Anda mungkin juga menyukai
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Project TGA - Flowchart PDFDokumen1 halamanProject TGA - Flowchart PDFWari Jul Yadi MalauBelum ada peringkat
- SulfolaneAppendices A EDokumen158 halamanSulfolaneAppendices A Erkhandelwal9604Belum ada peringkat
- Vertical KO Drum Sizing (Ver 1.0.0) : 1.0 DescriptionDokumen21 halamanVertical KO Drum Sizing (Ver 1.0.0) : 1.0 Descriptionrameshkarthik810Belum ada peringkat
- Biogas Processes For Sustainable DevelopmentDokumen246 halamanBiogas Processes For Sustainable DevelopmentQuarterbore100% (4)
- BM15-17 UdaanDokumen105 halamanBM15-17 UdaanAnonymous HzljLSMcBelum ada peringkat
- Amine Degradation Chemistry in CO2 ServiceDokumen15 halamanAmine Degradation Chemistry in CO2 ServiceZEN MABelum ada peringkat
- Process Flow Diagram - Nitric AcidDokumen1 halamanProcess Flow Diagram - Nitric AcidAsma NasserBelum ada peringkat
- Group # 01: Production of 163 Tonns Per Day of Ammonium Sulfate From Acid Gase Waste StreamDokumen47 halamanGroup # 01: Production of 163 Tonns Per Day of Ammonium Sulfate From Acid Gase Waste StreamAhmer SohailBelum ada peringkat
- Complete PFDDokumen5 halamanComplete PFDAriff FikriBelum ada peringkat
- CHE353 Industrial Training - Final ReportDokumen18 halamanCHE353 Industrial Training - Final ReportNishanth GuptaBelum ada peringkat
- Indian Farmers Fertilizer Cooperative Limited (Iffco) : Summer TrainingDokumen34 halamanIndian Farmers Fertilizer Cooperative Limited (Iffco) : Summer TrainingROSHAN KUMAR GUPTABelum ada peringkat
- Ben FieldDokumen10 halamanBen FieldashmitharajaBelum ada peringkat
- Sulfuric Acid - Wikipedia PDFDokumen94 halamanSulfuric Acid - Wikipedia PDFrajesh indukuriBelum ada peringkat
- Batch DistillationDokumen17 halamanBatch Distillationprocesspipingdesign100% (1)
- CV of Chemical EngineerDokumen3 halamanCV of Chemical EngineerAmol JdvBelum ada peringkat
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDokumen8 halamanUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rBelum ada peringkat
- Heat ExchangerDokumen66 halamanHeat ExchangerKarthik AnandanBelum ada peringkat
- Alpema Standerd For Brazed Aluminium Plate-Fin Heat ExchDokumen78 halamanAlpema Standerd For Brazed Aluminium Plate-Fin Heat ExchBilal NazirBelum ada peringkat
- Why Horizontal NH3 ConverterDokumen21 halamanWhy Horizontal NH3 ConverterHoàng Hải Linh100% (1)
- Product Bulletin - Puraspec 1173Dokumen1 halamanProduct Bulletin - Puraspec 1173elias100% (1)
- Uop Par-Isom Process: Nelson A. CusherDokumen6 halamanUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- HSFCCDokumen22 halamanHSFCCdonald55555100% (1)
- MTG ProcessDokumen59 halamanMTG ProcessShehzad Afzal MaharBelum ada peringkat
- Spray Tower Loop ReactorDokumen6 halamanSpray Tower Loop ReactorCh'ng Ying YingBelum ada peringkat
- Design Features and Operation of Jet EjectorsDokumen2 halamanDesign Features and Operation of Jet EjectorsSamiYousifBelum ada peringkat
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDokumen8 halamanModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizBelum ada peringkat
- Galuh Cakra Panigas - Yayuk Deviyanti - 2bd4 - PFD Pt. Samator Gas - Referensi PFDDokumen1 halamanGaluh Cakra Panigas - Yayuk Deviyanti - 2bd4 - PFD Pt. Samator Gas - Referensi PFDlebay cokBelum ada peringkat
- Final Year Design Project Presentation 1: Group 8Dokumen17 halamanFinal Year Design Project Presentation 1: Group 8Natasha Mgt JoharBelum ada peringkat
- Design and Optimization of The Methanolto-Olefin Process Part IDokumen12 halamanDesign and Optimization of The Methanolto-Olefin Process Part IForcus onBelum ada peringkat
- DistillationColumnDrawingAutoCAD PDFDokumen3 halamanDistillationColumnDrawingAutoCAD PDFAbhijeet SahuBelum ada peringkat
