Anda mungkin juga menyukai
- Products and Services: The Edge Is YoursDokumen14 halamanProducts and Services: The Edge Is YoursJohn Jairo Simanca CastilloBelum ada peringkat
- Seal Seminar by MultisealsDokumen99 halamanSeal Seminar by Multisealscatiav5userBelum ada peringkat
- 4140 Q&TDokumen36 halaman4140 Q&TAnderson MarimBelum ada peringkat
- Lapmaster Catalogue1Dokumen20 halamanLapmaster Catalogue1Hicham HrslBelum ada peringkat
- DrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.750Dokumen3 halamanDrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.750Инженер Луис А. ГарсиаBelum ada peringkat
- KE Masterflex RubberDokumen4 halamanKE Masterflex RubberBenjamin StricklandBelum ada peringkat
- AISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredDokumen6 halamanAISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredCristina NicheBelum ada peringkat
- DrawingDokumen9 halamanDrawingsyafiq firdausBelum ada peringkat
- Is 3618 1966 PDFDokumen19 halamanIs 3618 1966 PDFLakhwant Singh KhalsaBelum ada peringkat
- 16 Paper169813 Apr14Dokumen9 halaman16 Paper169813 Apr14ahugandkiss77071Belum ada peringkat
- Properties s45cDokumen3 halamanProperties s45ctomas duranBelum ada peringkat
- Astm A194Dokumen11 halamanAstm A194Jarek CieslakBelum ada peringkat
- Simmerrings PDFDokumen152 halamanSimmerrings PDFGogyBelum ada peringkat
- Mil S 13165Dokumen20 halamanMil S 13165Francisco Ribeiro FernandesBelum ada peringkat
- CT WKM Powrseal GateDokumen28 halamanCT WKM Powrseal GatemoonanbuBelum ada peringkat
- Mil PRF 46010Dokumen17 halamanMil PRF 46010Isaque FulgeriBelum ada peringkat
- Retaining RingsDokumen28 halamanRetaining RingsCANDI AGUNGBelum ada peringkat
- Astm D2911-10Dokumen16 halamanAstm D2911-10Hernando Andrés Ramírez Gil100% (1)
- Pipe SpecificationDokumen14 halamanPipe SpecificationAdam NumalBelum ada peringkat
- Aisi 416Dokumen6 halamanAisi 416alvarezjuackBelum ada peringkat
- September 18, 2000 04:31:29 Information Handling Services, 2000Dokumen32 halamanSeptember 18, 2000 04:31:29 Information Handling Services, 2000Rajoo PrajapatiBelum ada peringkat
- Requisitions: Manage Requisitions Authorize RequisitionsDokumen23 halamanRequisitions: Manage Requisitions Authorize RequisitionselnatshehBelum ada peringkat
- Iron and Steel ProductsDokumen4 halamanIron and Steel ProductssskamalakannanBelum ada peringkat
- (Signed) Quality Manual Revision K 7th EditionDokumen32 halaman(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Rules For Construction of Power Boilers: Asme Boiler and Pressure Vessel Code An International CodeDokumen24 halamanRules For Construction of Power Boilers: Asme Boiler and Pressure Vessel Code An International Codeyohnny florezBelum ada peringkat
- Aspen HX Design ReportDokumen78 halamanAspen HX Design ReportberylqzBelum ada peringkat
- TF100-45A How To Identify Select and Assemble Hoses - 3!26!15Dokumen20 halamanTF100-45A How To Identify Select and Assemble Hoses - 3!26!15Bir CamBelum ada peringkat
- Astm D1418Dokumen3 halamanAstm D1418Mohamed Reda Hussein Sengar100% (2)
