Anda mungkin juga menyukai
- Liquid Liquid ExtractionDokumen50 halamanLiquid Liquid ExtractionArrianne Jaye Mata86% (14)
- Parts Catalog for Ingersoll Rand Air CompressorsDokumen17 halamanParts Catalog for Ingersoll Rand Air CompressorsHenk Vanhamme100% (4)
- Model TM-T24J TABLE TOP STEAM STERILIZER INSTRUNCTION MANUAL OF OPERATIONDokumen9 halamanModel TM-T24J TABLE TOP STEAM STERILIZER INSTRUNCTION MANUAL OF OPERATIONhuguito320% (1)
- STSMDokumen278 halamanSTSMMiguel Ruiz TatajeBelum ada peringkat
- Quian Lippold 2003 Liquation Phenomena in The SimulatedDokumen7 halamanQuian Lippold 2003 Liquation Phenomena in The Simulatedvladimirsoler01Belum ada peringkat
- Superalloys_2005_57_67Dokumen11 halamanSuperalloys_2005_57_67htdk312Belum ada peringkat
- Solidification Behavior, Microstructure, Mechanical PropertiesDokumen12 halamanSolidification Behavior, Microstructure, Mechanical PropertiesCarlos LaoBelum ada peringkat
- Inconel 1 PDFDokumen12 halamanInconel 1 PDFneyzaBelum ada peringkat
- Riopipeline2019 1197 201906020505paper Ibp1197 19 RDokumen10 halamanRiopipeline2019 1197 201906020505paper Ibp1197 19 Rbarraocos emailsBelum ada peringkat
- Effect of Heat Treatment On The Microstructure and Mechanical Properties of Inconel 718Dokumen9 halamanEffect of Heat Treatment On The Microstructure and Mechanical Properties of Inconel 718saltbathBelum ada peringkat
- Properties and Microstructure of Allvac 718PLUS™ Alloy Rolled SheetDokumen10 halamanProperties and Microstructure of Allvac 718PLUS™ Alloy Rolled Sheetwangchao821Belum ada peringkat
- Capdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsDokumen10 halamanCapdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsElliot AmadiBelum ada peringkat
- Unit-IV Powder Metallurgy of SuperalloyDokumen50 halamanUnit-IV Powder Metallurgy of SuperalloyJ JhansibaiBelum ada peringkat
- Superalloys_2001_57_70Dokumen14 halamanSuperalloys_2001_57_70htdk312Belum ada peringkat
- Metal Casting ReportDokumen20 halamanMetal Casting ReportRohit Ghadge100% (1)
- Effect of Quench Media on Steel PropertiesDokumen4 halamanEffect of Quench Media on Steel PropertiesskluxBelum ada peringkat
- Understanding The Thermoforming Issues of Carbon Fibre Reinforced Polyphenylene Sulphide (PPS) CompositeDokumen6 halamanUnderstanding The Thermoforming Issues of Carbon Fibre Reinforced Polyphenylene Sulphide (PPS) Compositehalil yıldırımBelum ada peringkat
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Dokumen16 halamanInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89Belum ada peringkat
- Manufacture of Metallurgical Coke and Recovery of Coal ChemicalsDokumen166 halamanManufacture of Metallurgical Coke and Recovery of Coal ChemicalsMarco Milos Trentu100% (1)
- Effects of Precipitation On The Structure and Properties of 713LC Superalloy Via HIP TreatmentDokumen7 halamanEffects of Precipitation On The Structure and Properties of 713LC Superalloy Via HIP TreatmentwataruBelum ada peringkat
- Comparison of Microstructures and Mechanical Properties of Inconel 718 Alloy Processed by Selective Laser Melting and CastingDokumen28 halamanComparison of Microstructures and Mechanical Properties of Inconel 718 Alloy Processed by Selective Laser Melting and CastingJulian FarrugiaBelum ada peringkat
