Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
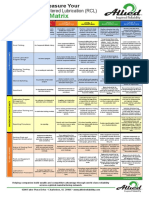
- Allied Maturity Matrix 14 Reliability Centered Lubrication PDFDokumen2 halamanAllied Maturity Matrix 14 Reliability Centered Lubrication PDFHossein100% (1)
- 31 SDMS 12Dokumen31 halaman31 SDMS 12Jalizco RuedaBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Rangkaian RangkaianDokumen30 halamanRangkaian RangkaianAhmad JuheriBelum ada peringkat
- Later Instagram Analytics Strategy Guide PDFDokumen68 halamanLater Instagram Analytics Strategy Guide PDFMuhammad Wisnu WardhanaBelum ada peringkat
- NFW-22-E06-GP-C-017-A, Asphalting For Tank Foundation ProcedureDokumen6 halamanNFW-22-E06-GP-C-017-A, Asphalting For Tank Foundation ProcedureTim JalurBelum ada peringkat
- 2003-20 Communication Plan AttachmentDokumen6 halaman2003-20 Communication Plan Attachmentapi-3731879Belum ada peringkat
- 1KEK Transferring Payables - Receivables To PCADokumen6 halaman1KEK Transferring Payables - Receivables To PCABrigitta BallaiBelum ada peringkat
- Arista Openstack Deployment GuideDokumen40 halamanArista Openstack Deployment GuideegondragonBelum ada peringkat
- Cargo Loading, Discharging and StowageDokumen37 halamanCargo Loading, Discharging and StowagePrasad Prabhakaran100% (1)
- Cargo Loading, Discharging and StowageDokumen37 halamanCargo Loading, Discharging and StowagePrasad Prabhakaran100% (1)
- Img 20171207 0003Dokumen1 halamanImg 20171207 0003Imran SitompulBelum ada peringkat
- Img 20171207 0006Dokumen1 halamanImg 20171207 0006Imran SitompulBelum ada peringkat
- 7 - Circular Motion and RotationDokumen38 halaman7 - Circular Motion and RotationImran SitompulBelum ada peringkat
- HB v5 ch6Dokumen82 halamanHB v5 ch6dcf67myBelum ada peringkat
- K EnriquezDokumen1 halamanK Enriquezbreakitdown yoyoBelum ada peringkat
- A New Three-Phase Power-Factor Correction (PFC)Dokumen8 halamanA New Three-Phase Power-Factor Correction (PFC)Satya NVBelum ada peringkat
- Srs Latest VersionDokumen11 halamanSrs Latest VersionVikram VarmaBelum ada peringkat
- List of Vlsi BooksDokumen15 halamanList of Vlsi BooksMahesh100% (2)
- Calculate Size of Circuit Breaker or Fuse For Transformer (As Per NEC)Dokumen4 halamanCalculate Size of Circuit Breaker or Fuse For Transformer (As Per NEC)erson1981Belum ada peringkat
- External ProxyDokumen2 halamanExternal ProxymuktakankshiBelum ada peringkat
- M300 Pro GNSS Receiver: FeaturesDokumen2 halamanM300 Pro GNSS Receiver: FeaturesingerulcrissBelum ada peringkat
- Joby Charging GEACS FinalDokumen2 halamanJoby Charging GEACS Finalhjkim0907Belum ada peringkat
- Wireless and Mobile Communication - SyllabusDokumen1 halamanWireless and Mobile Communication - SyllabusvinothBelum ada peringkat
- ch01 An Introduction To Digital Computer LogicDokumen12 halamanch01 An Introduction To Digital Computer LogicKjay ThompsonBelum ada peringkat
- Emme Users Group PresentationDokumen27 halamanEmme Users Group Presentation69gBelum ada peringkat
- Gatic Slotdrain PDFDokumen35 halamanGatic Slotdrain PDFshugd310850% (1)
- Akanksha 2111022Dokumen5 halamanAkanksha 2111022Saumya SinghBelum ada peringkat
- AgenciesDokumen3 halamanAgenciesRobert Kier Tanquerido TomaroBelum ada peringkat
- Iot Conference Report FinalDokumen16 halamanIot Conference Report FinalIman MagzoubBelum ada peringkat
- CS2253 Computer Organization and Architecture QBANK2Dokumen4 halamanCS2253 Computer Organization and Architecture QBANK2John LeonsBelum ada peringkat
- IP Fragmentation With ExamplesDokumen6 halamanIP Fragmentation With ExamplesNio Zi FengBelum ada peringkat
- RTV Servis HorvatDokumen24 halamanRTV Servis Horvatvedran54Belum ada peringkat
- Pina301 Test1 Marking Memo 2023Dokumen5 halamanPina301 Test1 Marking Memo 202322025966Belum ada peringkat
- Service Letter: Hartzell Propeller IncDokumen3 halamanService Letter: Hartzell Propeller IncAbdeslamBahidBelum ada peringkat
- Certificate: Reliability of Software Analysis in Structural Engineering (RCC)Dokumen9 halamanCertificate: Reliability of Software Analysis in Structural Engineering (RCC)Nikhil KumbharBelum ada peringkat
- Research Paper Topics RunningDokumen8 halamanResearch Paper Topics Runningafnhemzabfueaa100% (1)