- MDEADokumen8 halamanMDEAGhifaris VashaBelum ada peringkat
- Prico Process PDFDokumen13 halamanPrico Process PDFcorkynhoBelum ada peringkat
- STRATCO AlkylationTechnologyImprovementsDokumen23 halamanSTRATCO AlkylationTechnologyImprovementsAli YousefBelum ada peringkat
- Basaroof ReactionDokumen14 halamanBasaroof ReactiontreyzzztylerBelum ada peringkat
- DHU-NOCL - JOB EXECUTION PLAN - SupersededDokumen37 halamanDHU-NOCL - JOB EXECUTION PLAN - SupersededTaofiqBelum ada peringkat
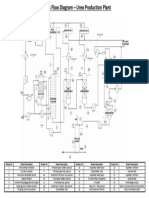
- Process Flow Diagram - Urea Production PlantDokumen1 halamanProcess Flow Diagram - Urea Production PlantDasun AttanayakeBelum ada peringkat
- Solubility of Calcium Carbonate in WaterDokumen2 halamanSolubility of Calcium Carbonate in WaterKEHALI AbdelheqBelum ada peringkat
- TechnicalDokumen3 halamanTechnicalbmanojkumar16Belum ada peringkat
- Methanol Plant 380 TPD 2362Dokumen14 halamanMethanol Plant 380 TPD 2362Nontokozo Duma100% (1)
- Uncovering The Realities of Simulation, Part 2 (Of 2)Dokumen9 halamanUncovering The Realities of Simulation, Part 2 (Of 2)bjsatolaBelum ada peringkat
- Random PackingDokumen4 halamanRandom PackingAadam AryanBelum ada peringkat
- Mass Balance For CS2 PlantDokumen3 halamanMass Balance For CS2 PlantAshish GoelBelum ada peringkat
- Topsoe Sec Ref Cat RKS 2Dokumen5 halamanTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhBelum ada peringkat
- Compressors How To Achieve High Reliability & Availability (Electronics)Dokumen55 halamanCompressors How To Achieve High Reliability & Availability (Electronics)Anonymous IGtWHoi0Belum ada peringkat
- Engineering 003-Civil Structural Design Criteria On ShoreDokumen22 halamanEngineering 003-Civil Structural Design Criteria On Shoremarin cristian100% (1)
- Joule ThomsonDokumen4 halamanJoule Thomsonmartian2003Belum ada peringkat
- Project 6 AmmoniaDokumen10 halamanProject 6 AmmoniaAhmed AliBelum ada peringkat
- Urea Plant Material Balance ACES ProcessDokumen5 halamanUrea Plant Material Balance ACES ProcessSTEFAN TOTHBelum ada peringkat
- 07 Asahi Kasei ChemicalsDokumen24 halaman07 Asahi Kasei Chemicalsmanojkp003Belum ada peringkat
- Removal of Benzene From GasolineDokumen24 halamanRemoval of Benzene From GasolineNicholas Cecil Munsami100% (1)
- Platfroming of Naphtha ProjectDokumen150 halamanPlatfroming of Naphtha ProjectNoman Aslam100% (1)
- Aminas - Iran IDokumen4 halamanAminas - Iran IJesus BcBelum ada peringkat
- Methane Syngas Methanol MicroprocessingDokumen14 halamanMethane Syngas Methanol MicroprocessingAtieyNoryhati-dzBelum ada peringkat
- Claus Process HYSYSDokumen12 halamanClaus Process HYSYSMarlenneBelum ada peringkat
- Chlorine: International Thermodynamic Tables of the Fluid StateDari EverandChlorine: International Thermodynamic Tables of the Fluid StateBelum ada peringkat
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDari EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahBelum ada peringkat
- Why Caustic Addition Is Bad For Amine SystemsDokumen7 halamanWhy Caustic Addition Is Bad For Amine SystemsIng Antony MatosBelum ada peringkat
- Bhopal Health EffectsDokumen16 halamanBhopal Health EffectsmadeehaBelum ada peringkat
- PHD Thesis GLeonard PDFDokumen250 halamanPHD Thesis GLeonard PDFmadeehaBelum ada peringkat
- Continuous Heat Stable Salts Removal From Amine Solutions PDFDokumen12 halamanContinuous Heat Stable Salts Removal From Amine Solutions PDFmadeehaBelum ada peringkat
- CharacterisationDokumen17 halamanCharacterisationmadeehaBelum ada peringkat
- Polymerisation of Propene With HeterogeneousDokumen58 halamanPolymerisation of Propene With HeterogeneousmadeehaBelum ada peringkat
