Anda mungkin juga menyukai
- Pipe and Tube Manufacturing and Wire - Tube Drawing-1Dokumen51 halamanPipe and Tube Manufacturing and Wire - Tube Drawing-1jayBelum ada peringkat
- My ForgingDokumen20 halamanMy ForgingRam Janm SinghBelum ada peringkat
- Bulk Deformation Process Wire Rod Tube Drawing Ch6Dokumen51 halamanBulk Deformation Process Wire Rod Tube Drawing Ch6gereBelum ada peringkat
- Metal Casting ProcessesDokumen137 halamanMetal Casting ProcessesAditya KoutharapuBelum ada peringkat
- Examination of Steel Castings (ASME VIII Div 1)Dokumen3 halamanExamination of Steel Castings (ASME VIII Div 1)karuna346100% (1)
- V13N1 Inovative Lost Wax PDFDokumen22 halamanV13N1 Inovative Lost Wax PDFznaky1100% (1)
- Metrology Uniit IDokumen44 halamanMetrology Uniit Irramesh2k8712Belum ada peringkat
- Mechanical Properties of Charpy Impact TestDokumen14 halamanMechanical Properties of Charpy Impact TestMelvin Ariel BautistaBelum ada peringkat
- Manufacturing Process of FlangeDokumen15 halamanManufacturing Process of FlangeAbhijit Kudva100% (1)
- MT 2nd AssignmentDokumen72 halamanMT 2nd AssignmentDixitBelum ada peringkat
- Meca ProjectDokumen29 halamanMeca ProjectSahilye Geha100% (1)
- Cold Finished Stainless Steel Tube Technology Flow Chart: PilgeringDokumen6 halamanCold Finished Stainless Steel Tube Technology Flow Chart: PilgeringGonzalo MazaBelum ada peringkat
- Riview On Cold Drawing Process PDFDokumen7 halamanRiview On Cold Drawing Process PDFAmandeep Singh GujralBelum ada peringkat
- Forgings PDFDokumen23 halamanForgings PDFrrameshsmitBelum ada peringkat
- Drawing ProcessDokumen47 halamanDrawing ProcessMetalAnand Chelliah75% (4)
- Heat TreatmentDokumen26 halamanHeat TreatmentMirza Shaizad BegBelum ada peringkat
- Cast3 PDFDokumen67 halamanCast3 PDFyash guptaBelum ada peringkat
- Injection Moulding ProcessDokumen13 halamanInjection Moulding ProcessSACHIN SINGH 36Belum ada peringkat
- A Review On Springback Effect in Sheet Metal Forming ProcessDokumen7 halamanA Review On Springback Effect in Sheet Metal Forming ProcessantonytechnoBelum ada peringkat
- A Project Report On: TMT Bar Bending MachineDokumen46 halamanA Project Report On: TMT Bar Bending MachinePrajay BhavsarBelum ada peringkat
- Brinell TestDokumen4 halamanBrinell TestashprakBelum ada peringkat
- Internship Report On NDT Level 2Dokumen34 halamanInternship Report On NDT Level 2Mohammed SafwanBelum ada peringkat
- Butterfly Valve PrincipleDokumen2 halamanButterfly Valve PrincipleDevendra Bangar100% (1)
- Forging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingDokumen25 halamanForging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingAdityasinh DesaiBelum ada peringkat
- Plate Material SpecificationDokumen8 halamanPlate Material SpecificationKarthic KeyanBelum ada peringkat
- Hydraulic Bearing PullerDokumen4 halamanHydraulic Bearing PullerRvenkatesan Venkatesan100% (1)
- Essay Type Question & RTDokumen3 halamanEssay Type Question & RTRamesh NatarajanBelum ada peringkat
- Dockweiler Bpe DirectDokumen52 halamanDockweiler Bpe Directpradeep281001Belum ada peringkat
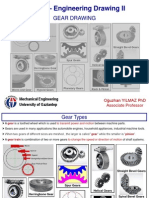
- Gear Drawing PDFDokumen12 halamanGear Drawing PDFpradeep315Belum ada peringkat
- Unit-V (Advanced Forming Processes)Dokumen30 halamanUnit-V (Advanced Forming Processes)Er Vishal Divya JagadaleBelum ada peringkat
- Report Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesDokumen44 halamanReport Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesAravind Srinivasan100% (1)
- BTM2133-Chapter 8 Surface MeasurementDokumen46 halamanBTM2133-Chapter 8 Surface MeasurementAswaja313Belum ada peringkat
- Production Engineering Lab VIII SemDokumen24 halamanProduction Engineering Lab VIII Semsunil kumawatBelum ada peringkat
