Anda mungkin juga menyukai
- A 5.29 FCAW Consumables PDFDokumen36 halamanA 5.29 FCAW Consumables PDFStephen LewellenBelum ada peringkat
- Aws Sfa-5.29 Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingDokumen36 halamanAws Sfa-5.29 Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingAllen Roson100% (2)
- Statically Cast Permanent Mold Gray Iron Castings: Standard Specification ForDokumen7 halamanStatically Cast Permanent Mold Gray Iron Castings: Standard Specification ForProduction DepartmentBelum ada peringkat
- Abrasive Standard No. 3: SSPC: The Society For Protective CoatingsDokumen6 halamanAbrasive Standard No. 3: SSPC: The Society For Protective CoatingsmithileshBelum ada peringkat
- B 171Dokumen7 halamanB 171manuel flores100% (1)
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDokumen3 halamanChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsVi AnBelum ada peringkat
- A 126 - 95 r01 Qteyni05nviwmqDokumen3 halamanA 126 - 95 r01 Qteyni05nviwmqfekihassanBelum ada peringkat
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDokumen5 halamanHigh Strength Steel Castings in Heavy Sections: Standard Specification ForagustinBelum ada peringkat
- Copper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersDokumen7 halamanCopper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersGreg YeeBelum ada peringkat
- Specification For Seamless Copper TubeDokumen9 halamanSpecification For Seamless Copper TubeBILLY CODYBelum ada peringkat
- Sa 395Dokumen12 halamanSa 395Widya widyaBelum ada peringkat
- Sa 395Dokumen12 halamanSa 395ismaelarchilacastilloBelum ada peringkat
- SB 241Dokumen24 halamanSB 241JolettitoBelum ada peringkat
- ASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDokumen7 halamanASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarElias Arenas PanccaBelum ada peringkat
- Astm A126 PDFDokumen3 halamanAstm A126 PDFCarlos DueñasBelum ada peringkat
- B103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDokumen7 halamanB103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarislamakthamBelum ada peringkat
- Steel Investment Castings General Requirements, For Pressure-Containing PartsDokumen14 halamanSteel Investment Castings General Requirements, For Pressure-Containing PartsPEPEBelum ada peringkat
- Astm A240Dokumen11 halamanAstm A240Thuc Quyen TranBelum ada peringkat
- A990 PDFDokumen6 halamanA990 PDFilknur karaBelum ada peringkat
- Brass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDokumen8 halamanBrass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForTony VazquezBelum ada peringkat
- A 872 - 91 R02 Qtg3mi05mviwmgDokumen3 halamanA 872 - 91 R02 Qtg3mi05mviwmgLUISBelum ada peringkat
- General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Dokumen7 halamanGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)benedick barquinBelum ada peringkat
- Astm A753Dokumen6 halamanAstm A753Cristian Otivo100% (1)
- Castings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceDokumen6 halamanCastings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceOdyzeus PingolBelum ada peringkat
- Seamless Copper Tube, Bright Annealed (Metric) : Standard Specification ForDokumen5 halamanSeamless Copper Tube, Bright Annealed (Metric) : Standard Specification FormahfuzBelum ada peringkat
- Specification For Seamless Copper TubeDokumen9 halamanSpecification For Seamless Copper TubeingesanBelum ada peringkat
- Sa 135Dokumen10 halamanSa 135Girish RajBelum ada peringkat
