Anda mungkin juga menyukai
- 1977 Puch Maxi Moped Wiring DiagramDokumen9 halaman1977 Puch Maxi Moped Wiring DiagramMopedgal100% (1)
- Waterproofing of Reinforced Concrete Flat Roof PDFDokumen6 halamanWaterproofing of Reinforced Concrete Flat Roof PDFJimmy TanBelum ada peringkat
- Sand ControlDokumen35 halamanSand ControlMukul Goyal100% (1)
- Brochure Cleaning Cationic Surfactant ThickenersDokumen4 halamanBrochure Cleaning Cationic Surfactant Thickenersrachmi.kartiniBelum ada peringkat
- TM1566 - Tecnico 8875Dokumen419 halamanTM1566 - Tecnico 8875Luis Alberto Rivas Garcia100% (2)
- Paper 3 Operational Best Practices For ESP Performance Improvement PDFDokumen79 halamanPaper 3 Operational Best Practices For ESP Performance Improvement PDFDinoBelum ada peringkat
- 02 Concrete in Practice 01-42Dokumen86 halaman02 Concrete in Practice 01-42Hishmat Ezz AlarabBelum ada peringkat
- SAMIDokumen14 halamanSAMIPURUSHOTTAM100% (3)
- Hydrocyclone HarmonyDokumen2 halamanHydrocyclone HarmonyPv RohithBelum ada peringkat
- El Merk Project Contract No.: SC 4012100 Petrofac Job No.: JI - 195Dokumen5 halamanEl Merk Project Contract No.: SC 4012100 Petrofac Job No.: JI - 195Marwa KoubaiesBelum ada peringkat
- LFC VPC ProcessDokumen4 halamanLFC VPC ProcessGurudutta MishraBelum ada peringkat
- LFC VPC ProcessDokumen4 halamanLFC VPC ProcessGurudutta MishraBelum ada peringkat
- Method Statement For The Protective Coating - Corrosion Protection of Steel Structures GeneralDokumen11 halamanMethod Statement For The Protective Coating - Corrosion Protection of Steel Structures GeneralTony Nellicken100% (2)
- Lost Foam Casting (LFC)Dokumen26 halamanLost Foam Casting (LFC)Gurudutta Mishra100% (3)
- 110 KG CastingsDokumen4 halaman110 KG CastingsGurudutta MishraBelum ada peringkat
- M Sand and P SandDokumen25 halamanM Sand and P SandRitesh BomdyalBelum ada peringkat
- Advanced Sand Control Methods - PetroblogwebDokumen8 halamanAdvanced Sand Control Methods - PetroblogwebAnkitSharmaRaviBelum ada peringkat
- 09 Sand Control - Abbas RadhiDokumen23 halaman09 Sand Control - Abbas Radhiالاسمر الجنوبيBelum ada peringkat
- Sand Control and Gravel Packing Techniques: It Never Rains in the Oil Field!Dari EverandSand Control and Gravel Packing Techniques: It Never Rains in the Oil Field!Penilaian: 5 dari 5 bintang5/5 (1)
- Resources - DuneFront - SAND CONTROLDokumen40 halamanResources - DuneFront - SAND CONTROLSorinBelum ada peringkat
- Watertight Permanent Shotcrete Linings in Tunneling and Underground ConstructionDokumen5 halamanWatertight Permanent Shotcrete Linings in Tunneling and Underground ConstructionmalikBelum ada peringkat
- TRIOCATALDokumen13 halamanTRIOCATALVladimir Illich Pinzon100% (1)
- Slurry Surfacing Data Sheet (REA)Dokumen5 halamanSlurry Surfacing Data Sheet (REA)Andrei LupulBelum ada peringkat
- The Use of Bonding Agents For Portland Cement PlasteringDokumen3 halamanThe Use of Bonding Agents For Portland Cement PlasteringbatteekhBelum ada peringkat
- Sand Control Slides Lecture Notes UTT Trinidad and TobagoDokumen58 halamanSand Control Slides Lecture Notes UTT Trinidad and TobagoNathifa HodgeBelum ada peringkat
- Heat of Mixing/solution PDFDokumen9 halamanHeat of Mixing/solution PDFnhalieza1067Belum ada peringkat
