Anda mungkin juga menyukai
- 1.2. BTR - Lubrication NotesDokumen17 halaman1.2. BTR - Lubrication Notesvishnu vishnu G.T.Belum ada peringkat
- Basic of Oil AnalisisDokumen21 halamanBasic of Oil AnalisisPatricia MenaBelum ada peringkat
- Lubricant Condition Monitoring: Why The Lubricants MonitoringDokumen14 halamanLubricant Condition Monitoring: Why The Lubricants Monitoringrbdubey2020Belum ada peringkat
- PT Tiara WebinarDokumen155 halamanPT Tiara Webinardhavit wijayantoBelum ada peringkat
- ISO 6743-12 - 1989 - Part. 12 - Family Q - Heat Transfer FluidsDokumen4 halamanISO 6743-12 - 1989 - Part. 12 - Family Q - Heat Transfer FluidsMassimiliano VolaBelum ada peringkat
- Section 5 - Fuel, Lubricating Oil, and CoolantDokumen11 halamanSection 5 - Fuel, Lubricating Oil, and CoolantRamon100% (1)
- Calcium Sulfonate Grease vs. Lithium ComplexDokumen5 halamanCalcium Sulfonate Grease vs. Lithium ComplexTawfiq ZidanBelum ada peringkat
- Natural Gas Engines LubricationDokumen9 halamanNatural Gas Engines Lubricationjameel babooramBelum ada peringkat
- LZ 360 - Fluid Technology - IGO N OGL - Z124Dokumen45 halamanLZ 360 - Fluid Technology - IGO N OGL - Z124tiến thử huỳnhBelum ada peringkat
- Synthetic Gear Oil SelectionDokumen9 halamanSynthetic Gear Oil Selectionsmallik3Belum ada peringkat
- KITTIWAKE MA-K27468-KW Oil Test Solutions Iss 10 Single Pages SmallDokumen6 halamanKITTIWAKE MA-K27468-KW Oil Test Solutions Iss 10 Single Pages SmallCorina StanculescuBelum ada peringkat
- Oil and Your EngineDokumen39 halamanOil and Your EngineMillet westBelum ada peringkat
- Design Engineer's Guide - Selecting A Lubricant For Ball ScrewsDokumen10 halamanDesign Engineer's Guide - Selecting A Lubricant For Ball ScrewsDat RomanBelum ada peringkat
- Material Science: BY:-Prerna AgrawalDokumen13 halamanMaterial Science: BY:-Prerna AgrawalPrerna AgrawalBelum ada peringkat
- Lubricants For Buses and TrucksDokumen16 halamanLubricants For Buses and Trucksvijay9994Belum ada peringkat
- Technology Forum - Indoneusa - Gas Engines (Oct.2014) V2Dokumen42 halamanTechnology Forum - Indoneusa - Gas Engines (Oct.2014) V2Frana HadiBelum ada peringkat
- Lubrication TechnologyDokumen3 halamanLubrication TechnologymaheshBelum ada peringkat
- Base Stocks 基础油Dokumen18 halamanBase Stocks 基础油Yesica RozoBelum ada peringkat
- Chapter 6 LubricationDokumen24 halamanChapter 6 Lubricationchala nigussieBelum ada peringkat
- 12B OilAnalysisDokumen2 halaman12B OilAnalysisMuhamad BadarBelum ada peringkat
- STLE ORG:BOK:LS:Additives:Boundary Lubricity Additives TLT Article Sept09Dokumen8 halamanSTLE ORG:BOK:LS:Additives:Boundary Lubricity Additives TLT Article Sept09Dr. Stan Wardel BA, MA, MChem, MBA, DPhil, DSc.Belum ada peringkat
- Mil L 2105DDokumen17 halamanMil L 2105Dkamal arabBelum ada peringkat
- Whitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFDokumen4 halamanWhitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFAhmed El-ShafeiBelum ada peringkat
- Shell Turbo T46 PDFDokumen2 halamanShell Turbo T46 PDFdionisio emilio reyes jimenezBelum ada peringkat
- LO Analysis InterpretationDokumen36 halamanLO Analysis InterpretationPatrickBelum ada peringkat