- Astm A276-05Dokumen7 halamanAstm A276-05NadhiraBelum ada peringkat
- Astm A139 2000Dokumen6 halamanAstm A139 2000Rolando CastilloBelum ada peringkat
- ASTM A276-05aDokumen7 halamanASTM A276-05aNadhiraBelum ada peringkat
- A 571Dokumen5 halamanA 571aniketBelum ada peringkat
- ASTM A387 Pressure Vessel Plates Material - Alloy Steel Cr-MoDokumen6 halamanASTM A387 Pressure Vessel Plates Material - Alloy Steel Cr-Monse mcxBelum ada peringkat
- A 126 - 95 r01 - Qteyni1sruqDokumen5 halamanA 126 - 95 r01 - Qteyni1sruqQaisir MehmoodBelum ada peringkat
- A 407 Â " 93 R04 QTQWNWDokumen3 halamanA 407 Â " 93 R04 QTQWNWEduardo CortesBelum ada peringkat
- AWS D1.1 structural welding code errataDokumen8 halamanAWS D1.1 structural welding code erratadarren84Belum ada peringkat
- ASTM Pipe SpecificationsDokumen44 halamanASTM Pipe Specificationsafarid_123Belum ada peringkat
- Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsDokumen5 halamanMetal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission Systemsrohit kumarBelum ada peringkat
- ASTM B 121 - B 121M - 01 (Reapproved 2006)Dokumen4 halamanASTM B 121 - B 121M - 01 (Reapproved 2006)Ramsi AnkziBelum ada peringkat
- Plasma Arc Welding of High Strength 0.3 % C-Crmov (Esr) SteelDokumen6 halamanPlasma Arc Welding of High Strength 0.3 % C-Crmov (Esr) Steelagilan89Belum ada peringkat
- SB 308Dokumen8 halamanSB 308AnilBelum ada peringkat
- A 660 - 96 R01 Qty2maDokumen4 halamanA 660 - 96 R01 Qty2maalucard375Belum ada peringkat
- Astm A178 A178m-02 PDFDokumen4 halamanAstm A178 A178m-02 PDFZaida Isadora Torres Vera100% (1)
- Testin Gscope (Signed)Dokumen2 halamanTestin Gscope (Signed)Sevuga RajanBelum ada peringkat
- Astm A876-2003Dokumen6 halamanAstm A876-200313564250125Belum ada peringkat
- Astm A126Dokumen3 halamanAstm A126banglvhBelum ada peringkat
- A276 Stainless SteelDokumen7 halamanA276 Stainless SteelAbdul GhafoorBelum ada peringkat
- Asme Section Ii A Sa-352 Sa-352m PDFDokumen8 halamanAsme Section Ii A Sa-352 Sa-352m PDFdavid perezBelum ada peringkat
- Specification For Seamless Copper Pipe, Standard SizesDokumen8 halamanSpecification For Seamless Copper Pipe, Standard SizesHernan RiveraBelum ada peringkat
- Aluminum Tube SpecificationDokumen12 halamanAluminum Tube SpecificationShradha SinghaniaBelum ada peringkat
- A 488 - A 488M - 99 Qtq4oc05oq - PDFDokumen15 halamanA 488 - A 488M - 99 Qtq4oc05oq - PDFMarceloBelum ada peringkat
- Sandvik Lab Mechanical Testing ISO 17025 AccreditationDokumen2 halamanSandvik Lab Mechanical Testing ISO 17025 AccreditationRiddhi SarvaiyaBelum ada peringkat
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDokumen15 halamanSteel Castings, Welding, Qualifications of Procedures and PersonnelRafael CossolinoBelum ada peringkat
- A53 PDFDokumen21 halamanA53 PDFProduction DepartmentBelum ada peringkat
- Electric-Fusion-Welded Steel Pipe For High-Pressure Service at Moderate TemperaturesDokumen6 halamanElectric-Fusion-Welded Steel Pipe For High-Pressure Service at Moderate TemperaturesBembotas BembaBelum ada peringkat
- A126 PDFDokumen3 halamanA126 PDFProduction DepartmentBelum ada peringkat
- A 352 - A 352M - 03 Qtm1mi9bmzuytqDokumen6 halamanA 352 - A 352M - 03 Qtm1mi9bmzuytqPrakash MakadiaBelum ada peringkat
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDokumen4 halamanChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForErick ERICKBelum ada peringkat
- Cyclic Plasticity of Engineering Materials: Experiments and ModelsDari EverandCyclic Plasticity of Engineering Materials: Experiments and ModelsBelum ada peringkat