- Lec01 Why Project ManagementDokumen48 halamanLec01 Why Project ManagementmadeehaBelum ada peringkat
- ThermodynamicDokumen36 halamanThermodynamicmadeehaBelum ada peringkat
- Project Management Cheat SheetDokumen3 halamanProject Management Cheat SheetmadeehaBelum ada peringkat
- NuPolar Quality Testing and ComparisonsDokumen12 halamanNuPolar Quality Testing and Comparisonsou82muchBelum ada peringkat
- Structure of Atom - Class 11thDokumen38 halamanStructure of Atom - Class 11thAdil KhanBelum ada peringkat
- Crater Lichtenberg and Young Lunar Basalts Tracked by SMARTDokumen2 halamanCrater Lichtenberg and Young Lunar Basalts Tracked by SMARTArcadie BodaleBelum ada peringkat
- Stress Gradients in AlbertaDokumen22 halamanStress Gradients in AlbertaBehzadDastjerdyBelum ada peringkat
- Slip TestDokumen2 halamanSlip TestkrctmechBelum ada peringkat
- ME201 Material Science & Engineering: Imperfections in SolidsDokumen30 halamanME201 Material Science & Engineering: Imperfections in SolidsAmar BeheraBelum ada peringkat
- Geometry and Trigonometry PDFDokumen46 halamanGeometry and Trigonometry PDFnewspaperBelum ada peringkat
- 05 Traps PDFDokumen17 halaman05 Traps PDFDevinaacsBelum ada peringkat
- Aphing Systemsof Linear Inequalities PR5Dokumen3 halamanAphing Systemsof Linear Inequalities PR5Panagiotis SotiropoulosBelum ada peringkat
- Introduction To The Visual Basic Programming LanguageDokumen24 halamanIntroduction To The Visual Basic Programming Languageapi-3749038100% (1)
- Desai, Park - 2005 - Recent Developments in Microencapsulation of Food Ingredients PDFDokumen36 halamanDesai, Park - 2005 - Recent Developments in Microencapsulation of Food Ingredients PDFIoanaCarlanBelum ada peringkat
- Buck Boost IN7900Dokumen12 halamanBuck Boost IN7900Adam StroufBelum ada peringkat
- Case Analysis SampleDokumen22 halamanCase Analysis SampleMicaela EncinasBelum ada peringkat
- Binary Dependent VarDokumen5 halamanBinary Dependent VarManali PawarBelum ada peringkat
- SCC-C ManualDokumen28 halamanSCC-C ManualGian Paul Ramos AcostaBelum ada peringkat
- Fem PDFDokumen65 halamanFem PDFManda Ramesh BabuBelum ada peringkat
- Decoupling The UNIVAC Computer From Superblocks in Hierarchical DatabasesDokumen6 halamanDecoupling The UNIVAC Computer From Superblocks in Hierarchical DatabasescatarogerBelum ada peringkat
- Understanding Water Discounts and Lye Solution in SoapmakingDokumen7 halamanUnderstanding Water Discounts and Lye Solution in SoapmakingIoanaBelum ada peringkat
- Bioinstrumentation III SemDokumen2 halamanBioinstrumentation III SemAnonymous Jp9PvVkZBelum ada peringkat
- 5.4 Hypergeometric DistributionDokumen5 halaman5.4 Hypergeometric DistributionFahad IqbalBelum ada peringkat
- Mathematics - Iii: Instructions To CandidatesDokumen2 halamanMathematics - Iii: Instructions To Candidatessimar batraBelum ada peringkat
- Test Class MethodsDokumen7 halamanTest Class Methodsvarun.chintatiBelum ada peringkat
- Chapter 5 and 6 TestDokumen5 halamanChapter 5 and 6 TestPAYBelum ada peringkat
- PROG 8011 Lab 6-W24Dokumen2 halamanPROG 8011 Lab 6-W24kaurrrjass1125Belum ada peringkat
- DS2500 Flour Solution Brochure GB PDFDokumen6 halamanDS2500 Flour Solution Brochure GB PDFNhi LeBelum ada peringkat
- Vdot Training TabelDokumen7 halamanVdot Training TabelVarto RazvanBelum ada peringkat
- F325 Redox Equations and TitrationsDokumen9 halamanF325 Redox Equations and TitrationsDoc_Croc100% (1)
- 2 Parameter Circular (61-80)Dokumen6 halaman2 Parameter Circular (61-80)Papan SarkarBelum ada peringkat
- Holiday Homework Class 12 MathematicsDokumen2 halamanHoliday Homework Class 12 MathematicsKartik SharmaBelum ada peringkat
- Strategik Sains THN 4Dokumen9 halamanStrategik Sains THN 4fletchertchrBelum ada peringkat