- Limit Values For LubricantsDokumen28 halamanLimit Values For LubricantsSindley LimaferBelum ada peringkat
- Seaworthy.: A Selection of Lubricants For Marine and Offshore ApplicationsDokumen20 halamanSeaworthy.: A Selection of Lubricants For Marine and Offshore ApplicationsEduardo CastilloBelum ada peringkat
- Natural Gas Engine Lubrication and Oil Analysis - A Primer in Predictive Maintenance and Condition MonitoringDokumen7 halamanNatural Gas Engine Lubrication and Oil Analysis - A Primer in Predictive Maintenance and Condition Monitoringsatya_chaganti100% (1)
- The Effects of Soot-Contaminated Engine Oil On Wear and FrictionDokumen22 halamanThe Effects of Soot-Contaminated Engine Oil On Wear and FrictionAssimilator1Belum ada peringkat
- Using Membrane Patch Color 1708408Dokumen8 halamanUsing Membrane Patch Color 1708408Hesham MahdyBelum ada peringkat
- How To Select and Service Turbine OilsDokumen5 halamanHow To Select and Service Turbine OilsmvanzijpBelum ada peringkat
- Lubricants FinalDokumen18 halamanLubricants FinalRonak GandhiBelum ada peringkat
- Lubrication SystemsDokumen9 halamanLubrication SystemsCeno EdwinBelum ada peringkat
- Splash Lubrication PDFDokumen32 halamanSplash Lubrication PDFRajender KumarBelum ada peringkat
- tr0199990210510 - en Oil GDokumen26 halamantr0199990210510 - en Oil GSojib hossainBelum ada peringkat
- EIC N 1001 0 Hydraulic FluidsDokumen13 halamanEIC N 1001 0 Hydraulic FluidsCharitha LiyanagamaBelum ada peringkat
- ANALEX PQL Datasheet PDFDokumen2 halamanANALEX PQL Datasheet PDFmaye palominoBelum ada peringkat
- Diesel Engine LubricationDokumen28 halamanDiesel Engine LubricationBrian ASBelum ada peringkat
- Lubrication of Power Plant Equipment PDFDokumen34 halamanLubrication of Power Plant Equipment PDFRavinder SharmaBelum ada peringkat
- Overview of Rotating Disc Electrode (RDE) Optical Emission Spectroscopy For In-Service Oil AnalysisDokumen6 halamanOverview of Rotating Disc Electrode (RDE) Optical Emission Spectroscopy For In-Service Oil AnalysisenioleaoBelum ada peringkat
- Viscosity and Viscosity ModifiersDokumen37 halamanViscosity and Viscosity ModifiersmaiatostiBelum ada peringkat
- Shell Turbo T PDFDokumen3 halamanShell Turbo T PDFrehmanBelum ada peringkat
- Bio-Based Hydraulic FluidsDokumen50 halamanBio-Based Hydraulic FluidsAnibal Rios100% (1)
- Synthetics Lubricant Basestock Brochure - ExxonMobilDokumen13 halamanSynthetics Lubricant Basestock Brochure - ExxonMobilRafael Nakazato RecioBelum ada peringkat
- Lube Oil AnalysisDokumen8 halamanLube Oil AnalysisVuthpalachaitanya KrishnaBelum ada peringkat
- Wear Particle Analysis of OilDokumen7 halamanWear Particle Analysis of OilChandan KumarBelum ada peringkat
- Performance Evaluation of New and In-Service Turbine Oils: Turbine Oil Stability Test (TOST) ASTM D943Dokumen2 halamanPerformance Evaluation of New and In-Service Turbine Oils: Turbine Oil Stability Test (TOST) ASTM D943Gautam BandyopadhyayBelum ada peringkat
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Dokumen46 halamanUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaBelum ada peringkat
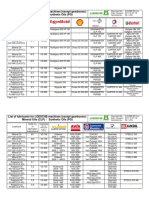