- C ClampDokumen26 halamanC Clamparulmurugu100% (4)
- English 20131104 Rev1 - AshtronDokumen16 halamanEnglish 20131104 Rev1 - AshtronDavid RodriguesBelum ada peringkat
- Case - Study - 3M - Ceramic Sand Screen Deployed On Coiled TubingDokumen2 halamanCase - Study - 3M - Ceramic Sand Screen Deployed On Coiled Tubingsmithyry2014Belum ada peringkat
- Small Particle Size Cement D.P. Ewert S.W. Almond W.M. BierhausDokumen8 halamanSmall Particle Size Cement D.P. Ewert S.W. Almond W.M. BierhausmiladBelum ada peringkat
- An Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteDokumen6 halamanAn Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteAndres PetitBelum ada peringkat
- Sand ControlDokumen3 halamanSand ControlHazwan YusoffBelum ada peringkat
- CONCRETEDokumen4 halamanCONCRETEAngelika Lei GaraoBelum ada peringkat
- Through Tubing Sand Control Techniques RDokumen8 halamanThrough Tubing Sand Control Techniques RAlfurjani AbubakrBelum ada peringkat
- Liu2016 PDFDokumen13 halamanLiu2016 PDFtapasdoraBelum ada peringkat
- Liquid Membranes: Photo by Carolyn BatesDokumen6 halamanLiquid Membranes: Photo by Carolyn BatesricosanojuanBelum ada peringkat
- Sheet Waterproofing Membrane: 1. Product Name 2. Product DescriptionDokumen4 halamanSheet Waterproofing Membrane: 1. Product Name 2. Product DescriptionsevargasparinBelum ada peringkat
- Successful Sealing of Vent Flows With Ultra-Low-Rate Cement Squeeze TechniqueDokumen6 halamanSuccessful Sealing of Vent Flows With Ultra-Low-Rate Cement Squeeze TechniqueAdrianBelum ada peringkat
- SPE-77213-MS Cement Matrix EvaluationDokumen10 halamanSPE-77213-MS Cement Matrix Evaluationfaboq93Belum ada peringkat
- Road Pavement: Requirements of A PavementDokumen12 halamanRoad Pavement: Requirements of A PavementPrashant PalBelum ada peringkat
- Concrete Notes BCE2Dokumen44 halamanConcrete Notes BCE2Kalema MathiassBelum ada peringkat
- Sand ControlDokumen27 halamanSand ControlIbrahim elshamiBelum ada peringkat
- Concrete Construction Article PDF - Making Mortar For Glass BlockDokumen2 halamanConcrete Construction Article PDF - Making Mortar For Glass BlockSandip MBelum ada peringkat
- McWaneDuctileConcreteLiningRepair TipSheet FINAL-2Dokumen1 halamanMcWaneDuctileConcreteLiningRepair TipSheet FINAL-2Ludi D. LunarBelum ada peringkat
- English Trenton Wax Tape SystemsDokumen16 halamanEnglish Trenton Wax Tape SystemsTaylorBelum ada peringkat
- Spe/Iadc 25697 Cao-And/Or Mgo-Swelling Cements: A Key For Providing A Better Annular Sealing?Dokumen16 halamanSpe/Iadc 25697 Cao-And/Or Mgo-Swelling Cements: A Key For Providing A Better Annular Sealing?CoolProphetBelum ada peringkat
- Jun16 0505 JohnHSDokumen19 halamanJun16 0505 JohnHSKatie PotterBelum ada peringkat
- Comparative of Basement Waterproofing SODDokumen2 halamanComparative of Basement Waterproofing SODManoj BhonsleBelum ada peringkat
- Groove 1 2006 General enDokumen32 halamanGroove 1 2006 General enAlan ScarparoBelum ada peringkat
- HK Conbextra UW PDFDokumen4 halamanHK Conbextra UW PDFtin aungtunBelum ada peringkat
- Reducing Prehydration Article - C044 - Thomas Detellis PDFDokumen6 halamanReducing Prehydration Article - C044 - Thomas Detellis PDFJohn GiannakopoulosBelum ada peringkat
- Alternatives To CementDokumen12 halamanAlternatives To CementMariam N. TapsobaBelum ada peringkat
