Anda mungkin juga menyukai
- Influence of Paint On Steel Corrosion For Marine ApplicationsDokumen8 halamanInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- International Journal of Chemtech Research: Neetu SinghDokumen5 halamanInternational Journal of Chemtech Research: Neetu Singhthai avvai100% (1)
- 20160215042419-Ki Stahlsortenvergleich Rev0 eDokumen4 halaman20160215042419-Ki Stahlsortenvergleich Rev0 esanrexiBelum ada peringkat
- Intra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesDokumen11 halamanIntra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesAnonymous jw0enWB100% (1)
- Progress in Organic Coating-PaperDokumen22 halamanProgress in Organic Coating-Paperjibin k p100% (1)
- The Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Dokumen6 halamanThe Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Luthfi Ady100% (1)
- Performance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial EnvironmentsDokumen6 halamanPerformance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial Environmentsguayoyito100% (1)
- Evaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelDokumen9 halamanEvaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelJhon jairo100% (1)
- History Thermal SprayingDokumen5 halamanHistory Thermal Sprayingmaverick_cvc100% (1)
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDokumen6 halamanSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- Barriers of Protections BrochureDokumen8 halamanBarriers of Protections BrochureJaime Rousseau TBelum ada peringkat
- PcsDokumen19 halamanPcsArun Prasad100% (1)
- Fouling-Repellent Coating For Shell-And-Tube Heat ExchangersDokumen3 halamanFouling-Repellent Coating For Shell-And-Tube Heat Exchangersزيد عدنان عبد الحسين100% (1)
- Barrier-Adhesion Principle For Corrosion PrtotectionDokumen10 halamanBarrier-Adhesion Principle For Corrosion PrtotectionINRO Ingeníeria100% (1)
- 001CorrosionArticleAntiCorrosionTechWEIQ PDFDokumen3 halaman001CorrosionArticleAntiCorrosionTechWEIQ PDFJACK100% (1)
- Comparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFDokumen6 halamanComparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFarthurms325100% (1)
- Corrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationDokumen61 halamanCorrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationUsama Awad100% (1)
- The Adhesion Characteristics of Protective Coating Materials For The Containment Structure in Nuclear Power PlantsDokumen8 halamanThe Adhesion Characteristics of Protective Coating Materials For The Containment Structure in Nuclear Power PlantsHaidarHussaini100% (1)
- Mil DTL 53022C PDFDokumen22 halamanMil DTL 53022C PDFJeffrey EsmurriasBelum ada peringkat
- The Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantDokumen5 halamanThe Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantSergio Daniel Barea Nuñez100% (1)
- TSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingDokumen5 halamanTSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingRifki Fathurrahman100% (1)
- The Influence of Pigment Volume Concentration (PVC)Dokumen6 halamanThe Influence of Pigment Volume Concentration (PVC)chemsiton100% (1)
- Jotun Anti SkidDokumen2 halamanJotun Anti Skidapde06100% (1)
- 04 MaintenanceDokumen20 halaman04 MaintenanceCornelia Theodora100% (1)
- Repairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDDokumen6 halamanRepairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDAnkita Baban Gavade100% (1)
