Anda mungkin juga menyukai
- Patent Document PDFDokumen10 halamanPatent Document PDFTaraChandraChouhanBelum ada peringkat
- US5715763Dokumen8 halamanUS5715763Fábio Henrique Lucas da CostaBelum ada peringkat
- Us 5911190Dokumen19 halamanUs 5911190احمد عبدالكريمBelum ada peringkat
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDokumen10 halamanUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliBelum ada peringkat
- Treatment of Wastewater and Sludges 1997 CATABOL US 5616241Dokumen57 halamanTreatment of Wastewater and Sludges 1997 CATABOL US 5616241miguel_vera6592Belum ada peringkat
- Us 47524704r4r4rDokumen8 halamanUs 47524704r4r4rResti Darojatin HalimaBelum ada peringkat
- Treatment of Wastewater and Sludges CATABOL 1996 US 5514277Dokumen35 halamanTreatment of Wastewater and Sludges CATABOL 1996 US 5514277miguel_vera6592Belum ada peringkat
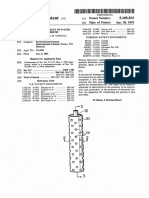
- Ipa-Water SeparationDokumen8 halamanIpa-Water SeparationkashifwarsiBelum ada peringkat
- United States Patent (191: Matsumoto Et A1. (11) Patent Number: (45) Date of PatentDokumen15 halamanUnited States Patent (191: Matsumoto Et A1. (11) Patent Number: (45) Date of PatentSri NurBelum ada peringkat
- Us5438086 PDFDokumen23 halamanUs5438086 PDFmagicnogaBelum ada peringkat
- Patent US4900048ADokumen26 halamanPatent US4900048Aabdul bariBelum ada peringkat
- Halliburton Primary CementingDokumen12 halamanHalliburton Primary CementingLara CitlalliBelum ada peringkat
- Patente 2 Loop ReactorDokumen5 halamanPatente 2 Loop ReactorAlejandro AristizabalBelum ada peringkat
- United States Patent (19) : Bosse Et Al. (54) (75) (45) Date of PatentDokumen14 halamanUnited States Patent (19) : Bosse Et Al. (54) (75) (45) Date of PatentdougeatfreshBelum ada peringkat
- United States Patent (19) 11 Patent Number: 6,006,924: Sandford (45) Date of Patent: Dec. 28, 1999Dokumen8 halamanUnited States Patent (19) 11 Patent Number: 6,006,924: Sandford (45) Date of Patent: Dec. 28, 1999NadineBelum ada peringkat
- Unlted States Patent (191 (11) Patent Number: 4,722,294: Bruning (45) Date of Patent: Feb. 2, 1988Dokumen9 halamanUnlted States Patent (191 (11) Patent Number: 4,722,294: Bruning (45) Date of Patent: Feb. 2, 1988احمد عبدالكريمBelum ada peringkat
- US5390805Dokumen10 halamanUS5390805Innovation UnlimitedBelum ada peringkat
- Us 4432328Dokumen6 halamanUs 4432328Kristee Ann KellyBelum ada peringkat
- United States Patent (191: Choi Et A1. (45) Date of Patent: Oct. 7, 1986Dokumen15 halamanUnited States Patent (191: Choi Et A1. (45) Date of Patent: Oct. 7, 1986arbeyvillalbaBelum ada peringkat
- Ulllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Dokumen8 halamanUlllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Cường Nguyễn QuốcBelum ada peringkat
- مهم1Dokumen15 halamanمهم1Amany ElsaeedBelum ada peringkat
- Us4808262 Method For DevolatilizingDokumen12 halamanUs4808262 Method For DevolatilizingBilly FowlerBelum ada peringkat
- Us 5162407Dokumen9 halamanUs 5162407Juanan LopezBelum ada peringkat
- United States Patent (10) Patent No.: US 8,584.268 B2Dokumen24 halamanUnited States Patent (10) Patent No.: US 8,584.268 B2PraveenBelum ada peringkat
- United States Patent (19) 11 Patent Number: 5,862,669: Davis Et Al. (45) Date of Patent: Jan. 26, 1999Dokumen26 halamanUnited States Patent (19) 11 Patent Number: 5,862,669: Davis Et Al. (45) Date of Patent: Jan. 26, 1999Burak PalaBelum ada peringkat
- Spinning Machines PatentDokumen15 halamanSpinning Machines Patentnabila OktavianiBelum ada peringkat
- Umted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997Dokumen15 halamanUmted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997gjcozmhlsggyuntflrBelum ada peringkat
- Uilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Dokumen9 halamanUilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Leonardo Andres Vargas EspinozaBelum ada peringkat
- In-Sewer Treatment of Wastewater and Sludges 2000 CATABOL US 6015496Dokumen56 halamanIn-Sewer Treatment of Wastewater and Sludges 2000 CATABOL US 6015496miguel_vera6592Belum ada peringkat
- United States PatentDokumen15 halamanUnited States PatentAlexcel CorporalBelum ada peringkat