- Powder Metallurgy: Basics & Applications Powder MetallurgyDokumen11 halamanPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiBelum ada peringkat
- Tensile Test PDFDokumen3 halamanTensile Test PDFRamona Mv M VBelum ada peringkat
- Quality Control in Welding Repair of Pelton RunnerDokumen8 halamanQuality Control in Welding Repair of Pelton RunnerDheeraj ThakurBelum ada peringkat
- Instruction Manual Water Chiller Model PRR 50 (N)Dokumen18 halamanInstruction Manual Water Chiller Model PRR 50 (N)kasper kasperBelum ada peringkat
- Sand Casting: Pouring Cup Cope Down Sprue RiserDokumen71 halamanSand Casting: Pouring Cup Cope Down Sprue Riservenkat4Belum ada peringkat
- Resume For R & D - Npd-Process EngineerDokumen5 halamanResume For R & D - Npd-Process EngineerpramodBelum ada peringkat
- Sem1WorkShop PDFDokumen8 halamanSem1WorkShop PDFGuddu RajputBelum ada peringkat
- Microsoft PowerPoint - 5-Sheet MetalworkingDokumen26 halamanMicrosoft PowerPoint - 5-Sheet MetalworkingRama SatriotamaBelum ada peringkat
- Tool and Fixture Design For UsersDokumen15 halamanTool and Fixture Design For UsersRahul KatnaBelum ada peringkat
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDokumen5 halamanA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BoseBelum ada peringkat
- Solidification Analysis of Investment Cast Knee Joint ImplantDokumen7 halamanSolidification Analysis of Investment Cast Knee Joint ImplantijsretBelum ada peringkat
- MGF Lab Manual-IIDokumen35 halamanMGF Lab Manual-IIdanielrita570Belum ada peringkat
- Hot MachiningDokumen5 halamanHot Machiningpavi32Belum ada peringkat
- Guide To Inspection & Maintenance of RCCDokumen16 halamanGuide To Inspection & Maintenance of RCCRahul NampalliwarBelum ada peringkat
- TM23 - Heat Treatment of Metals PDFDokumen32 halamanTM23 - Heat Treatment of Metals PDFAlessio NotariBelum ada peringkat
- Pascal Die Casting Machine SystemDokumen20 halamanPascal Die Casting Machine Systemenascimento32Belum ada peringkat
- Roll FormingDokumen5 halamanRoll FormingvundavilliravindraBelum ada peringkat
- Welded Pipe Manufacturing ProcessDokumen2 halamanWelded Pipe Manufacturing Processana danBelum ada peringkat
- Microstructure Examination of SteelDokumen8 halamanMicrostructure Examination of SteelYun Jian100% (1)
- CNG Bush DrawingDokumen1 halamanCNG Bush DrawingAnkur Agarwal Vedic AstrologerBelum ada peringkat
- Dieless Wire DrawingDokumen16 halamanDieless Wire DrawingRohit GothwalBelum ada peringkat
- Ce3481 Set1Dokumen3 halamanCe3481 Set1THIRUMALAIBelum ada peringkat
- Lab Manual Manufacturing Proccesses IIDokumen80 halamanLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- Calibration of Pressure GaugeDokumen4 halamanCalibration of Pressure Gaugeyash ajay kashidBelum ada peringkat
- Controlling The Heat Affected ZoneDokumen12 halamanControlling The Heat Affected ZoneUzorBelum ada peringkat
- Production of Seamless PipesDokumen5 halamanProduction of Seamless PipesSrikanth SrikantiBelum ada peringkat
- Literature On Boiler Tube Fitup by ExpandingDokumen17 halamanLiterature On Boiler Tube Fitup by Expandingakv030011Belum ada peringkat
- Assurance in A Television Set Software Project at Philips Semiconductors Is DescribedDokumen1 halamanAssurance in A Television Set Software Project at Philips Semiconductors Is DescribedNavneet SinghBelum ada peringkat
- Order Cycle: PurchasingDokumen1 halamanOrder Cycle: PurchasingNavneet SinghBelum ada peringkat
- BullwhipDokumen1 halamanBullwhipNavneet SinghBelum ada peringkat
- ManagementDokumen2 halamanManagementNavneet SinghBelum ada peringkat
- CoordinationDokumen1 halamanCoordinationNavneet SinghBelum ada peringkat
