Anda mungkin juga menyukai
- Performance Improvement of Hard Turning With Solid LubricantsDokumen7 halamanPerformance Improvement of Hard Turning With Solid LubricantsAvinash GamitBelum ada peringkat
- Experimental Investigation To Study The Effect of Solid Lubricants On Cutting Forces and Surface Quality in End MillingDokumen10 halamanExperimental Investigation To Study The Effect of Solid Lubricants On Cutting Forces and Surface Quality in End MillingBro EdwinBelum ada peringkat
- Investigation IntoDokumen13 halamanInvestigation IntoSunday OjoloBelum ada peringkat
- Experimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLDokumen10 halamanExperimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLSiva BhaskarBelum ada peringkat
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDokumen7 halamanInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenBelum ada peringkat
- Experimental Study On Chip Deformation of Ti-6Al-4V Titanium Alloy in Cryogenic CuttingDokumen7 halamanExperimental Study On Chip Deformation of Ti-6Al-4V Titanium Alloy in Cryogenic CuttingRAMACHANDRAN MNITBelum ada peringkat
- Influence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesDokumen17 halamanInfluence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesNima FakherBelum ada peringkat
- Analysis of Surface Roughness and Hardness in TitaDokumen13 halamanAnalysis of Surface Roughness and Hardness in Titasampath wickramasenaBelum ada peringkat
- Saadatbakhsh2017 Article ExperimentalStudyOfSurfaceRougDokumen12 halamanSaadatbakhsh2017 Article ExperimentalStudyOfSurfaceRougJosé Veríssimo ToledoBelum ada peringkat
- Machinability Study of Ti-6Al-4V Alloy Using Solid LubricantDokumen8 halamanMachinability Study of Ti-6Al-4V Alloy Using Solid LubricantdipakBelum ada peringkat
- Literature Review Cryogenic MachiningDokumen5 halamanLiterature Review Cryogenic MachiningSaad100% (1)
- Tối ưu hóa nhám bề mặt bằng taguchi và mặt đáp ứngDokumen19 halamanTối ưu hóa nhám bề mặt bằng taguchi và mặt đáp ứngSang NguyenBelum ada peringkat
- Hard Turning of Hot Work Tool Steel (Dac10)Dokumen38 halamanHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelBelum ada peringkat
- Surface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsDokumen11 halamanSurface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsshahkamranBelum ada peringkat
- Potential of Alternative Lubrication Strategies For Metal Cutting Processes A ReviewDokumen33 halamanPotential of Alternative Lubrication Strategies For Metal Cutting Processes A ReviewAzaath AzuBelum ada peringkat
- Optimization of Cutting Fluids and Cutting Parameters During End Milling by UsingDokumen8 halamanOptimization of Cutting Fluids and Cutting Parameters During End Milling by Usingiskricaman7Belum ada peringkat
- Ijems 22 (6) 679-685Dokumen7 halamanIjems 22 (6) 679-685WoodieBest654Belum ada peringkat
- Ricardo R. Moura, Márcio B. Da Silva, Álisson R. Machado, Wisley F. SalesDokumen10 halamanRicardo R. Moura, Márcio B. Da Silva, Álisson R. Machado, Wisley F. SalesRicardo Ribeiro MouraBelum ada peringkat
- Recent Development and Advancement in Coated Cutting Tools A ReviewDokumen8 halamanRecent Development and Advancement in Coated Cutting Tools A ReviewKyi ZawBelum ada peringkat
- Ranjan Das 2018Dokumen10 halamanRanjan Das 2018nishatBelum ada peringkat
- Review 4Dokumen38 halamanReview 4AynamawBelum ada peringkat
- The Effect of Lubrication On Tribological Properties of Bearing Materials Using Pin On Disc: A ReviewDokumen10 halamanThe Effect of Lubrication On Tribological Properties of Bearing Materials Using Pin On Disc: A ReviewIJRASETPublicationsBelum ada peringkat