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDokumen5 halamanL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadBelum ada peringkat
- Us 5218367Dokumen14 halamanUs 5218367Onyinyeeh ChidolueBelum ada peringkat
- United States Patent (19) : 11 Patent Number: 5,747,102 45 Date of Patent: May 5, 1998Dokumen27 halamanUnited States Patent (19) : 11 Patent Number: 5,747,102 45 Date of Patent: May 5, 1998Wei-Ting YehBelum ada peringkat
- US8075772 失效Dokumen35 halamanUS8075772 失效Steven CHENBelum ada peringkat
- Us 5371305Dokumen22 halamanUs 5371305AntonyHurtadoCristobalBelum ada peringkat
- United States Patent (191: (21) Appl. No.: 273,846Dokumen13 halamanUnited States Patent (191: (21) Appl. No.: 273,846Adam RizkyBelum ada peringkat
- United States Patent (191: (11) Patent Number: (45) Date of PatentDokumen21 halamanUnited States Patent (191: (11) Patent Number: (45) Date of PatentRizka Amalia K PutriBelum ada peringkat
- United States Patent (19) : Mitchell Et Al. (45) Date of Patent: Feb. 13, 1990Dokumen7 halamanUnited States Patent (19) : Mitchell Et Al. (45) Date of Patent: Feb. 13, 1990choloqfBelum ada peringkat
- United States Patent (19) : Descroix Et A1Dokumen6 halamanUnited States Patent (19) : Descroix Et A1Yanpiero BalladoresBelum ada peringkat
- H - III: United States PatentDokumen18 halamanH - III: United States PatentkartikkeyyanBelum ada peringkat
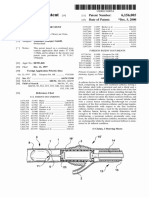
- US6156005Dokumen7 halamanUS6156005Pardeep SharmaBelum ada peringkat
- Unlted States Patent (19) (11) Patent Number: 4,746,562: Fant (45) Date of Patent: May 24, 1988Dokumen6 halamanUnlted States Patent (19) (11) Patent Number: 4,746,562: Fant (45) Date of Patent: May 24, 1988Joe budarBelum ada peringkat
- United States Patent (191: TurnbullDokumen4 halamanUnited States Patent (191: TurnbullMaria Mercedes AlegreBelum ada peringkat
- United States Patent: Kelly (10) Patent No.: (45) Date of PatentDokumen7 halamanUnited States Patent: Kelly (10) Patent No.: (45) Date of PatentAlexander Franco CastrillonBelum ada peringkat
- US5831196 Sensor Assembly For Stringed Musical Instruments PDFDokumen10 halamanUS5831196 Sensor Assembly For Stringed Musical Instruments PDFZalBelum ada peringkat
- Unlted States Patent (191 (11) Patent Number: 4,753,700: Fant (45) Date of Patent: Jun. 28, 1988Dokumen5 halamanUnlted States Patent (191 (11) Patent Number: 4,753,700: Fant (45) Date of Patent: Jun. 28, 1988Joe budarBelum ada peringkat
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Dokumen6 halamanAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanBelum ada peringkat
- Ihiiihiiihiiihihiiii: United States Patent (19) 11) Patent Number: 5,279,241Dokumen10 halamanIhiiihiiihiiihihiiii: United States Patent (19) 11) Patent Number: 5,279,24112348Belum ada peringkat
- United States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 1999Dokumen33 halamanUnited States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 199963Belum ada peringkat
- PAtent Electrolitic Cell US5108563Dokumen13 halamanPAtent Electrolitic Cell US5108563EDUCAPP elevator peachBelum ada peringkat
- US5640718Dokumen6 halamanUS5640718Shweta ChauhanBelum ada peringkat
- Patent 5Dokumen8 halamanPatent 5ALEXANDER FRANCO CASTRILLONBelum ada peringkat
- United States PatentDokumen26 halamanUnited States Patentahmad obeidBelum ada peringkat
- United States Patent (19) : (73 Assignee: Nalco Chemical CompanyDokumen38 halamanUnited States Patent (19) : (73 Assignee: Nalco Chemical CompanySrikanth SrikantiBelum ada peringkat
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Dokumen9 halamanUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainBelum ada peringkat
- Us 5312228Dokumen6 halamanUs 5312228Saeed JavdaniBelum ada peringkat
- Iii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Dokumen14 halamanIii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Walid Ebid ElgammalBelum ada peringkat
- Us5054154 PDFDokumen6 halamanUs5054154 PDFSchuster StephanBelum ada peringkat
- United States Patent (19) 11 Patent Number: 6,113,782Dokumen22 halamanUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanBelum ada peringkat
- Handbook of Vacuum Physics: TechnologyDari EverandHandbook of Vacuum Physics: TechnologyA. H. BeckBelum ada peringkat