- Fouling Release Coatings Combat Fouling: Power Generation & Water Treatment FacilitiesDokumen22 halamanFouling Release Coatings Combat Fouling: Power Generation & Water Treatment Facilitiesthai avvai100% (1)
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDokumen17 halamanCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulBelum ada peringkat
- Fusion Bond Epoxy (FBE) Coating RepairsDokumen4 halamanFusion Bond Epoxy (FBE) Coating Repairsyasi heeru100% (1)
- CPT 1 ConcreteDokumen9 halamanCPT 1 ConcreteJossef.ahsan Jossef.ahsan100% (1)
- Guia de Proveedores de PinturasDokumen28 halamanGuia de Proveedores de PinturasEDGrog100% (1)
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Dokumen17 halamanDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- PPL Su 2005 PDFDokumen11 halamanPPL Su 2005 PDFresp-ect100% (1)
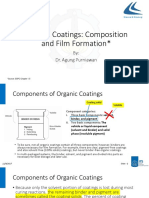
- Slide 10.1 - Organic Coatings - Composition and Film Formation - v1Dokumen24 halamanSlide 10.1 - Organic Coatings - Composition and Film Formation - v1Yulia Puspa Dewi100% (1)
- Steel Surface Defects Diagnosis and CureDokumen19 halamanSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- Flooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncDokumen50 halamanFlooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncJayesh100% (1)
- Comprehending Pull-Off Adhesion TestingDokumen5 halamanComprehending Pull-Off Adhesion Testingzavisa2Belum ada peringkat
- KMS183 PDFDokumen6 halamanKMS183 PDFSabyasachi Naik (Zico)100% (1)
- Non Skid AreasDokumen2 halamanNon Skid AreasHossain AnwarBelum ada peringkat
- Interline 984+td+eng PDFDokumen1 halamanInterline 984+td+eng PDFMohamed Nouzer100% (2)
- NewbuildingUniversalPrimers WhitePaperDokumen4 halamanNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- Aqueous Coatings Guide: Chuck Malspeis Coatings Product Development ManagerDokumen16 halamanAqueous Coatings Guide: Chuck Malspeis Coatings Product Development ManagerMohamed NouzerBelum ada peringkat
- Coating IndiaDokumen53 halamanCoating Indiaagustinusset100% (1)
- Dr. Bugs Tan ADIPEC Conference PaperDokumen23 halamanDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- Boat Laning CoatingDokumen1 halamanBoat Laning Coatingwaleedyehia100% (1)
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDokumen20 halamanPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- Shapeshell - Steel Structure Painting Technical Specification 2020-02-10 PDFDokumen4 halamanShapeshell - Steel Structure Painting Technical Specification 2020-02-10 PDFmorisBelum ada peringkat
- Repairing HDG ProductsDokumen1 halamanRepairing HDG ProductsZMC100% (1)
- BrederoShaw TP TropicEnvironment PDFDokumen8 halamanBrederoShaw TP TropicEnvironment PDFMakrame BattazBelum ada peringkat
- GalvInfoNote - 3 - 1 How Zinc Protects SteelDokumen6 halamanGalvInfoNote - 3 - 1 How Zinc Protects SteelKYAW SOE100% (1)
- Challenging The Organic "Zinc Rich" Primer StandardDokumen9 halamanChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDokumen18 halamanResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- Polyaspartic Webinar Protective and MarineDokumen47 halamanPolyaspartic Webinar Protective and MarinequimizaBelum ada peringkat
- Technology of Coating Resins Pigments and Inks IndustriesDokumen15 halamanTechnology of Coating Resins Pigments and Inks IndustriesPravin Tandel100% (1)
- Corrosion ProtectionDokumen8 halamanCorrosion ProtectionJohndann100% (1)