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDari EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsBelum ada peringkat
- Mass BalanceDokumen4 halamanMass BalancealvinchuanBelum ada peringkat
- Auto ClaveDokumen1 halamanAuto ClavealvinchuanBelum ada peringkat
- DD - 22 Floatation of Circular PipeDokumen6 halamanDD - 22 Floatation of Circular PipealvinchuanBelum ada peringkat
- Relative Discharging Power of Pipe LineDokumen1 halamanRelative Discharging Power of Pipe LinealvinchuanBelum ada peringkat
- SS 532-2016+corr 1 - PreviewDokumen11 halamanSS 532-2016+corr 1 - PreviewalvinchuanBelum ada peringkat
- Extracts of SS636Dokumen2 halamanExtracts of SS636alvinchuanBelum ada peringkat
- Diversity FactorDokumen3 halamanDiversity FactorgafscottBelum ada peringkat
- Solve Differential EquationDokumen4 halamanSolve Differential EquationalvinchuanBelum ada peringkat
- DG Flowrate Comparison PDFDokumen1 halamanDG Flowrate Comparison PDFalvinchuanBelum ada peringkat
- Extracts PG - 12 &13 of SS636Dokumen2 halamanExtracts PG - 12 &13 of SS636alvinchuanBelum ada peringkat
- SSP Simplified Submission Process OverviewDokumen1 halamanSSP Simplified Submission Process OverviewalvinchuanBelum ada peringkat
- Pipe thickness calculations as per ASME B31.3Dokumen1 halamanPipe thickness calculations as per ASME B31.3alvinchuanBelum ada peringkat
- Heat Loss From An Insulated Pipe CalculationsDokumen2 halamanHeat Loss From An Insulated Pipe CalculationsalvinchuanBelum ada peringkat
- Extracts PG - 12 &13 of SS636Dokumen2 halamanExtracts PG - 12 &13 of SS636alvinchuanBelum ada peringkat
- Extracts PG - 12 &13 of SS636Dokumen2 halamanExtracts PG - 12 &13 of SS636alvinchuanBelum ada peringkat
- Extracts PG - 12 &13 of SS636Dokumen2 halamanExtracts PG - 12 &13 of SS636alvinchuanBelum ada peringkat
- Restrictive Orifice - Method 1: Rough Method Provided Originally in An Article in Chemical Engineering MagazineDokumen1 halamanRestrictive Orifice - Method 1: Rough Method Provided Originally in An Article in Chemical Engineering MagazinealvinchuanBelum ada peringkat
- SSP Simplified Submission Process OverviewDokumen1 halamanSSP Simplified Submission Process OverviewalvinchuanBelum ada peringkat
- PE Pipeline Analysis & CalculationDokumen2 halamanPE Pipeline Analysis & CalculationalvinchuanBelum ada peringkat
- PE Pipeline Analysis & CalculationDokumen2 halamanPE Pipeline Analysis & CalculationalvinchuanBelum ada peringkat
- ABCWatersDesignGuidelines 2011Dokumen104 halamanABCWatersDesignGuidelines 2011Jackson TanBelum ada peringkat
- Bio Detention BasinDokumen45 halamanBio Detention BasinalvinchuanBelum ada peringkat
- Singapore Rainfall Equations PDFDokumen2 halamanSingapore Rainfall Equations PDFalvinchuanBelum ada peringkat
- PE Pipeline Analysis & CalculationDokumen2 halamanPE Pipeline Analysis & CalculationalvinchuanBelum ada peringkat
- PE Pipeline Analysis & CalculationDokumen2 halamanPE Pipeline Analysis & CalculationalvinchuanBelum ada peringkat
- API Sizing KIM - XLSMDokumen1 halamanAPI Sizing KIM - XLSMalvinchuanBelum ada peringkat
- Pipeline Analysis & Calculation Environment: Pipe SelectionDokumen6 halamanPipeline Analysis & Calculation Environment: Pipe SelectionalvinchuanBelum ada peringkat
- Slno Description Symbol Unit Value: Calculation of Shell ThicknessDokumen2 halamanSlno Description Symbol Unit Value: Calculation of Shell ThicknessalvinchuanBelum ada peringkat