- Product Design As A Verb Is To Create A NewDokumen1 halamanProduct Design As A Verb Is To Create A NewNavneet SinghBelum ada peringkat
- MRPDokumen1 halamanMRPsaa5688dBelum ada peringkat
- RESUME TemplateDokumen1 halamanRESUME TemplateNavneet SinghBelum ada peringkat
- DaysDokumen1 halamanDaysNavneet SinghBelum ada peringkat
- Ielts Reading Listening Writing SpeakingDokumen1 halamanIelts Reading Listening Writing SpeakingNavneet SinghBelum ada peringkat
- 24Dokumen5 halaman24Gab VillahermosaBelum ada peringkat
- Spritual Power Is The Best Power in The World Go and Explore The WorldDokumen1 halamanSpritual Power Is The Best Power in The World Go and Explore The WorldNavneet SinghBelum ada peringkat
- MONTHSDokumen1 halamanMONTHSNavneet SinghBelum ada peringkat
- Reading Writing Listening Speaker Overall Band Individusl Score Words of Enlish in Different SynonymsDokumen1 halamanReading Writing Listening Speaker Overall Band Individusl Score Words of Enlish in Different SynonymsNavneet SinghBelum ada peringkat
- Colourfull Strong Healthy Delight Orphan Involvency Recluse ShutDokumen1 halamanColourfull Strong Healthy Delight Orphan Involvency Recluse ShutNavneet SinghBelum ada peringkat
- Reading Writing Listening Speaker Open Closement Facade Overall Band Individusl Score Words of Enlish in Different SynonymsDokumen1 halamanReading Writing Listening Speaker Open Closement Facade Overall Band Individusl Score Words of Enlish in Different SynonymsNavneet SinghBelum ada peringkat
- FictiousDokumen1 halamanFictiousNavneet SinghBelum ada peringkat
- Gigantic Values Bloom Hidden Talents Cosmopolitian Faint Secondary PrimaryDokumen1 halamanGigantic Values Bloom Hidden Talents Cosmopolitian Faint Secondary PrimaryNavneet SinghBelum ada peringkat
- Summer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible Range. Good Day Havr A Good DayDokumen1 halamanSummer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible Range. Good Day Havr A Good DayNavneet SinghBelum ada peringkat
- Reading Writing Listening Speaker Overall Band Individusl ScoreDokumen1 halamanReading Writing Listening Speaker Overall Band Individusl ScoreNavneet SinghBelum ada peringkat
- Topic of Choice Given To IndividualDokumen1 halamanTopic of Choice Given To IndividualNavneet SinghBelum ada peringkat
- Spritual Power Is The Best Power in The WorldDokumen1 halamanSpritual Power Is The Best Power in The WorldNavneet SinghBelum ada peringkat
- Colourfull Strong Healthy Delight Orphan Involvency Recluse Shuttrustable Trustworthy Loyal UnnderstandableDokumen1 halamanColourfull Strong Healthy Delight Orphan Involvency Recluse Shuttrustable Trustworthy Loyal UnnderstandableNavneet SinghBelum ada peringkat
- Sleep Well andDokumen1 halamanSleep Well andNavneet SinghBelum ada peringkat
- Summer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible RangeDokumen1 halamanSummer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible RangeNavneet SinghBelum ada peringkat
- NaturalDokumen1 halamanNaturalNavneet SinghBelum ada peringkat
- Summer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible Range. Good Day Havr A Good DayDokumen1 halamanSummer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible Range. Good Day Havr A Good DayNavneet SinghBelum ada peringkat
- Summer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible Range. Good Day Havr A Good DayDokumen1 halamanSummer Is Vey Much Hot Due To Globar Warming - Level Has To Be Kept Under The Permissible Range. Good Day Havr A Good DayNavneet SinghBelum ada peringkat
- SuccessDokumen1 halamanSuccessNavneet SinghBelum ada peringkat
