Anda mungkin juga menyukai
- Heat Transfer in Polymer Composite Materials: Forming ProcessesDari EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardBelum ada peringkat
- Structural and Electrical Properties of La SR Co Fe O Powders Synthesized by Solid State ReactionDokumen8 halamanStructural and Electrical Properties of La SR Co Fe O Powders Synthesized by Solid State ReactionShivaraj SubramaniamBelum ada peringkat
- Ceramic Composites With Improved Thermo-MechanicalDokumen7 halamanCeramic Composites With Improved Thermo-MechanicalMihai MarinBelum ada peringkat
- Spark Plasma Sintering and Mechanical Behaviour of ZrC-Based CompositesDokumen4 halamanSpark Plasma Sintering and Mechanical Behaviour of ZrC-Based CompositesIbrahim KaymakBelum ada peringkat
- Sem-Assisted Thermophysical and Mechanical Properties of Sintered Mgo-Zro CompositeDokumen9 halamanSem-Assisted Thermophysical and Mechanical Properties of Sintered Mgo-Zro CompositeDeasy Ovi HarsachatriBelum ada peringkat
- Synthesis and Characterization of NiMn2O4 Nanoparticles Using GelatinDokumen4 halamanSynthesis and Characterization of NiMn2O4 Nanoparticles Using GelatinS Karlina SBelum ada peringkat
- Sintering Behavior and Microwave Dielectric Properties of Nano Alpha-AluminaDokumen4 halamanSintering Behavior and Microwave Dielectric Properties of Nano Alpha-AluminaGusti EricsandraBelum ada peringkat
- Microstructures and Mechanical Properties of Tial Alloy Prepared by Spark Plasma SinteringDokumen5 halamanMicrostructures and Mechanical Properties of Tial Alloy Prepared by Spark Plasma SinteringSofiane TaaneBelum ada peringkat
- Mechanical Properties of Al-14Si-2.5Cu-0.5Mg Aluminum-Silicon P/M AlloyDokumen5 halamanMechanical Properties of Al-14Si-2.5Cu-0.5Mg Aluminum-Silicon P/M AlloySathwikRaoBelum ada peringkat
- ccl4 PDFDokumen6 halamanccl4 PDFن ممBelum ada peringkat
- Synthesis, Sintering and Impedance Spectroscopy of 8 Mol% Yttria-Doped Ceria Solid ElectrolyteDokumen7 halamanSynthesis, Sintering and Impedance Spectroscopy of 8 Mol% Yttria-Doped Ceria Solid ElectrolyteABHISHEK SINGH MSMEBelum ada peringkat
- Preparation of CuFe2O4 SiO2 Nanocomposite by Sol-Gel MethodDokumen9 halamanPreparation of CuFe2O4 SiO2 Nanocomposite by Sol-Gel MethodAlin DrucBelum ada peringkat
- Effect of SN Addition On Glassy Si-Te Bulk SampleDokumen5 halamanEffect of SN Addition On Glassy Si-Te Bulk SampleJagan KbBelum ada peringkat
- Paper Xerogels For Ceramic ConferenceDokumen9 halamanPaper Xerogels For Ceramic Conferencefahril abdjanBelum ada peringkat
- Al2O3-NbC Nanocomposites P...Dokumen22 halamanAl2O3-NbC Nanocomposites P...nilrudraBelum ada peringkat
- Development of Polymer-Ceramic Composites For Improved Fire ResistanceDokumen7 halamanDevelopment of Polymer-Ceramic Composites For Improved Fire ResistanceSang GarudaBelum ada peringkat
- Desulfurization of Synthetic SlagDokumen10 halamanDesulfurization of Synthetic Slagjagadish mahataBelum ada peringkat
- Effect of Fabrication Method On Microstructure and Properties of Al O - Tic CompositesDokumen5 halamanEffect of Fabrication Method On Microstructure and Properties of Al O - Tic CompositescanilkumarrichithaBelum ada peringkat
- 1 s2.0 S135964621730101X MainDokumen5 halaman1 s2.0 S135964621730101X MainAna-Maria DucuBelum ada peringkat
- Mgal O Ceramics Doped With Rare Earth Ions: Synthesis and Luminescent PropertiesDokumen6 halamanMgal O Ceramics Doped With Rare Earth Ions: Synthesis and Luminescent PropertiesadeelumerBelum ada peringkat
- MgO - SiO2 - H2ODokumen12 halamanMgO - SiO2 - H2Oaemp2009100% (1)
- Oxidation Mechanism of C in MgO-C Refractory BricksDokumen1 halamanOxidation Mechanism of C in MgO-C Refractory BricksGisele SilBelum ada peringkat