- Methods of Improving Cutting Tool Life - A ReviewDokumen3 halamanMethods of Improving Cutting Tool Life - A ReviewShweta YadavBelum ada peringkat
- J Jclepro 2018 09 178Dokumen49 halamanJ Jclepro 2018 09 178AynamawBelum ada peringkat
- Investigation On MRR and RA of Surface Grinding On EN31Dokumen8 halamanInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsBelum ada peringkat
- Ginting Measurement 2018Dokumen10 halamanGinting Measurement 201820-003 Arifin SinambelaBelum ada peringkat
- Review of Hard Turning and Hard Milling: ArticleDokumen7 halamanReview of Hard Turning and Hard Milling: ArticleĐạt Phan ThànhBelum ada peringkat
- Review IndiaDokumen23 halamanReview IndiaAynamawBelum ada peringkat
- Effect of Cryogenic Oils-On-Water Compared With Cryogenic Minimum Quantity Lubrication in Finishing Turning of 17-4PH Stainless SteelDokumen22 halamanEffect of Cryogenic Oils-On-Water Compared With Cryogenic Minimum Quantity Lubrication in Finishing Turning of 17-4PH Stainless SteelJoergen FJBelum ada peringkat
- Optimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsDokumen10 halamanOptimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsMohamedKamalBelum ada peringkat
- Tribology International: Amrit Pal, Sukhpal Singh Chatha, Hazoor Singh SidhuDokumen10 halamanTribology International: Amrit Pal, Sukhpal Singh Chatha, Hazoor Singh Sidhu許家銘Belum ada peringkat
- SusiDokumen35 halamanSusiAynamawBelum ada peringkat
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Dokumen6 halamanModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiBelum ada peringkat
- Lubrication Model in Forging ProcessDokumen10 halamanLubrication Model in Forging Processnimesh singhBelum ada peringkat
- Beef Cattle Value Chain Analysis in East Hararghe Zone, Oromia Regional State, EthiopiaDokumen4 halamanBeef Cattle Value Chain Analysis in East Hararghe Zone, Oromia Regional State, EthiopiaEditor IJTSRDBelum ada peringkat
- Sivaiah 2017Dokumen46 halamanSivaiah 2017SIVABALAGURU G MECH-UG - 2019 BATCHBelum ada peringkat
- Selection of Viscous Coolants in Granite Machining: B.Nageswara Rao, DR - Jeb.Nelson, Dr.B.Balunaik, Director, Paul RajDokumen4 halamanSelection of Viscous Coolants in Granite Machining: B.Nageswara Rao, DR - Jeb.Nelson, Dr.B.Balunaik, Director, Paul RajSriyono NozbBelum ada peringkat
- A Comprehensive Review On Evaluation of Environmental Friendly Machinability, Cutting Fluids and Techniques in Metal Cutting OperationDokumen13 halamanA Comprehensive Review On Evaluation of Environmental Friendly Machinability, Cutting Fluids and Techniques in Metal Cutting OperationIJAR JOURNALBelum ada peringkat
- Investigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelDokumen6 halamanInvestigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelminhtuanngoBelum ada peringkat
- Journal of Cleaner Production: Kishor Kumar Gajrani, Dhanna Ram, Mamilla Ravi SankarDokumen16 halamanJournal of Cleaner Production: Kishor Kumar Gajrani, Dhanna Ram, Mamilla Ravi Sankaranon_248890712Belum ada peringkat
- Journal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelDokumen12 halamanJournal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelNitesh KumarBelum ada peringkat
- JT 34 1 11Dokumen11 halamanJT 34 1 11Grey MouseBelum ada peringkat
- An Investigation On Solid Lubricant Moulded Grinding WheelsDokumen8 halamanAn Investigation On Solid Lubricant Moulded Grinding WheelsSarthak DandareBelum ada peringkat
- Abrasive Flow Machining Using Abrasive Paste With Oiticica OilDokumen6 halamanAbrasive Flow Machining Using Abrasive Paste With Oiticica OilIJAERS JOURNALBelum ada peringkat