- As 1683 (PT 5 To 6) - 1974 Methods of Test For Elastomers - First Group - Methods 5 6Dokumen8 halamanAs 1683 (PT 5 To 6) - 1974 Methods of Test For Elastomers - First Group - Methods 5 6SAI Global - APACBelum ada peringkat
- Ficha Tecnica Astm 514Dokumen1 halamanFicha Tecnica Astm 514Ruben Dario Mamani ArellanoBelum ada peringkat
- ISO 3302-2 - 1998 - Tolerancia Dimensional BorrachasDokumen6 halamanISO 3302-2 - 1998 - Tolerancia Dimensional BorrachasEngineerMecBelum ada peringkat
- Argus Introduction FlowserveDokumen12 halamanArgus Introduction FlowservekuraimundBelum ada peringkat
- 731 AaDokumen101 halaman731 AaasdasdBelum ada peringkat
- Asme B18.16.6Dokumen1 halamanAsme B18.16.6Mario FonsecaBelum ada peringkat
- Standard Spec. For PTFE Granular Molding & Ram D4894-07Dokumen14 halamanStandard Spec. For PTFE Granular Molding & Ram D4894-07VIJAYSHARVESH100% (2)
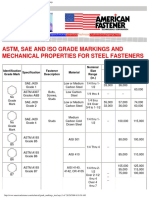
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDokumen7 halamanAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35Belum ada peringkat
- Asme Sec Viii D2 Art D-2 PDFDokumen10 halamanAsme Sec Viii D2 Art D-2 PDFDieguitoOmarMoralesBelum ada peringkat
- Fluorolined PVDF Series III Horizontal Pump 558434Dokumen14 halamanFluorolined PVDF Series III Horizontal Pump 558434khaled younis100% (1)
- VTI Ball Valve IOM PDFDokumen16 halamanVTI Ball Valve IOM PDFSandra Viviana Esquivel BenavidesBelum ada peringkat
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDokumen4 halamanSuper Duplex Stainless Steel: Excellent Engineering SolutionsTXUSBelum ada peringkat
- ASTM Material Changes: CCFSS Technical BulletinDokumen6 halamanASTM Material Changes: CCFSS Technical BulletinkfctcoBelum ada peringkat
- FastenerDokumen46 halamanFastenerTechproBelum ada peringkat
- API Vs ANSI FlangesDokumen1 halamanAPI Vs ANSI FlangesAKSHAY BHATKARBelum ada peringkat
- ASTM D 1054-91 - Resillence Using A Rebound PendulumDokumen4 halamanASTM D 1054-91 - Resillence Using A Rebound PendulumBatBelum ada peringkat
- Microindentation Hardness of Materials: Standard Test Method ForDokumen28 halamanMicroindentation Hardness of Materials: Standard Test Method ForSarvesh MishraBelum ada peringkat
- API 6D - 6A - 607 - BS5351 BALL VALVE: Lanus Industries LLC USADokumen61 halamanAPI 6D - 6A - 607 - BS5351 BALL VALVE: Lanus Industries LLC USANagendra SunkariBelum ada peringkat
- Flange Optimization Methods: Applied To Taylor Forge Method (ASME, PD5500, CODAP, EN13445 3 Part 9)Dokumen5 halamanFlange Optimization Methods: Applied To Taylor Forge Method (ASME, PD5500, CODAP, EN13445 3 Part 9)HotnCrispy CrispyBelum ada peringkat
- Hammer Drive ScrewDokumen1 halamanHammer Drive ScrewNisa BN QABelum ada peringkat
- ASTM A356 A356M - 07 Steel CastingsDokumen6 halamanASTM A356 A356M - 07 Steel CastingsMacario LeyvaBelum ada peringkat
- Aa10208 FINAL - 1Dokumen139 halamanAa10208 FINAL - 1Surendra MalasaneBelum ada peringkat
- Martin Sprocket BrosureDokumen88 halamanMartin Sprocket BrosureYoqi Indra RahmansyahBelum ada peringkat
- Stainless Steel, cf8, cf3, cf8m, cf3m, Ca15, Ca40, 17 - 4, 15 - 5, cd4m 1a, cg8mDokumen2 halamanStainless Steel, cf8, cf3, cf8m, cf3m, Ca15, Ca40, 17 - 4, 15 - 5, cd4m 1a, cg8mDewandanuBelum ada peringkat