- Bake Hardening ST 14 SteelDokumen8 halamanBake Hardening ST 14 SteelDavid JendraBelum ada peringkat
- Microstructural and Mechanical Properties of Al-Zn Alloy 7075 During RRA and Triple AgingDokumen5 halamanMicrostructural and Mechanical Properties of Al-Zn Alloy 7075 During RRA and Triple AgingHoai Anh VuBelum ada peringkat
- Blast Furnace Design of The FutureDokumen10 halamanBlast Furnace Design of The FutureSamanway DasBelum ada peringkat
- Gamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738Dokumen8 halamanGamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738claire_26Belum ada peringkat
- Ageless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyDokumen6 halamanAgeless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyLilian Jefferson MalavaziBelum ada peringkat
- PHD Thesis Samira Telschow PDFDokumen179 halamanPHD Thesis Samira Telschow PDFJohn GiannakopoulosBelum ada peringkat
- Coke Making TechnologyDokumen166 halamanCoke Making TechnologyManab DuttaBelum ada peringkat
- Sintering PDFDokumen18 halamanSintering PDFDevalGulatiBelum ada peringkat
- GBidron JMatProcTechDokumen16 halamanGBidron JMatProcTechKue DroidBelum ada peringkat
- An Investigation of Microstructure and HAZ Microfissuring of Cast Inconel 718Dokumen10 halamanAn Investigation of Microstructure and HAZ Microfissuring of Cast Inconel 718Regina JasmineBelum ada peringkat
- Delayed Coker Fired Heater Designand Operation Fouling PDFDokumen10 halamanDelayed Coker Fired Heater Designand Operation Fouling PDFMajid MohebbifarBelum ada peringkat
- Aleación Aluminio SilicioDokumen7 halamanAleación Aluminio SilicioEmanuelRomeroGBelum ada peringkat
- Jensrud 1998Dokumen5 halamanJensrud 1998Marco A. R. JimenesBelum ada peringkat
- Polymer Impregnation and Pyrolysis Process Development For ImprovingDokumen7 halamanPolymer Impregnation and Pyrolysis Process Development For ImprovingAlmanelly BartoloBelum ada peringkat
- Journal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerDokumen7 halamanJournal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerElif ArancıBelum ada peringkat
- High-Temperature Quality of Accelerated SpheroidizDokumen10 halamanHigh-Temperature Quality of Accelerated SpheroidizrohitBelum ada peringkat
- Park 2001Dokumen7 halamanPark 2001Elsaid SalahBelum ada peringkat
- Inconel Alloy 718Dokumen28 halamanInconel Alloy 718hosseinidokht86Belum ada peringkat
- Inconel Alloy 718 PDFDokumen28 halamanInconel Alloy 718 PDFManuelBelum ada peringkat
- Optimisation of The T6 Heat Treatment of Rheocast Alloy A356Dokumen19 halamanOptimisation of The T6 Heat Treatment of Rheocast Alloy A356frankythebroBelum ada peringkat
- Title: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelDokumen15 halamanTitle: Effects of Thermo-Mechanical Processing On The Microstructure and Mechanical Properties of NB Micro-Alloyed SteelAshutosh GautamBelum ada peringkat
- 1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatDokumen8 halaman1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatMahmood KhanBelum ada peringkat
- 10 1016@j Matdes 2019 107915 PDFDokumen7 halaman10 1016@j Matdes 2019 107915 PDFhot coegBelum ada peringkat
- Ti and Al Oxide Coatings Reduce Carbon Deposition and Sulfidation on Inconel 718 from Heated Jet FuelDokumen3 halamanTi and Al Oxide Coatings Reduce Carbon Deposition and Sulfidation on Inconel 718 from Heated Jet FuelNiraj_Singh_988Belum ada peringkat