- Metals 12 01899 PDFDokumen14 halamanMetals 12 01899 PDFKuldeep Singh ParmarBelum ada peringkat
- Nano 8Dokumen38 halamanNano 818131A03G5 SAI VYSHNAVI GUDIPALLIBelum ada peringkat
- 1 s2.0 S2214785317301359 Main PDFDokumen7 halaman1 s2.0 S2214785317301359 Main PDFShura_mykBelum ada peringkat
- 1 s2.0 S1755581722000165 MainDokumen11 halaman1 s2.0 S1755581722000165 MainFabio RustowBelum ada peringkat
- Interncionalparametros de CorteDokumen7 halamanInterncionalparametros de CorteFernando Michelon MarquesBelum ada peringkat
- Optimization and Evaluation of Dry and Minimum Quantity Lubricating Methods On Machinability of AISI 4140 Using Taguchi Design and ANOVADokumen17 halamanOptimization and Evaluation of Dry and Minimum Quantity Lubricating Methods On Machinability of AISI 4140 Using Taguchi Design and ANOVAJoker 246Belum ada peringkat
- Literature ReviewDokumen28 halamanLiterature ReviewDennisIgoyDacanayBelum ada peringkat
- An Overview On Economic Machining of Hardened Steels by Hard Turning and Its Process VariablesDokumen9 halamanAn Overview On Economic Machining of Hardened Steels by Hard Turning and Its Process VariablesMike RodeloBelum ada peringkat
- 2 - Application of Grey Relational Analysis Based On Taguchi Method For Optimizing Machining Parameters in Hard Turning of High Chrome Cast IronDokumen11 halaman2 - Application of Grey Relational Analysis Based On Taguchi Method For Optimizing Machining Parameters in Hard Turning of High Chrome Cast IronVICTOR HUAMANBelum ada peringkat
- A Review Tribological Analysis of Cast Iron by Advanced CoatingDokumen6 halamanA Review Tribological Analysis of Cast Iron by Advanced CoatingEditor IJTSRDBelum ada peringkat
- Optimization To The Parameters of Abrasive Ow Machining by Taguchi MethodDokumen11 halamanOptimization To The Parameters of Abrasive Ow Machining by Taguchi MethodRaman Lax KBelum ada peringkat
- Measurement: Ravindra Nath YadavDokumen8 halamanMeasurement: Ravindra Nath Yadavkuba DefaruBelum ada peringkat
- Crossmark: Ceramics InternationalDokumen7 halamanCrossmark: Ceramics InternationalHARIMETLYBelum ada peringkat
- Measurement 2Dokumen11 halamanMeasurement 2mraciaydinBelum ada peringkat
- Full Article PCDDokumen6 halamanFull Article PCDAKHIL C SUNNYBelum ada peringkat
- Smart Water Management System Using IoTDokumen4 halamanSmart Water Management System Using IoTIJARTETBelum ada peringkat
- Ready To Travel ApplicationsDokumen4 halamanReady To Travel ApplicationsIJARTETBelum ada peringkat
- Wireless Notice Board With Wide RangeDokumen5 halamanWireless Notice Board With Wide RangeIJARTETBelum ada peringkat
- Privacy Preservation of Fraud DocumentDokumen4 halamanPrivacy Preservation of Fraud DocumentIJARTETBelum ada peringkat
- Non Invasive Blood Glucose Monitoring ForDokumen4 halamanNon Invasive Blood Glucose Monitoring ForIJARTETBelum ada peringkat
- Complaint Box Mobile ApplicationDokumen4 halamanComplaint Box Mobile ApplicationIJARTETBelum ada peringkat
- Power Transformer Explained PracticallyDokumen4 halamanPower Transformer Explained PracticallyIJARTETBelum ada peringkat
- Fire Detection and Alert System Using Convolutional Neural NetworkDokumen6 halamanFire Detection and Alert System Using Convolutional Neural NetworkIJARTETBelum ada peringkat
- Insect Detection Using Image Processing and IoTDokumen4 halamanInsect Detection Using Image Processing and IoTIJARTETBelum ada peringkat
- Smart Door Using Raspberry PiDokumen4 halamanSmart Door Using Raspberry PiIJARTETBelum ada peringkat
- Asset Tracking Using Low Power BluetoothDokumen6 halamanAsset Tracking Using Low Power BluetoothIJARTETBelum ada peringkat
