part 5C, Specific Vessel Types (Chapters 1-6)Muhammad Rifqi ZulfahmiBelum ada peringkat
- Ls Pu BackgroundDokumen5 halamanLs Pu BackgroundRolando Cruzada Jr.Belum ada peringkat
- Be Paper 1Dokumen852 halamanBe Paper 1Vishal Gaurav100% (2)
- HRSG Design and Operation On Unit Reliability and Remaining LifeDokumen74 halamanHRSG Design and Operation On Unit Reliability and Remaining LifeNisal PereraBelum ada peringkat
- Peach TreeDokumen36 halamanPeach TreeSana MeerBelum ada peringkat
- Segmented Ball Valves s19 PB en UsDokumen18 halamanSegmented Ball Valves s19 PB en UsMarcos Aurelio Rangel GalvánBelum ada peringkat
- Ropecon Conveyor SystemDokumen4 halamanRopecon Conveyor Systemjayaraman3Belum ada peringkat
- DAF Superstructures BodyBuilders - GuideDokumen34 halamanDAF Superstructures BodyBuilders - GuideЮлия Дам100% (1)
- Information Leaflet: 1. Introduction To PieasDokumen4 halamanInformation Leaflet: 1. Introduction To Pieascensored126Belum ada peringkat
- Divinity Original Sin 2 GrenadesDokumen2 halamanDivinity Original Sin 2 Grenadesbeans54Belum ada peringkat
- Dem 1Dokumen12 halamanDem 1Vicks BTBBelum ada peringkat
- MGT 162Dokumen2 halamanMGT 162Myra Choyy100% (1)
- Creating Your Online CSSD Student Profile - MA Acting ProgrammesDokumen7 halamanCreating Your Online CSSD Student Profile - MA Acting ProgrammesEleanor ShawBelum ada peringkat