- Ijmet: ©iaemeDokumen5 halamanIjmet: ©iaemeIAEME PublicationBelum ada peringkat
- A Numerical and Experimental Investigation Into Hot Stamping of Boron Alloyed Heat Treated SteelsDokumen9 halamanA Numerical and Experimental Investigation Into Hot Stamping of Boron Alloyed Heat Treated SteelsAndress SsalomonnBelum ada peringkat
- Advancedmaterials PDFDokumen13 halamanAdvancedmaterials PDFshaonaaBelum ada peringkat
- Solek - Identification of The Steel - AMM - 1 - 2017Dokumen6 halamanSolek - Identification of The Steel - AMM - 1 - 2017A ChakourBelum ada peringkat
- Niobium-Stabilized Alloys Enable Higher-Temperature Steam ReformingDokumen5 halamanNiobium-Stabilized Alloys Enable Higher-Temperature Steam ReformingAntonio PerezBelum ada peringkat
- Optimization of Heating Cycles Prior Forging For Large Steel Ingots Based On A Simulation Model ASTMDokumen18 halamanOptimization of Heating Cycles Prior Forging For Large Steel Ingots Based On A Simulation Model ASTMemregnesBelum ada peringkat
- Mechanical Properties of Al-14Si-2.5Cu-0.5Mg Aluminum-Silicon P/M AlloyDokumen5 halamanMechanical Properties of Al-14Si-2.5Cu-0.5Mg Aluminum-Silicon P/M AlloySathwikRaoBelum ada peringkat
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDokumen7 halamanThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيBelum ada peringkat
- Coke Formation in The Thermal CrackinDokumen7 halamanCoke Formation in The Thermal Crackinfaez100% (1)
- High-temperature tensile properties and thermal cracking of ferritic spheroidal graphite cast ironDokumen9 halamanHigh-temperature tensile properties and thermal cracking of ferritic spheroidal graphite cast ironRegiane SenaBelum ada peringkat
- New Hardening Processes For Transmission Synchronizer Hubs - Sinter HardeningDokumen5 halamanNew Hardening Processes For Transmission Synchronizer Hubs - Sinter HardeningthisisjineshBelum ada peringkat
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDokumen6 halamanEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteBelum ada peringkat
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesDari EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesBelum ada peringkat
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDari EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesBelum ada peringkat
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIDari EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiBelum ada peringkat
- Heat Transfer in Polymer Composite Materials: Forming ProcessesDari EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardBelum ada peringkat
- Ceramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLDari EverandCeramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLHua-Tay LinBelum ada peringkat
- Sulfuric AcidDokumen195 halamanSulfuric AcidDivyamBelum ada peringkat
- Control sulphuric acid temperatures with flexible bypassDokumen3 halamanControl sulphuric acid temperatures with flexible bypasssafiraginaBelum ada peringkat
- Boiling Dew PointDokumen2 halamanBoiling Dew PointsafiraginaBelum ada peringkat
- Kajian Penurunan Mutu Yakult Kedelai (Glycine Max. Merr) Yang Disimpan Pada Berbagai Suhu Dengan Metode ArrheniusDokumen14 halamanKajian Penurunan Mutu Yakult Kedelai (Glycine Max. Merr) Yang Disimpan Pada Berbagai Suhu Dengan Metode ArrheniussafiraginaBelum ada peringkat