- R2T Hose Data Sheet PDFDokumen1 halamanR2T Hose Data Sheet PDFNagarjunSHBelum ada peringkat
- BS Iso 1817-2011Dokumen30 halamanBS Iso 1817-2011David JacksonBelum ada peringkat
- A29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Dokumen16 halamanA29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Moongil oodagamBelum ada peringkat
- Astm G65-04Dokumen13 halamanAstm G65-04Kyle H100% (4)
- G65 16 PDFDokumen14 halamanG65 16 PDFHa Dao SongBelum ada peringkat
- Norma ASTM G65Dokumen14 halamanNorma ASTM G65MATTHEWS HENRIQUE COTA ARAUJOBelum ada peringkat
- Measuring Abrasion Using The Dry Sand/Rubber Wheel ApparatusDokumen12 halamanMeasuring Abrasion Using The Dry Sand/Rubber Wheel Apparatusqueno1Belum ada peringkat
- E 512 - 94 (2015)Dokumen14 halamanE 512 - 94 (2015)ruben carcamoBelum ada peringkat
- E 907 - 96 (2004)Dokumen5 halamanE 907 - 96 (2004)ruben carcamoBelum ada peringkat
- Exposure of Solar Collector Cover Materials To Natural Weathering Under Conditions Simulating Stagnation ModeDokumen8 halamanExposure of Solar Collector Cover Materials To Natural Weathering Under Conditions Simulating Stagnation Moderuben carcamoBelum ada peringkat
- E 868 - 82 (1999)Dokumen5 halamanE 868 - 82 (1999)ruben carcamoBelum ada peringkat
- Measuring Fast-Neutron Reaction Rates by Radioactivation of AluminumDokumen3 halamanMeasuring Fast-Neutron Reaction Rates by Radioactivation of Aluminumruben carcamoBelum ada peringkat
- E 698 - 11Dokumen8 halamanE 698 - 11ruben carcamoBelum ada peringkat
- E 1323 - 15Dokumen3 halamanE 1323 - 15ruben carcamoBelum ada peringkat
- Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsDokumen8 halamanSelection of Geometric Conditions For Measurement of Reflection and Transmission Properties of Materialsruben carcamoBelum ada peringkat
- Measuring Fast-Neutron Reaction Rates by Radioactivation of IronDokumen5 halamanMeasuring Fast-Neutron Reaction Rates by Radioactivation of Ironruben carcamoBelum ada peringkat
- Apparatus For Microdetermination of Carbon and Hydrogen in Organic and Organo-Metallic CompoundsDokumen6 halamanApparatus For Microdetermination of Carbon and Hydrogen in Organic and Organo-Metallic Compoundsruben carcamoBelum ada peringkat
- E 986 - 04 (2010)Dokumen3 halamanE 986 - 04 (2010)ruben carcamoBelum ada peringkat
- Centrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDokumen26 halamanCentrala Termica Pe Lemn Si Carbune Rima SF Manual Tehnic LB EnglezaDobrin PaulBelum ada peringkat
- (TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529Dokumen109 halaman(TDB) VRF ODU DVM S (R410A, 230V, 60Hz, CO) For LA - Ver.2.0 - 190529jeffersonBelum ada peringkat
- Samsung CodesDokumen14 halamanSamsung Codesapi-3738581100% (2)
- CT2000 Manual EN 20151202 PDFDokumen634 halamanCT2000 Manual EN 20151202 PDFKhang NguyenBelum ada peringkat
- CTLG MINI08engDokumen48 halamanCTLG MINI08enggadacz111Belum ada peringkat
- Dnvgl-Ru-Ships (2015) Part 3 Ch-10 TrolleyDokumen7 halamanDnvgl-Ru-Ships (2015) Part 3 Ch-10 TrolleyyogeshBelum ada peringkat