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Dokumen8 halamanList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaBelum ada peringkat
- Cummins Oil Specifying 2017 PDFDokumen5 halamanCummins Oil Specifying 2017 PDFfneelav100% (1)
- Bab2 LubricationDokumen29 halamanBab2 LubricationFirdaus ZahariBelum ada peringkat
- MAN 270 Diesel Engine Oil: Products For The Specification Approved by NameDokumen2 halamanMAN 270 Diesel Engine Oil: Products For The Specification Approved by NameSyed JunaidBelum ada peringkat
- LubricationDokumen22 halamanLubricationEvílBoyViswaBelum ada peringkat
- What Is Oil Analysis - Bob Is The Oil GuyDokumen5 halamanWhat Is Oil Analysis - Bob Is The Oil Guyadalcayde2514Belum ada peringkat
- 100 Ways To Improve Your Lubrication ProgramDokumen29 halaman100 Ways To Improve Your Lubrication ProgramManne RajuBelum ada peringkat
- Lubricants and LubricationDokumen5 halamanLubricants and LubricationsafowanBelum ada peringkat
- D4741Dokumen8 halamanD4741rimi7alBelum ada peringkat
- Lubricant GlossaryDokumen8 halamanLubricant GlossaryAli KhanBelum ada peringkat
- Fuel DilutionDokumen18 halamanFuel DilutionMuHaZir0% (1)
- Varnis AcrDokumen9 halamanVarnis AcrAcademia de ConfiabilidadBelum ada peringkat
- Oelchecker Sommer2017 EN PDFDokumen8 halamanOelchecker Sommer2017 EN PDFAzhar1109Belum ada peringkat
- Oelchecker Winter 2016 enDokumen5 halamanOelchecker Winter 2016 enAzhar1109Belum ada peringkat
- Tech Trol Gold Synthetic LubricantDokumen2 halamanTech Trol Gold Synthetic LubricantAzhar1109Belum ada peringkat
- 2017 Gps Product CatalogDokumen60 halaman2017 Gps Product CatalogAzhar1109100% (1)
- Total - LUB - Industrial Apps - 2013 PDFDokumen20 halamanTotal - LUB - Industrial Apps - 2013 PDFAzhar1109100% (1)
- Solving Varnish ProblemDokumen7 halamanSolving Varnish ProblemAzhar1109Belum ada peringkat
- AN57 Used Lubricating Oil Analysis by FT-IRDokumen3 halamanAN57 Used Lubricating Oil Analysis by FT-IRAzhar1109Belum ada peringkat
- Turbine FundamentalsDokumen75 halamanTurbine FundamentalsingeniraBelum ada peringkat
- Test Selection and Frequency Guidelines: Fluid Properties Contamination Wear DebrisDokumen1 halamanTest Selection and Frequency Guidelines: Fluid Properties Contamination Wear DebrisAzhar1109100% (1)
- Turbine Oil Monitoring PDFDokumen23 halamanTurbine Oil Monitoring PDFAzhar1109100% (1)
- Bermuda Electric: Reliability Journey Into Unchartered WatersDokumen4 halamanBermuda Electric: Reliability Journey Into Unchartered WatersAzhar1109Belum ada peringkat
- Lab3E8 - Series and Parallel PumpDokumen8 halamanLab3E8 - Series and Parallel PumpRaied Basam0% (1)
- Ashrae 90.1-2010Dokumen92 halamanAshrae 90.1-2010asarlakBelum ada peringkat
- Dryers: DRYERS - Are Equipment Used For Producing A Dry Solid Product From A Wet Feed General Types of DryersDokumen5 halamanDryers: DRYERS - Are Equipment Used For Producing A Dry Solid Product From A Wet Feed General Types of DryersTristan Paul Guerra OrodioBelum ada peringkat
- Electrodynamics Class NotesDokumen237 halamanElectrodynamics Class NotesSwashy Yadav80% (5)
- W22 Homework #8 AnwsersDokumen4 halamanW22 Homework #8 Anwsersiamayesha725Belum ada peringkat