- Review On Recycled Aluminium Dross and It's Utility in Hot Weather ConcretingDokumen3 halamanReview On Recycled Aluminium Dross and It's Utility in Hot Weather ConcretingIJARTETBelum ada peringkat
- Introduction BearingDokumen4 halamanIntroduction BearingtonojsgpBelum ada peringkat
- Lowrie SolutionDokumen19 halamanLowrie SolutionVijay Yadav100% (1)
- 07 Anti CollisionDokumen39 halaman07 Anti CollisionEmersonJParedes100% (2)
- Magnetic Induction and Electric Potential PDFDokumen60 halamanMagnetic Induction and Electric Potential PDFDavid Garrido GonzalezBelum ada peringkat
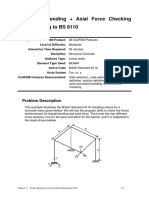
- Biaxial Bending + Axial Force Checking According To BS 8110Dokumen39 halamanBiaxial Bending + Axial Force Checking According To BS 8110HectoreRodriguezlBelum ada peringkat
- Seismic PetrophysicsDokumen17 halamanSeismic PetrophysicsShahid Ur RehmanBelum ada peringkat
- Shankar Exercises 05.01.01Dokumen3 halamanShankar Exercises 05.01.01Priyaranjan SahooBelum ada peringkat
- Institute of Space TechnologyDokumen17 halamanInstitute of Space TechnologyAhsan RafiqBelum ada peringkat
- IAL Physics Jan 2017 Unit 4 QP PDFDokumen24 halamanIAL Physics Jan 2017 Unit 4 QP PDFsabreenBelum ada peringkat
- Synthesis and Characterization of Mandur BhasmaDokumen8 halamanSynthesis and Characterization of Mandur BhasmaYousuf SahadBelum ada peringkat
- Equipment: List of Laboratories With EquipmentDokumen19 halamanEquipment: List of Laboratories With EquipmentdostjanBelum ada peringkat
- Contoh SoalanDokumen5 halamanContoh SoalanPa ManjaBelum ada peringkat
- Electrophoresis TechniqueDokumen47 halamanElectrophoresis TechniqueHiroki PhạmBelum ada peringkat
- Tolerance Accumulation and Analysis (GD&T)Dokumen80 halamanTolerance Accumulation and Analysis (GD&T)Kishor kumar Bhatia50% (4)
- MCQ PhysicsDokumen19 halamanMCQ PhysicsAshok KumarBelum ada peringkat
- HW 14 SolutionsDokumen8 halamanHW 14 SolutionsSeleneblueBelum ada peringkat
- OSA-06-Vibration Fatigue Analysis of Sheet Metal Mahindra2wheelerDokumen11 halamanOSA-06-Vibration Fatigue Analysis of Sheet Metal Mahindra2wheelerikramishereBelum ada peringkat
- Report On Dimensional Tolerance: DefinationDokumen10 halamanReport On Dimensional Tolerance: DefinationPiyush BariBelum ada peringkat
- Structural Report BMU 13 Revere Place Brooklyn.Dokumen10 halamanStructural Report BMU 13 Revere Place Brooklyn.Laura MajjulBelum ada peringkat
- Chapter 1Dokumen69 halamanChapter 1AlifNRBelum ada peringkat
- Glassomelt - Indian CalumiteDokumen5 halamanGlassomelt - Indian CalumiteSourabh JainBelum ada peringkat
- Manual Del Radar - Simulador PDFDokumen72 halamanManual Del Radar - Simulador PDFcarlosBelum ada peringkat
- MP EM Ass 16: Biot-Savart LawDokumen14 halamanMP EM Ass 16: Biot-Savart LawBlueAstro63% (8)
- MA5630 Term Project ReportDokumen22 halamanMA5630 Term Project ReportvamshiBelum ada peringkat
- 0580 s12 QP 22Dokumen12 halaman0580 s12 QP 22Aryan RajputBelum ada peringkat
- Chemistry 311:: Instructor: Course DescriptionDokumen33 halamanChemistry 311:: Instructor: Course DescriptionPaul Venson RaraBelum ada peringkat
- Weymouth and Panhandle Equations For Gas PipelinesDokumen4 halamanWeymouth and Panhandle Equations For Gas PipelinessgrsthBelum ada peringkat
- New Insights Into The Removal of Calcium SulfateDokumen10 halamanNew Insights Into The Removal of Calcium SulfatetsanshineBelum ada peringkat
- CFX MultiphaseDokumen2 halamanCFX MultiphaseNiamul Baqui100% (1)
- 7 Infrared, Thermochemistry, UV-Vis, and NMRDokumen3 halaman7 Infrared, Thermochemistry, UV-Vis, and NMRfateixeira77Belum ada peringkat