- Gru Es Beck 1979Dokumen7 halamanGru Es Beck 1979Akhmad Murtadho Aji PamungkasBelum ada peringkat
- Paving BlockDokumen7 halamanPaving BlockGolam MasudBelum ada peringkat
- IRJET-Solid Flooring by Using Tremix Method-Literature ReviewDokumen4 halamanIRJET-Solid Flooring by Using Tremix Method-Literature ReviewKavitha BVBelum ada peringkat
- PR 1202 GI Oil&Gas Sand-Control-With-Ceramic-Screens 1202Dokumen4 halamanPR 1202 GI Oil&Gas Sand-Control-With-Ceramic-Screens 1202yasahswi91Belum ada peringkat
- Experiment No. 2.4 Sand Control Test: Compactibility Test: Aim: ApparatusDokumen3 halamanExperiment No. 2.4 Sand Control Test: Compactibility Test: Aim: ApparatusDhananjay ShimpiBelum ada peringkat
- Experiment No. 2.4 Sand Control Test: Compactibility Test: Aim: ApparatusDokumen3 halamanExperiment No. 2.4 Sand Control Test: Compactibility Test: Aim: ApparatusDhananjay ShimpiBelum ada peringkat
- Mehmet Parlar, SPE, and E.H. Albino, SPE, Schlumberger: Ber 1983, Is Available From SPE's Customer Service DeptDokumen9 halamanMehmet Parlar, SPE, and E.H. Albino, SPE, Schlumberger: Ber 1983, Is Available From SPE's Customer Service DeptMohammadreza MalaieriBelum ada peringkat
- ArmGrout M 65 Ver 7Dokumen3 halamanArmGrout M 65 Ver 7beemasundarBelum ada peringkat
- Building Material: Kasim Malek SirDokumen26 halamanBuilding Material: Kasim Malek SirKasim MalekBelum ada peringkat
- Dokumen - Tips - Latex Modified Concrete Missouri Department of With This Process On HardenedDokumen30 halamanDokumen - Tips - Latex Modified Concrete Missouri Department of With This Process On Hardenedm_shahbaghiBelum ada peringkat
- Bump Formation White Paper 06 2016Dokumen2 halamanBump Formation White Paper 06 2016OrgilBelum ada peringkat
- Pagel-Joint Seal 100: Polymeric Water Swellable Water Bar For JointsDokumen2 halamanPagel-Joint Seal 100: Polymeric Water Swellable Water Bar For JointsZaid AhmedBelum ada peringkat
- Presentation Rubberdam PDFDokumen33 halamanPresentation Rubberdam PDFAbhishek RajputBelum ada peringkat
- AFRD - PresentationDokumen15 halamanAFRD - PresentationDarshan KhedkarBelum ada peringkat
- Masterseal 910: Hydroswelling Waterbar For Construction JointsDokumen4 halamanMasterseal 910: Hydroswelling Waterbar For Construction JointsHJBelum ada peringkat
- Lecture 06 Pumped Sprayed-1Dokumen8 halamanLecture 06 Pumped Sprayed-1Zaid HabibuBelum ada peringkat
- Spe 64398 MSDokumen15 halamanSpe 64398 MSBrayan O100% (1)
- Osmo RasocemDokumen2 halamanOsmo RasocemscorcdBelum ada peringkat
- Productivity Analysis of Frac-Pack Completion in M Well With Sand Problem Indication and High Permeability FormationDokumen8 halamanProductivity Analysis of Frac-Pack Completion in M Well With Sand Problem Indication and High Permeability FormationFarid AndriadiBelum ada peringkat
- Sewage Disposal Works: Their Design and ConstructionDari EverandSewage Disposal Works: Their Design and ConstructionBelum ada peringkat
- Cold Chain Assistance GOIDokumen3 halamanCold Chain Assistance GOIGurudutta MishraBelum ada peringkat
- Lost Foam Casting Process - Heavy CastingsDokumen15 halamanLost Foam Casting Process - Heavy CastingsGurudutta Mishra100% (1)