- Good Knowledge Is A Key To Success Different Theories of Success Fitness Is The Joy of Change Listening To Good Music Is Best Way To Eliminate StressDokumen1 halamanGood Knowledge Is A Key To Success Different Theories of Success Fitness Is The Joy of Change Listening To Good Music Is Best Way To Eliminate StressNavneet SinghBelum ada peringkat
- Agricultural Structures - Slaughterhouse For Swine, Small TinangDokumen50 halamanAgricultural Structures - Slaughterhouse For Swine, Small TinangMyla Jane CalabioBelum ada peringkat
- Fosroc Bitucell: Constructive SolutionsDokumen2 halamanFosroc Bitucell: Constructive SolutionsIna RoseBelum ada peringkat
- Overview of Cost EstimatingDokumen17 halamanOverview of Cost EstimatingEli Ferreira100% (1)
- CHAPTER 1 Soil PropertiesDokumen27 halamanCHAPTER 1 Soil PropertiesLyzette LeanderBelum ada peringkat
- GSE CertificatesDokumen1 halamanGSE CertificatesOkan KalendarBelum ada peringkat
- Introduction To StairsDokumen13 halamanIntroduction To StairsShilpa BhargavaBelum ada peringkat
- Chemdur - 42 RHDokumen3 halamanChemdur - 42 RHICPL-RWPBelum ada peringkat
- HML Estimate Ambakanti ThandaDokumen22 halamanHML Estimate Ambakanti ThandanayaninikshilreddyBelum ada peringkat
- FormulaeDokumen10 halamanFormulaeCisum ErupBelum ada peringkat
- PWHT Exempt - PWHT Not RequiredDokumen12 halamanPWHT Exempt - PWHT Not RequiredShanmuga NavaneethanBelum ada peringkat
- The History of Investment Foundry ProcessDokumen11 halamanThe History of Investment Foundry ProcessVrinda NilotpalBelum ada peringkat
- 11L Psi NG Engine PartsDokumen75 halaman11L Psi NG Engine PartsPortable Power RayBelum ada peringkat
- Dorot S300 - English PDFDokumen48 halamanDorot S300 - English PDFarmando0212-1Belum ada peringkat
- Structural Standard Details: Construction NotesDokumen4 halamanStructural Standard Details: Construction Notesjohn rey toledo100% (1)
- GVAR210 Exploded ViewDokumen4 halamanGVAR210 Exploded ViewUEEBelum ada peringkat
- How To Build Your Own Recycled Plastic Bottle Greenhouse - Education ProjectDokumen6 halamanHow To Build Your Own Recycled Plastic Bottle Greenhouse - Education ProjectAn Energy-Efficient Solar-Heated Greenhouse100% (4)
- Construction Industry Intrnal AuditDokumen129 halamanConstruction Industry Intrnal AuditAlexandros Mavratsas100% (2)
- Bertrand Medioni: For The Degree Master of Science in Architecture Studies at The June, 1987Dokumen86 halamanBertrand Medioni: For The Degree Master of Science in Architecture Studies at The June, 1987Đào Duy TùngBelum ada peringkat
- 301.1 Qualifications of The DesignerDokumen2 halaman301.1 Qualifications of The DesignerAhmedBelum ada peringkat
- Polymold Catalog 2020Dokumen26 halamanPolymold Catalog 2020Sachin SampatBelum ada peringkat
- Excavator Maintenance ChartDokumen2 halamanExcavator Maintenance ChartAnandkumar Pokala89% (9)
- Ultra Hasta 120Dokumen52 halamanUltra Hasta 120dante barronBelum ada peringkat
- Internship Report MysoreDokumen29 halamanInternship Report MysoreDhanush SBelum ada peringkat
- Sika Waterbar® DWallDokumen2 halamanSika Waterbar® DWalldamithBelum ada peringkat
- Questions & Answers: Webinar: Leveraging Caesar Ii and Featools Featuring PRGDokumen8 halamanQuestions & Answers: Webinar: Leveraging Caesar Ii and Featools Featuring PRGMina MagdyBelum ada peringkat
- Calculating Design Loads For Residential Structures: Pdhonline Course S199 (4 PDH)Dokumen34 halamanCalculating Design Loads For Residential Structures: Pdhonline Course S199 (4 PDH)Vincent De GuzmanBelum ada peringkat
- Problem Set 2 V2Dokumen3 halamanProblem Set 2 V2RalphBelum ada peringkat
- S 3 DPCFDokumen20 halamanS 3 DPCFsure516vBelum ada peringkat
- Canal Regulation Works PDFDokumen56 halamanCanal Regulation Works PDFSanjeev KumarBelum ada peringkat
- 12 BY8 ShedplanDokumen30 halaman12 BY8 Shedplanhaheq100% (1)