- Employer'S Virtual Pag-Ibig Enrollment Form: Address and Contact DetailsDokumen2 halamanEmployer'S Virtual Pag-Ibig Enrollment Form: Address and Contact DetailstheffBelum ada peringkat
- Narrative ReportDokumen6 halamanNarrative ReportAlyssa Marie AsuncionBelum ada peringkat
- Churches That Have Left RCCG 0722 PDFDokumen2 halamanChurches That Have Left RCCG 0722 PDFKadiri JohnBelum ada peringkat
- Lesson 73 Creating Problems Involving The Volume of A Rectangular PrismDokumen17 halamanLesson 73 Creating Problems Involving The Volume of A Rectangular PrismJessy James CardinalBelum ada peringkat
- Understanding SIP RE-INVITEDokumen6 halamanUnderstanding SIP RE-INVITESK_shivamBelum ada peringkat
- 37 Sample Resolutions Very Useful, Indian Companies Act, 1956Dokumen38 halaman37 Sample Resolutions Very Useful, Indian Companies Act, 1956CA Vaibhav Maheshwari70% (23)
- Crime Scene Drawing January Incident 10501-10600Dokumen100 halamanCrime Scene Drawing January Incident 10501-10600columbinefamilyrequest100% (2)
- Logic of English - Spelling Rules PDFDokumen3 halamanLogic of English - Spelling Rules PDFRavinder Kumar80% (15)
- L 1 One On A Page PDFDokumen128 halamanL 1 One On A Page PDFNana Kwame Osei AsareBelum ada peringkat
- Wetlands Denote Perennial Water Bodies That Originate From Underground Sources of Water or RainsDokumen3 halamanWetlands Denote Perennial Water Bodies That Originate From Underground Sources of Water or RainsManish thapaBelum ada peringkat
- Entrep Bazaar Rating SheetDokumen7 halamanEntrep Bazaar Rating SheetJupiter WhitesideBelum ada peringkat
- Harbin Institute of TechnologyDokumen7 halamanHarbin Institute of TechnologyWei LeeBelum ada peringkat
- Alcatraz Analysis (With Explanations)Dokumen16 halamanAlcatraz Analysis (With Explanations)Raul Dolo Quinones100% (1)
- Introduction To Control SystemDokumen9 halamanIntroduction To Control SystemAbdulhakam Abubakar YusufBelum ada peringkat
- Present Continuous WorkshopDokumen5 halamanPresent Continuous WorkshopPaula Camila Castelblanco (Jenni y Paula)Belum ada peringkat
- Introduction To Philosophy of The Human Person: Presented By: Mr. Melvin J. Reyes, LPTDokumen27 halamanIntroduction To Philosophy of The Human Person: Presented By: Mr. Melvin J. Reyes, LPTMelvin J. Reyes100% (2)
- SHS PE MODULE 1 - RemovedDokumen21 halamanSHS PE MODULE 1 - RemovedXypher NBelum ada peringkat
- DLP No. 10 - Literary and Academic WritingDokumen2 halamanDLP No. 10 - Literary and Academic WritingPam Lordan83% (12)
- GemDokumen135 halamanGemZelia GregoriouBelum ada peringkat
- MSC in Healthcare Management (Top-Up) Degree From ARU - Delivered Online by LSBR, UKDokumen19 halamanMSC in Healthcare Management (Top-Up) Degree From ARU - Delivered Online by LSBR, UKLSBRBelum ada peringkat
- Curriculum Vitae: Personal InformationDokumen3 halamanCurriculum Vitae: Personal InformationMira ChenBelum ada peringkat
- Harvard ReferencingDokumen7 halamanHarvard ReferencingSaw MichaelBelum ada peringkat
- Syllabus Biomekanika Kerja 2012 1Dokumen2 halamanSyllabus Biomekanika Kerja 2012 1Lukman HakimBelum ada peringkat
- Church A Rchitecture Abbey: Throne" Ecclesia Cathedralis (In Latin)Dokumen18 halamanChurch A Rchitecture Abbey: Throne" Ecclesia Cathedralis (In Latin)Pat GeronzBelum ada peringkat
- Nikulin D. - Imagination and Mathematics in ProclusDokumen20 halamanNikulin D. - Imagination and Mathematics in ProclusannipBelum ada peringkat
- Water and Wastewater For Fruit JuiceDokumen18 halamanWater and Wastewater For Fruit JuiceJoyce Marian BelonguelBelum ada peringkat
- Transfer Pricing 8Dokumen34 halamanTransfer Pricing 8nigam_miniBelum ada peringkat
- Reflection On Sumilao CaseDokumen3 halamanReflection On Sumilao CaseGyrsyl Jaisa GuerreroBelum ada peringkat
- Entrepreneurial Skills and Intention of Grade 12 Senior High School Students in Public Schools in Candelaria Quezon A Comprehensive Guide in Entrepreneurial ReadinessDokumen140 halamanEntrepreneurial Skills and Intention of Grade 12 Senior High School Students in Public Schools in Candelaria Quezon A Comprehensive Guide in Entrepreneurial ReadinessAngelica Plata100% (1)
- Curriculum Vitae Mukhammad Fitrah Malik FINAL 2Dokumen1 halamanCurriculum Vitae Mukhammad Fitrah Malik FINAL 2Bill Divend SihombingBelum ada peringkat