- Discrete Element Simulation of Powder Metallurgy Manufacturing Process of Metal-Ceramic CompositesDokumen2 halamanDiscrete Element Simulation of Powder Metallurgy Manufacturing Process of Metal-Ceramic CompositesNermin RedžićBelum ada peringkat
- Low Temperature Aerosol Synthesis (LTAS) of Nanostructured Alumina ParticlesDokumen4 halamanLow Temperature Aerosol Synthesis (LTAS) of Nanostructured Alumina ParticlesnevedemjoiBelum ada peringkat
- Effect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFDokumen9 halamanEffect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFashu05.mech918Belum ada peringkat
- Acikbas Alfa Beta SialonDokumen7 halamanAcikbas Alfa Beta SialonBabcsánné Kiss JuditBelum ada peringkat
- Metals 10 01087 v2Dokumen15 halamanMetals 10 01087 v2Rameesha ImtiazBelum ada peringkat
- Dynamic Mechanical and Thermal Properties of Jute Nano Fibre Reinforced Polymer CompositeDokumen6 halamanDynamic Mechanical and Thermal Properties of Jute Nano Fibre Reinforced Polymer CompositeMukul AzadBelum ada peringkat
- 2018 Grabowski Et Al. - Anisotropy of Thermal Expansion of 3Y-TZP, α-Al2O3 and Composites From 3Y-TZP - α-Al 2 O 3 SystemDokumen10 halaman2018 Grabowski Et Al. - Anisotropy of Thermal Expansion of 3Y-TZP, α-Al2O3 and Composites From 3Y-TZP - α-Al 2 O 3 Systemnorthpole_plBelum ada peringkat
- Thermoelectric Properties of SrTiO3Dokumen6 halamanThermoelectric Properties of SrTiO3Deepanshu SrivastavaBelum ada peringkat
- Paper 1Dokumen10 halamanPaper 1ibrahim mustapha AlibeBelum ada peringkat
- Influence of Warm-Working On Quality of AISI 1015 Carbon SteelDokumen7 halamanInfluence of Warm-Working On Quality of AISI 1015 Carbon SteelRicho Firdaus TumanggorBelum ada peringkat
- Journal of Alloys and CompoundsDokumen10 halamanJournal of Alloys and CompoundsHuckkey HuBelum ada peringkat
- Tensile, Creep, and ABI Tests On Sn5%Sb Solder PDFDokumen8 halamanTensile, Creep, and ABI Tests On Sn5%Sb Solder PDFeid elsayedBelum ada peringkat
- SPS Sintering of Silicon Nitride With Uoride Additive: CeramicsDokumen6 halamanSPS Sintering of Silicon Nitride With Uoride Additive: CeramicsThanh DinhBelum ada peringkat
- Myung Heat TreatmentDokumen9 halamanMyung Heat TreatmentBabcsánné Kiss JuditBelum ada peringkat
- Effects of Phosphorous-Doping and High Temperature Annealing On CVD Grown 3C-SicDokumen12 halamanEffects of Phosphorous-Doping and High Temperature Annealing On CVD Grown 3C-SicBlade8Belum ada peringkat
- Materials 12 01486Dokumen8 halamanMaterials 12 01486Jimmy MirandaBelum ada peringkat
- Improved Ionic Conductivity of MgM4P6O24 (M HF, ZR) Ceramic Solid - State Electrolytes by Sol-Gel SynthesisDokumen10 halamanImproved Ionic Conductivity of MgM4P6O24 (M HF, ZR) Ceramic Solid - State Electrolytes by Sol-Gel SynthesisMohammed AdamuBelum ada peringkat
- Substituted Cobalt Ferrites For Sensors ApplicationsDokumen5 halamanSubstituted Cobalt Ferrites For Sensors ApplicationsAlin DrucBelum ada peringkat
- The Effect of Al Particles Size On The Thermal Behavior and Kinetics of Al-MnO2 Thermite SystemDokumen11 halamanThe Effect of Al Particles Size On The Thermal Behavior and Kinetics of Al-MnO2 Thermite Systemmiramirjafari2Belum ada peringkat
- Study of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)Dokumen15 halamanStudy of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)eidelsayedBelum ada peringkat
- MODELLING CR CONTAINING 0391-ZhangDokumen12 halamanMODELLING CR CONTAINING 0391-ZhangRunkitoBelum ada peringkat