- In This Issue:: Focus On Cathodic Protection & Monitoring/Coating Applicators Winn & Coales (Denso) LTDDokumen40 halamanIn This Issue:: Focus On Cathodic Protection & Monitoring/Coating Applicators Winn & Coales (Denso) LTDVõ Quang Kiệt100% (1)
- 5 Polysiloxane Coatings PublicDokumen24 halaman5 Polysiloxane Coatings PublicChaitanya M MundheBelum ada peringkat
- Zinc Silicate or Zinc Epoxy As The Preferred High Performance PrimerDokumen10 halamanZinc Silicate or Zinc Epoxy As The Preferred High Performance Primerbabis1980100% (1)
- Teach Yourself ArabicDokumen300 halamanTeach Yourself ArabicmuthukumarBelum ada peringkat
- Bresle Test Kit PDFDokumen4 halamanBresle Test Kit PDFmuthukumarBelum ada peringkat
- Mineral Slag Abrasive PDFDokumen59 halamanMineral Slag Abrasive PDFmuthukumarBelum ada peringkat
- Arab Progress in PalestineDokumen32 halamanArab Progress in PalestinemuthukumarBelum ada peringkat
- Lenni Brenner - The Iron Wall - Zionist Revisionism From Jabotinsky To Shamir (1984)Dokumen152 halamanLenni Brenner - The Iron Wall - Zionist Revisionism From Jabotinsky To Shamir (1984)saskomanev2547100% (1)
- Alternative Krishnas (0791464156)Dokumen227 halamanAlternative Krishnas (0791464156)muthukumar100% (1)
- What Is PaintDokumen5 halamanWhat Is PaintDan MillerBelum ada peringkat
- The Pandyan KingdomDokumen256 halamanThe Pandyan KingdomSharmalan ThevarBelum ada peringkat
- The Kingdom in India PDFDokumen392 halamanThe Kingdom in India PDFmuthukumarBelum ada peringkat
- Aselectionfromp01unkngoog PDFDokumen135 halamanAselectionfromp01unkngoog PDFmuthukumarBelum ada peringkat
- Mineral Slag Abrasive PDFDokumen59 halamanMineral Slag Abrasive PDFmuthukumarBelum ada peringkat
- HinduismDokumen36 halamanHinduismAsmaa El-ZenyBelum ada peringkat
- Bresle Test Kit PDFDokumen4 halamanBresle Test Kit PDFmuthukumarBelum ada peringkat
- Pds Luxol 1000 VocDokumen2 halamanPds Luxol 1000 VocmuthukumarBelum ada peringkat
- Paint Problems: Water and WeatherDokumen4 halamanPaint Problems: Water and WeathermuthukumarBelum ada peringkat
- Pds Luxol 5000 VocDokumen2 halamanPds Luxol 5000 VocmuthukumarBelum ada peringkat
- Touchwood 2 PK PU (INT) Pigmented Primer (V1-2009)Dokumen2 halamanTouchwood 2 PK PU (INT) Pigmented Primer (V1-2009)MuthuKumarBelum ada peringkat
- Drying ConditionsDokumen1 halamanDrying ConditionsmuthukumarBelum ada peringkat
- Touchwood 2 PK PU ThinnerDokumen2 halamanTouchwood 2 PK PU ThinnermuthukumarBelum ada peringkat
- Pds Luxaprime 1500 VocDokumen2 halamanPds Luxaprime 1500 VocmuthukumarBelum ada peringkat
- Pds Luxaprime 1400 VocDokumen2 halamanPds Luxaprime 1400 VocmuthukumarBelum ada peringkat
- Pds Luxaprime 1000 VocDokumen2 halamanPds Luxaprime 1000 VocmuthukumarBelum ada peringkat
- Paint Calc-UaeDokumen16 halamanPaint Calc-UaeKawser Hossain100% (2)
- Touchwood CongoDokumen3 halamanTouchwood CongomuthukumarBelum ada peringkat
- Touchwood AC Clear LacquerDokumen2 halamanTouchwood AC Clear LacquermuthukumarBelum ada peringkat
- Touchwood AC Colour: Architectural CoatingsDokumen2 halamanTouchwood AC Colour: Architectural CoatingsmuthukumarBelum ada peringkat
- Touchwood 2 PK PU Top CoatDokumen2 halamanTouchwood 2 PK PU Top CoatmuthukumarBelum ada peringkat
- Touchwood 2 PK PU Top CoatDokumen2 halamanTouchwood 2 PK PU Top CoatmuthukumarBelum ada peringkat
- Touchwood AC Sanding SealerDokumen2 halamanTouchwood AC Sanding SealermuthukumarBelum ada peringkat
- Reciprocating Chiller: ALR Sizes 010 - 205 Vintage CDokumen116 halamanReciprocating Chiller: ALR Sizes 010 - 205 Vintage Cjuan carlosBelum ada peringkat