- Bab 4Dokumen16 halamanBab 4safiraginaBelum ada peringkat
- Journal of Food Engineering: Alex Martynenko, Tessema Astatkie, Varvara SataninaDokumen9 halamanJournal of Food Engineering: Alex Martynenko, Tessema Astatkie, Varvara SataninasafiraginaBelum ada peringkat
- Gragik 1Dokumen1 halamanGragik 1safiraginaBelum ada peringkat
- Makalah Yang Berjudul "MANAJEMEN PERSEDIAAN "Dokumen24 halamanMakalah Yang Berjudul "MANAJEMEN PERSEDIAAN "van der b becksBelum ada peringkat
- Kavita VDokumen5 halamanKavita VsafiraginaBelum ada peringkat
- Kode HS Deskripsi HS January Nil/Val (US $) January BRT/WGT (KG)Dokumen7 halamanKode HS Deskripsi HS January Nil/Val (US $) January BRT/WGT (KG)safiraginaBelum ada peringkat
- OfficeSuite UserManual PDFDokumen4 halamanOfficeSuite UserManual PDFNil DegerBelum ada peringkat
- CH VIDokumen28 halamanCH VIImranzo HsnBelum ada peringkat
- Ekstraksi Dengan PelarutDokumen2 halamanEkstraksi Dengan PelarutsafiraginaBelum ada peringkat
- Multicomponent Distillation OptimizationDokumen9 halamanMulticomponent Distillation OptimizationSriparthan SriramanBelum ada peringkat
- Chart Title: 180 200 F (X) 3.8332467532x - 7509.3463203464 R 0.9703845879Dokumen2 halamanChart Title: 180 200 F (X) 3.8332467532x - 7509.3463203464 R 0.9703845879safiraginaBelum ada peringkat
- Al Sager 2018Dokumen41 halamanAl Sager 2018safiraginaBelum ada peringkat
- BiboedDokumen8 halamanBiboedsafiraginaBelum ada peringkat
- BarninasDokumen7 halamanBarninassafiraginaBelum ada peringkat
- Ecg Bulletin February 2013 - tcm18 226660 PDFDokumen40 halamanEcg Bulletin February 2013 - tcm18 226660 PDFsafiraginaBelum ada peringkat
- Abdel AzeemDokumen24 halamanAbdel Azeemakhil gharuBelum ada peringkat
- 2 Water Melon Seed PDFDokumen9 halaman2 Water Melon Seed PDFsafiragina100% (1)
- References: Engineering, Allyn and Bacon Inc., MassachusetsDokumen2 halamanReferences: Engineering, Allyn and Bacon Inc., MassachusetssafiraginaBelum ada peringkat
- Filtration of Solid and Liquid Aerosol Mixtures: Pressure Drop Evolution and Influence of Solid/liquid RatioDokumen3 halamanFiltration of Solid and Liquid Aerosol Mixtures: Pressure Drop Evolution and Influence of Solid/liquid RatiosafiraginaBelum ada peringkat
- References: Engineering, Allyn and Bacon Inc., MassachusetsDokumen2 halamanReferences: Engineering, Allyn and Bacon Inc., MassachusetssafiraginaBelum ada peringkat
- Frising2004 PDFDokumen3 halamanFrising2004 PDFsafiraginaBelum ada peringkat
- 10 5923 J Mechanics 20120206 01 PDFDokumen15 halaman10 5923 J Mechanics 20120206 01 PDFsafiraginaBelum ada peringkat
- 2 Water Melon SeedDokumen10 halaman2 Water Melon SeedsafiraginaBelum ada peringkat
- Heiden Reich 2011Dokumen3 halamanHeiden Reich 2011safiraginaBelum ada peringkat
- Gas filtration: sterile micro-filtration for bioreactorsDokumen4 halamanGas filtration: sterile micro-filtration for bioreactorssafiraginaBelum ada peringkat
- ms300 SeriesqDokumen516 halamanms300 SeriesqHerbert Quispe RjsBelum ada peringkat
- Electrical Machines DemystifiedDokumen6 halamanElectrical Machines DemystifiedRishiSunariya50% (2)
- Encore 22 lb. Capacity Front Load DryerDokumen2 halamanEncore 22 lb. Capacity Front Load Dryermairimsp2003Belum ada peringkat