- Analysis of Quality and Defects in Lost Foam Casting ProcessDokumen26 halamanAnalysis of Quality and Defects in Lost Foam Casting ProcessGurudutta MishraBelum ada peringkat
- CRN Cs 250 v1 2Dokumen49 halamanCRN Cs 250 v1 2Gurudutta MishraBelum ada peringkat
- International Journal of Scientific Research and ReviewsDokumen11 halamanInternational Journal of Scientific Research and ReviewsGurudutta MishraBelum ada peringkat
- House of Vedas & AyurvedaDokumen85 halamanHouse of Vedas & AyurvedaGurudutta MishraBelum ada peringkat
- LFC Automobile Castings: US $ 2 - 2.5 / Kilogram Steel & Iron Castings US $ 2 - 2.5 / Kilogram Steel & Iron CastingsDokumen4 halamanLFC Automobile Castings: US $ 2 - 2.5 / Kilogram Steel & Iron Castings US $ 2 - 2.5 / Kilogram Steel & Iron CastingsGurudutta MishraBelum ada peringkat
- WEG Weg Automation Reference Codes Controls 50058173 Quick Guide EnglishDokumen24 halamanWEG Weg Automation Reference Codes Controls 50058173 Quick Guide EnglishSergio Ricardo IbañezBelum ada peringkat
- Pyro ValveDokumen5 halamanPyro Valvehkr0101Belum ada peringkat
- Meyco Segment HR PDFDokumen16 halamanMeyco Segment HR PDFFabioSoaresBelum ada peringkat
- Terracycle Opportunities at UW - Stout: A Feasibility StudyDokumen36 halamanTerracycle Opportunities at UW - Stout: A Feasibility StudyAlakesh GangwalBelum ada peringkat
- Mass Balance CalculationsDokumen3 halamanMass Balance CalculationsSiphoBelum ada peringkat
- Laboratory Equipment and Skills: Recognizing Lab EquipmentDokumen2 halamanLaboratory Equipment and Skills: Recognizing Lab EquipmentDinesh ManikandanBelum ada peringkat
- 08 HydroprocessingDokumen52 halaman08 HydroprocessingThaiyalNayakiBelum ada peringkat
- PP Pulprecycled Thickening Micrascreen e PDFDokumen2 halamanPP Pulprecycled Thickening Micrascreen e PDFAkhmad ZaenudinBelum ada peringkat
- Impact TestDokumen7 halamanImpact TestChukkaBelum ada peringkat
- Msds For BenzilDokumen5 halamanMsds For BenzilArfin FardiansyahBelum ada peringkat
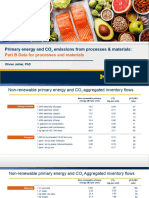
- Primary Energy - Part B - STUDENTDokumen6 halamanPrimary Energy - Part B - STUDENTHao Phan AnhBelum ada peringkat
- General: ASTM A351 Gr. CF3MDokumen1 halamanGeneral: ASTM A351 Gr. CF3MPipeline EngineerBelum ada peringkat
- Prashant Mishra ReportDokumen27 halamanPrashant Mishra ReportPrashant MishraBelum ada peringkat
- The Albion ProcessDokumen19 halamanThe Albion ProcessChristian SanguinettiBelum ada peringkat
- PM High Strength Magnetic Alloys PDFDokumen13 halamanPM High Strength Magnetic Alloys PDFSAMIT JAINBelum ada peringkat
- Klüberlub NH1 11-222 EN enDokumen2 halamanKlüberlub NH1 11-222 EN enKamila AriasBelum ada peringkat
- Biogas From BiomassDokumen32 halamanBiogas From Biomassahmad fauziBelum ada peringkat
- 21 49 PlansDokumen7 halaman21 49 PlansShehab Abu AhmadBelum ada peringkat
- 02 Generic - Types - Grade1Dokumen34 halaman02 Generic - Types - Grade1Aravind BabuBelum ada peringkat
- 01 July 2023 Price List Fan For PDFDokumen10 halaman01 July 2023 Price List Fan For PDFadnanchem16Belum ada peringkat
- Quality Management System: Work Instruction For Roll Inspection and Turning A. New Rolls: InspectionDokumen2 halamanQuality Management System: Work Instruction For Roll Inspection and Turning A. New Rolls: InspectionsourajpatelBelum ada peringkat