- Hydrothermal Corrosion Resistance of Silicon Nitride With O'-Sialon Grain Boundary PhaseDokumen7 halamanHydrothermal Corrosion Resistance of Silicon Nitride With O'-Sialon Grain Boundary PhaseThanh DinhBelum ada peringkat
- Direct Correlation Between Modulus and The Crystalline Structure in Isotactic PolypropyleneDokumen13 halamanDirect Correlation Between Modulus and The Crystalline Structure in Isotactic PolypropyleneVeeturiVarunBelum ada peringkat
- Aleaciones 7000 AlDokumen20 halamanAleaciones 7000 AlDavid FellinBelum ada peringkat
- Gra Eve 2020Dokumen7 halamanGra Eve 2020AYUSH SINGH IET Lucknow StudentBelum ada peringkat
- TensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFDokumen10 halamanTensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFeid elsayedBelum ada peringkat
- Sintering of Silica-Nickel NanocompositesDokumen5 halamanSintering of Silica-Nickel NanocompositesInternational Journal of Research in Engineering and ScienceBelum ada peringkat
- Dielectric Spectroscopyon Bi 3 ZN 2 SB 3 O14Dokumen8 halamanDielectric Spectroscopyon Bi 3 ZN 2 SB 3 O14Subham AdhikariBelum ada peringkat
- Development and Characterization of NiTiCu Alloy Using Powder Metallurgy RouteDokumen14 halamanDevelopment and Characterization of NiTiCu Alloy Using Powder Metallurgy RouteInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Br62 2017 Jour Mater SciDokumen11 halamanBr62 2017 Jour Mater SciMiodrag MilutinovBelum ada peringkat
- Óxido Ternarios Por Preparación CeramicDokumen13 halamanÓxido Ternarios Por Preparación CeramicAlifhers Salim Mestra AcostaBelum ada peringkat
- Brief Science PaperDokumen7 halamanBrief Science PaperTrần NamBelum ada peringkat
- Effect of Thermal Exposure On Strength of ZrB2-Based Composites With Nano-SizedDokumen8 halamanEffect of Thermal Exposure On Strength of ZrB2-Based Composites With Nano-Sizedsa_noghabaeeBelum ada peringkat
- Microstructure and Fracture-Mechanical Properties of Carbon Derived Si N + Sic NanomaterialsDokumen5 halamanMicrostructure and Fracture-Mechanical Properties of Carbon Derived Si N + Sic NanomaterialsviniciushiperBelum ada peringkat
- Kumpulan Jurnal Nano MagnetDokumen120 halamanKumpulan Jurnal Nano MagnetRachmad Almi PutraBelum ada peringkat
- Effect of MgCl2 Addition On The Sintering Behavior of MgAl2O4 Spinel and Formation of Nano-ParticlesDokumen12 halamanEffect of MgCl2 Addition On The Sintering Behavior of MgAl2O4 Spinel and Formation of Nano-ParticlesJarek PlaszczycaBelum ada peringkat
- Chen 2012Dokumen6 halamanChen 2012Rida BabarBelum ada peringkat
- Environmental Impact of ConcreteDokumen6 halamanEnvironmental Impact of ConcreteradoslavoffBelum ada peringkat
- Admixtures in ConcreteDokumen15 halamanAdmixtures in ConcreteSundara LingamBelum ada peringkat
- Si/C/N Nanocomposite Powders With Al (And Y) Additives Obtained by Laser Spray Pyrolysis of Organometallic CompoundsDokumen8 halamanSi/C/N Nanocomposite Powders With Al (And Y) Additives Obtained by Laser Spray Pyrolysis of Organometallic CompoundsradoslavoffBelum ada peringkat
- Hot Isostatic Pressing CeramicsDokumen4 halamanHot Isostatic Pressing CeramicsradoslavoffBelum ada peringkat
- Hpo Professional Ethics enDokumen331 halamanHpo Professional Ethics enradoslavoffBelum ada peringkat
- ZR O2Dokumen25 halamanZR O2radoslavoffBelum ada peringkat
- Stability of Phases The Si-C-N-0 System: Harue Wada, Ming-Jong Wang, and Tseng-Ying Tien"Dokumen4 halamanStability of Phases The Si-C-N-0 System: Harue Wada, Ming-Jong Wang, and Tseng-Ying Tien"radoslavoffBelum ada peringkat
- Springs: All India Distributer of NienhuisDokumen35 halamanSprings: All India Distributer of NienhuisIrina DroliaBelum ada peringkat
- Study and Interpretation of The ScoreDokumen10 halamanStudy and Interpretation of The ScoreDwightPile-GrayBelum ada peringkat
- FINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Dokumen45 halamanFINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Edmar Cielo SarmientoBelum ada peringkat
- 01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgDokumen202 halaman01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgေအာင္ ရွင္း သန္ ့Belum ada peringkat
- BAMDokumen111 halamanBAMnageswara_mutyalaBelum ada peringkat
- Chapter 13 Current Liabilities Test Bank Versi 2Dokumen72 halamanChapter 13 Current Liabilities Test Bank Versi 2Slamet Tri PrastyoBelum ada peringkat
- Post Renaissance Architecture in EuropeDokumen10 halamanPost Renaissance Architecture in Europekali_007Belum ada peringkat
- Session 10. Value Proposition.Dokumen69 halamanSession 10. Value Proposition.Bibhu R. TuladharBelum ada peringkat
- The DIRKS Methodology: A User GuideDokumen285 halamanThe DIRKS Methodology: A User GuideJesus Frontera100% (2)
- Scoring Rucric Lecture Eassess2.docx NewDokumen6 halamanScoring Rucric Lecture Eassess2.docx NewMaica Ann Joy SimbulanBelum ada peringkat
- SPFL Monitoring ToolDokumen3 halamanSPFL Monitoring ToolAnalyn EnriquezBelum ada peringkat
- QAU TTS Form Annual AssessmentDokumen6 halamanQAU TTS Form Annual AssessmentsohaibtarikBelum ada peringkat
- TechBridge TCP ServiceNow Business Case - Group 6Dokumen9 halamanTechBridge TCP ServiceNow Business Case - Group 6Takiyah Shealy100% (1)
- Norman, K. R., Pali Philology & The Study of BuddhismDokumen13 halamanNorman, K. R., Pali Philology & The Study of BuddhismkhrinizBelum ada peringkat
- Aircraft Wiring Degradation StudyDokumen275 halamanAircraft Wiring Degradation Study320338Belum ada peringkat
- Operating Instructions: Rotary Lobe PumpDokumen77 halamanOperating Instructions: Rotary Lobe PumpRuslan SlusarBelum ada peringkat
- Essays of Warren Buffett - Lessons For Corporate America by Lawrence Cunningham - The Rabbit HoleDokumen3 halamanEssays of Warren Buffett - Lessons For Corporate America by Lawrence Cunningham - The Rabbit Holebrijsing0% (1)
- LU 5.1 ElectrochemistryDokumen32 halamanLU 5.1 ElectrochemistryNurAkila Mohd YasirBelum ada peringkat
- Vq40de Service ManualDokumen257 halamanVq40de Service Manualjaumegus100% (4)
- Advanced Oil Gas Accounting International Petroleum Accounting International Petroleum Operations MSC Postgraduate Diploma Intensive Full TimeDokumen70 halamanAdvanced Oil Gas Accounting International Petroleum Accounting International Petroleum Operations MSC Postgraduate Diploma Intensive Full TimeMoheieldeen SamehBelum ada peringkat
- Vest3000mkii TurntableDokumen16 halamanVest3000mkii TurntableElkin BabiloniaBelum ada peringkat
- Microsoft Powerpoint BasicsDokumen20 halamanMicrosoft Powerpoint BasicsJonathan LocsinBelum ada peringkat
- What Is The PCB Shelf Life Extending The Life of PCBsDokumen9 halamanWhat Is The PCB Shelf Life Extending The Life of PCBsjackBelum ada peringkat
- DBM Uv W ChartDokumen2 halamanDBM Uv W ChartEddie FastBelum ada peringkat
- Rapp 2011 TEREOS GBDokumen58 halamanRapp 2011 TEREOS GBNeda PazaninBelum ada peringkat
- Kootenay Lake Pennywise April 26, 2016Dokumen48 halamanKootenay Lake Pennywise April 26, 2016Pennywise PublishingBelum ada peringkat
- Learning Competency PDFDokumen1 halamanLearning Competency PDFLEOMAR PEUGALBelum ada peringkat
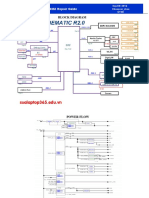
- Asus x453Dokumen5 halamanAsus x453Rhiry Ntuh AthryBelum ada peringkat
- JIMMA Electrical&ComputerEngDokumen219 halamanJIMMA Electrical&ComputerEngTewodros71% (7)
- EPMS System Guide For Subcontractor - V1 2Dokumen13 halamanEPMS System Guide For Subcontractor - V1 2AdouaneNassim100% (2)