- Classification of Thyristor Commutation TechniquesDokumen11 halamanClassification of Thyristor Commutation TechniquesUmar MurtazaBelum ada peringkat
- MATE 280 Characterization of Powders and Porous MaterialsDokumen65 halamanMATE 280 Characterization of Powders and Porous MaterialsAnissa Adiwena100% (1)
- Mahle GrafalDokumen273 halamanMahle GrafalErnesto CruzaltaBelum ada peringkat
- Pressue CompensatorDokumen2 halamanPressue CompensatorMahmud MaherBelum ada peringkat
- Costa Hosh - SP Final DraftDokumen10 halamanCosta Hosh - SP Final Draftapi-551407564Belum ada peringkat
- Improved procedures for separating crystals from the meltDokumen10 halamanImproved procedures for separating crystals from the meltAna Mariel VenturaBelum ada peringkat
- 1 s2.0 S0165237019300294 Main PDFDokumen11 halaman1 s2.0 S0165237019300294 Main PDFNatashaA.CuencaSchillingBelum ada peringkat
- Back To Basics - RTO MediaDokumen2 halamanBack To Basics - RTO Mediaguardsman3Belum ada peringkat
- Lista Precios Ahu Mas Accesorios Sinclair 2020Dokumen80 halamanLista Precios Ahu Mas Accesorios Sinclair 2020Jonathan ArboledaBelum ada peringkat
- GEA PHE NT enDokumen2 halamanGEA PHE NT enVLASTAR100% (2)
- BIOCNGDokumen23 halamanBIOCNGDhruva DBelum ada peringkat
- Aoc 712sa+Service+ManualDokumen50 halamanAoc 712sa+Service+ManualGiovanny Gregorio Gonzalez SanchezBelum ada peringkat
- Psychrometric Chart ReadingDokumen10 halamanPsychrometric Chart ReadingEzakiman OtanimBelum ada peringkat
- Equity Research Report On Bajaj Finserv LTD Authored By: Mohammad Reza PoyaDokumen6 halamanEquity Research Report On Bajaj Finserv LTD Authored By: Mohammad Reza Poyashraddha anandBelum ada peringkat
- पश्चिम रेलवे के सवारी डिब्बा कारखाने की सितंबर 2021 रिपोर्टDokumen50 halamanपश्चिम रेलवे के सवारी डिब्बा कारखाने की सितंबर 2021 रिपोर्टsseab lplBelum ada peringkat
- EBARA Company ProfileDokumen11 halamanEBARA Company ProfileMohamed IbrahimBelum ada peringkat
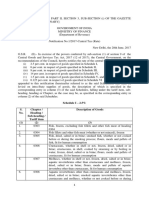
- Notification 1 2017 For CGST Rate ScheduleDokumen74 halamanNotification 1 2017 For CGST Rate ScheduleIti CglBelum ada peringkat
- CT Saturation and Its Influence On Protective Relays: Roberto Cimadevilla, Ainhoa FernándezDokumen22 halamanCT Saturation and Its Influence On Protective Relays: Roberto Cimadevilla, Ainhoa FernándezANTONIO SOLISBelum ada peringkat
- Air Compressor Presentation 1.1Dokumen20 halamanAir Compressor Presentation 1.1ROBERTO FELIX RUEDASBelum ada peringkat
- Concept of Microgrid AND Evolution of Smart Grid: Dileep GDokumen45 halamanConcept of Microgrid AND Evolution of Smart Grid: Dileep GDileep GBelum ada peringkat
- Industrial Statistics Nepal 2069 70Dokumen84 halamanIndustrial Statistics Nepal 2069 70Koshish AcharyaBelum ada peringkat
- SKF TIH 030M - 230V SpecificationDokumen3 halamanSKF TIH 030M - 230V SpecificationÇAĞATAY ÇALIŞKANBelum ada peringkat
- Switch and Types of Switch: What Is A Switch?Dokumen5 halamanSwitch and Types of Switch: What Is A Switch?Swagat PradhanBelum ada peringkat
- Transistor and Thyristor (SCR) Replacement For 1336 Plus, Plus Ii, Force, Impact and REGEN DrivesDokumen6 halamanTransistor and Thyristor (SCR) Replacement For 1336 Plus, Plus Ii, Force, Impact and REGEN DrivesgeniunetBelum ada peringkat