- ConsumptionDokumen2 halamanConsumptionalvinchuanBelum ada peringkat
- Expansion Tank SizingDokumen2 halamanExpansion Tank SizingSK NGBelum ada peringkat
- S MB Bearing CatalogueDokumen104 halamanS MB Bearing Cataloguefog900Belum ada peringkat
- 5 - Threaded Fasteners PDFDokumen41 halaman5 - Threaded Fasteners PDFViven Sharma100% (1)
- Heyco® Thick Panel Snap BushingsDokumen1 halamanHeyco® Thick Panel Snap BushingsPioneer PaperboyBelum ada peringkat
- Mila Window HandlesDokumen17 halamanMila Window Handleswflorence1986Belum ada peringkat
- Boq Comparative ChartDokumen5 halamanBoq Comparative Chartmvs srikarBelum ada peringkat
- Epdm IirDokumen7 halamanEpdm IirQuangHưngPBelum ada peringkat
- ESRDokumen30 halamanESRAjayvidyanand SharmaBelum ada peringkat
- Fracture MechanicsDokumen12 halamanFracture Mechanicsramachadra122Belum ada peringkat
- Sika® ViscoCrete® - Sika ConcreteDokumen4 halamanSika® ViscoCrete® - Sika Concretemanuel agostinhoBelum ada peringkat
- Methode Kerja Pondasi Bored Pile: A. Data Teknis: C. Squence of WorksDokumen10 halamanMethode Kerja Pondasi Bored Pile: A. Data Teknis: C. Squence of WorksnadhifBelum ada peringkat
- EIL Installation StandardsDokumen85 halamanEIL Installation StandardsMurli ramchandran0% (2)
- ERHARD Butterfly Valves enDokumen32 halamanERHARD Butterfly Valves enMaryug HrBelum ada peringkat
- Mechanical Behavior and Elasticity TheoryDokumen25 halamanMechanical Behavior and Elasticity TheoryRosni hasanBelum ada peringkat
- Copeland KapacitetsregleringDokumen27 halamanCopeland KapacitetsregleringEmmanuel MunozBelum ada peringkat
- BXUV.P264 Fire Resistance Ratings - ANSI/UL 263Dokumen5 halamanBXUV.P264 Fire Resistance Ratings - ANSI/UL 263AlexBelum ada peringkat
- Hyperdesmo - ADY-E: One-Component, Semi-Glossy, Aliphatic, Elastic Polyurethane Top CoatDokumen3 halamanHyperdesmo - ADY-E: One-Component, Semi-Glossy, Aliphatic, Elastic Polyurethane Top Coatmeena nachiyarBelum ada peringkat
- 05-15 QCS 2014Dokumen14 halaman05-15 QCS 2014Raja Ahmed Hassan100% (2)
- Design of Box Culverts, KBMDokumen17 halamanDesign of Box Culverts, KBMSasinath Msh100% (1)
- Technical DocumentationDokumen84 halamanTechnical Documentationpotolok7767100% (2)
- Assignment 2 Soil MechanicsDokumen2 halamanAssignment 2 Soil Mechanicsbashiir warsameBelum ada peringkat
- Shalabny Buonocore - 2022 APSUSDokumen9 halamanShalabny Buonocore - 2022 APSUSFrankie GoodheartBelum ada peringkat
- Open Ended Structure LabDokumen24 halamanOpen Ended Structure LabIzzatul Syahira Binti ZakariaBelum ada peringkat
- Tanques Hidroneumaticos ProsourceDokumen4 halamanTanques Hidroneumaticos ProsourceHéctorBelum ada peringkat
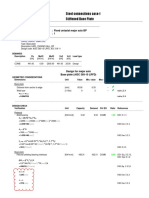
- Steel Connections Case-I Stiffened Base Plate: ResultsDokumen4 halamanSteel Connections Case-I Stiffened Base Plate: Resultsfreddysalas12Belum ada peringkat
- Thermodynamics-I: Fall 2019Dokumen11 halamanThermodynamics-I: Fall 2019muhammad umairBelum ada peringkat
- 05 Test ReportsDokumen22 halaman05 Test ReportssacdawoodBelum ada peringkat
- Pipe Strut Vs Laced Strut - CSPDokumen39 halamanPipe Strut Vs Laced Strut - CSPAnonymous hhdd4mOmOh100% (1)
- Transformer Days India - InsulationDokumen26 halamanTransformer Days India - Insulationsajeevi piumikaBelum ada peringkat
- TAQA Approved Vendor List 30.05.2021Dokumen328 halamanTAQA Approved Vendor List 30.05.2021Bala KrishnaBelum ada peringkat
- SAP Manual HandbookDokumen21 halamanSAP Manual HandbookDennyzaBelum ada peringkat