- Approximation Methods: Physics 130B, UCSD Fall 2009Dokumen90 halamanApproximation Methods: Physics 130B, UCSD Fall 2009Luz PeñaBelum ada peringkat
- Biblioteca Ingenieria Petrolera 2015Dokumen54 halamanBiblioteca Ingenieria Petrolera 2015margaritaBelum ada peringkat
- Catalogo Bticino de InterruptoresDokumen1 halamanCatalogo Bticino de InterruptoresEdgar David Becerra GomezBelum ada peringkat
- Differential Gear MechanismDokumen32 halamanDifferential Gear MechanismMohammad Amir100% (2)
- FILE 51 Use of Grinder or Angle GrinderDokumen1 halamanFILE 51 Use of Grinder or Angle GrinderJonathan BobadillaBelum ada peringkat
- EPSRC Thermal Management Sheffield Drying Tech Feb 2010 PDFDokumen50 halamanEPSRC Thermal Management Sheffield Drying Tech Feb 2010 PDFVampireSuicideBelum ada peringkat
- The Bearing Capacity Evaluations of A Spread Footing On Single Thick Stratum or Two-Layered Cohesive SoilsDokumen19 halamanThe Bearing Capacity Evaluations of A Spread Footing On Single Thick Stratum or Two-Layered Cohesive SoilsJohnclaude ChamandiBelum ada peringkat
- NSGAFÖU 1,8/3 KV: Product InformationDokumen3 halamanNSGAFÖU 1,8/3 KV: Product InformationAttila HorvathBelum ada peringkat
- Air Circuit Breakers For The 21st Century: Catalogue No.'00-P55EDokumen4 halamanAir Circuit Breakers For The 21st Century: Catalogue No.'00-P55EAsif ShahBelum ada peringkat
- DX Service and MaintDokumen20 halamanDX Service and MaintCarlos MenaBelum ada peringkat
- CAT 323 DL 2013 LeafletDokumen20 halamanCAT 323 DL 2013 LeafletLuka BornaBelum ada peringkat
- Electromagnetic RadiationDokumen22 halamanElectromagnetic RadiationSelva Kumar0% (1)
- PWM Control IC: BM1P107FJDokumen30 halamanPWM Control IC: BM1P107FJArokiaraj RajBelum ada peringkat
- Instrumentation AssignmentDokumen5 halamanInstrumentation AssignmentShreyee PalBelum ada peringkat
- Drive-Technology: SDA - Spindle Direct Drive ActuatorDokumen19 halamanDrive-Technology: SDA - Spindle Direct Drive ActuatorYAKOVBelum ada peringkat
- CATERPILAR3516 1550-2200 BHPDokumen6 halamanCATERPILAR3516 1550-2200 BHPNadia AnandaBelum ada peringkat
- SolarPro2 4Dokumen100 halamanSolarPro2 4lgv2Belum ada peringkat
- Catalog Solar-PV String Inverters Hopewind V4.3.1Dokumen14 halamanCatalog Solar-PV String Inverters Hopewind V4.3.1Atiq SaberBelum ada peringkat
- Sungrow Hybrid SH5K-30 5kW Inverter ManualDokumen154 halamanSungrow Hybrid SH5K-30 5kW Inverter Manualraymknd gerard macarineBelum ada peringkat
- Decarbonization MagazineDokumen86 halamanDecarbonization MagazineSynergy IndustriesBelum ada peringkat
- DNV Maritime Forecast 2050 2021-WebDokumen82 halamanDNV Maritime Forecast 2050 2021-WebДмитрий Ганжа100% (1)
- Design and Simulation of A Sine Wave Inverter With PID Control For Nonlinear Load ApplicationsDokumen12 halamanDesign and Simulation of A Sine Wave Inverter With PID Control For Nonlinear Load ApplicationsReno ReoBelum ada peringkat
- ICE 160 230 0296 HammerDokumen119 halamanICE 160 230 0296 HammerRıfat BingülBelum ada peringkat
- 28 Psychrometric ProcessesDokumen19 halaman28 Psychrometric ProcessesPRASAD326100% (7)
- GT ManualDokumen10 halamanGT Manualsoldatbr4183Belum ada peringkat