- Practice Exam 1Dokumen7 halamanPractice Exam 1425Belum ada peringkat
- MCS-011 Solved Assignment 2015-16 IpDokumen12 halamanMCS-011 Solved Assignment 2015-16 IpJigar NanduBelum ada peringkat
- Analysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDokumen8 halamanAnalysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDerianSyahBelum ada peringkat
- Tailless AircraftDokumen17 halamanTailless AircraftVikasVickyBelum ada peringkat
- Suzuki B-King Indicator Mod CompleteDokumen9 halamanSuzuki B-King Indicator Mod Completehookuspookus1Belum ada peringkat
- Particle Swarm Optimization - WikipediaDokumen9 halamanParticle Swarm Optimization - WikipediaRicardo VillalongaBelum ada peringkat
- The Importance of Subscale Jet Engine TestingDokumen8 halamanThe Importance of Subscale Jet Engine TestingKKayBelum ada peringkat
- Wireless - How Can I Tell If An RF Transmitter Is Transmitting - Electrical Engineering Stack ExchangeDokumen2 halamanWireless - How Can I Tell If An RF Transmitter Is Transmitting - Electrical Engineering Stack ExchangeAkhil Paul VBelum ada peringkat
- Session PlanDokumen11 halamanSession PlanMat Domdom Sansano100% (1)
- Interfacing Seven Segment Display With LPC1769Dokumen18 halamanInterfacing Seven Segment Display With LPC1769Gurudatta Palankar0% (1)
- Acids and Bases Part 3 (Weak Acids) EdexcelDokumen2 halamanAcids and Bases Part 3 (Weak Acids) EdexcelKevin The Chemistry TutorBelum ada peringkat
- Oil and Wildlife Conservation in UgandaDokumen40 halamanOil and Wildlife Conservation in UgandaAfrican Centre for Media ExcellenceBelum ada peringkat
- Electric Power Station PDFDokumen344 halamanElectric Power Station PDFMukesh KumarBelum ada peringkat
- EMI RFI Generation From LRT SystemsDokumen27 halamanEMI RFI Generation From LRT SystemsShahidan StellarBelum ada peringkat
- Programmable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461Dokumen18 halamanProgrammable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461MAICK_ITSBelum ada peringkat
- SECTION 1213, 1214, 1215: Report By: Elibado T. MaureenDokumen19 halamanSECTION 1213, 1214, 1215: Report By: Elibado T. MaureenJohnFred CativoBelum ada peringkat
- GYANDOOT SamitiDokumen16 halamanGYANDOOT SamitivinaykoolsBelum ada peringkat
- Porting Relations 2 StrokesDokumen10 halamanPorting Relations 2 Strokespistonbreaker100% (8)
- Altenator PDFDokumen26 halamanAltenator PDFluisBelum ada peringkat
- EM000039Rev1 PDFDokumen1 halamanEM000039Rev1 PDFGustavo RiveraBelum ada peringkat
- Treatment Processes: Coagulation and Filtration: Draft Guidelines For Drinking-Water QualityDokumen25 halamanTreatment Processes: Coagulation and Filtration: Draft Guidelines For Drinking-Water QualityAbsharinaBelum ada peringkat
- Owners Manuel SupplementDokumen6 halamanOwners Manuel SupplementJohn HansenBelum ada peringkat
- Excel 2016: Large Data 1 : Sorting and FilteringDokumen19 halamanExcel 2016: Large Data 1 : Sorting and FilteringSapna JoshiBelum ada peringkat
- Surveying Civil Engineering Pictorial Booklet 15 English MediumDokumen125 halamanSurveying Civil Engineering Pictorial Booklet 15 English MediumtnstcnpalanisamyBelum ada peringkat