- B-s1 D0-Certificate Ems 1509Dokumen5 halamanB-s1 D0-Certificate Ems 1509zlatkokrsicBelum ada peringkat
- Tranportation All ExperimentDokumen55 halamanTranportation All ExperimentMaiwand KhanBelum ada peringkat
- Integrated Waste Management PDFDokumen7 halamanIntegrated Waste Management PDFTechsrijan DriveBelum ada peringkat
- AM-Car Parks in Steel - ENDokumen22 halamanAM-Car Parks in Steel - ENEdwin RamirezBelum ada peringkat
- A 250Dokumen1 halamanA 250AnuranjanBelum ada peringkat
- Bolt Paper 2023Dokumen12 halamanBolt Paper 2023madyeBelum ada peringkat
- Quotation of Container Station: Wenzhou Bluesky Energy Technology Co., LTDDokumen3 halamanQuotation of Container Station: Wenzhou Bluesky Energy Technology Co., LTDJun KhoBelum ada peringkat
- t5 BrochureDokumen8 halamant5 Brochureesteve.griBelum ada peringkat
- Cream Separator - SKSD100 - en PDFDokumen2 halamanCream Separator - SKSD100 - en PDFAmlan BanerjeeBelum ada peringkat
- 3 Solid Waste Management 2020Dokumen68 halaman3 Solid Waste Management 2020Emily KarungiBelum ada peringkat
- Sealfix Engl POI BDokumen4 halamanSealfix Engl POI BacarisimovicBelum ada peringkat
- CH312 Experiment 3 - Soil Chemistry ReportDokumen5 halamanCH312 Experiment 3 - Soil Chemistry ReportNarelle Iauma100% (1)
- Hook Pallet Capacity CalculationDokumen2 halamanHook Pallet Capacity CalculationrustamriyadiBelum ada peringkat
- NCH Tech Sheet Deox ThailandDokumen1 halamanNCH Tech Sheet Deox Thailandson.brbBelum ada peringkat
- Artigo - Contribuição em Estudos Reológicos de Autonivelante Com Adição de Resíduo Rocha OrnamentalDokumen12 halamanArtigo - Contribuição em Estudos Reológicos de Autonivelante Com Adição de Resíduo Rocha OrnamentalDjalma NetoBelum ada peringkat
- Hub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaDokumen8 halamanHub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaMarcelo Losekann100% (1)
- PB Filter Press Sidebar Me1500 Me2500 en Web DataDokumen8 halamanPB Filter Press Sidebar Me1500 Me2500 en Web DataTiago J C MachadoBelum ada peringkat
- Datasheet RefDem58219080-3400-30 en 120V 60Hz-2Dokumen7 halamanDatasheet RefDem58219080-3400-30 en 120V 60Hz-2Floyd PriceBelum ada peringkat
- GPT 1-3 PGE Tech SpecificationsDokumen4 halamanGPT 1-3 PGE Tech SpecificationsEhtisham AndrAbiBelum ada peringkat
- Brochure WEBDokumen6 halamanBrochure WEBManivannanMudhaliarBelum ada peringkat
- 1 s2.0 S0048969721053572 MainDokumen15 halaman1 s2.0 S0048969721053572 MainMakhitha MasipaBelum ada peringkat
- Materials Properties Handbook Titanium Alloys CompressDokumen788 halamanMaterials Properties Handbook Titanium Alloys CompressJordan PowellBelum ada peringkat
- European Copper Institute European Copper Institute: Architectural ApplicationsDokumen52 halamanEuropean Copper Institute European Copper Institute: Architectural ApplicationsstankoubBelum ada peringkat
- 1.1 System Overview 1.2 FunctionDokumen8 halaman1.1 System Overview 1.2 FunctionNwachukwu UmehBelum ada peringkat
- Entrepreneurship Module 6Dokumen8 halamanEntrepreneurship Module 6Cync KlayBelum ada peringkat
- KAESER SX6 Service ManualDokumen100 halamanKAESER SX6 Service ManualYassin AlkadyBelum ada peringkat
- Tugas PPM Deny Saputro Arifin 113170039Dokumen9 halamanTugas PPM Deny Saputro Arifin 113170039Vira IrnandaBelum ada peringkat
- One Line DiagramDokumen1 halamanOne Line DiagramMathivanan AnbazhaganBelum ada peringkat
- Bright Septic TankDokumen1 halamanBright Septic TankNiđe VezeBelum ada peringkat