Anda mungkin juga menyukai
- Part I. DemographicsDokumen5 halamanPart I. DemographicsRizza Mae EudBelum ada peringkat
- Practical 2Dokumen12 halamanPractical 2Rohit ReddyBelum ada peringkat
- Reed111 Handouts-Prelim PDFDokumen24 halamanReed111 Handouts-Prelim PDFCrissa BajallaBelum ada peringkat
- 2012 Genesis SeriesDokumen6 halaman2012 Genesis Seriesliber45Belum ada peringkat
- Apartment Damage Claim Form - SampleDokumen1 halamanApartment Damage Claim Form - SampleVoldBelum ada peringkat
- Node - Js Design Patterns WhitepaperDokumen10 halamanNode - Js Design Patterns WhitepaperPradeep Kr KaushalBelum ada peringkat
- A+ Part 2Dokumen179 halamanA+ Part 2Ayesha Christina100% (1)
- Fundamentals Cheat SheetDokumen2 halamanFundamentals Cheat SheetUDeconBelum ada peringkat
- Artificial Viva Exam Scheduler Final Project DocumentDokumen82 halamanArtificial Viva Exam Scheduler Final Project DocumentCompileSyntaxErrorr33% (3)
- Hardware & Networking CoursesDokumen6 halamanHardware & Networking CoursesAnusha ReddyBelum ada peringkat
- 2017-18 M.B.A PDFDokumen167 halaman2017-18 M.B.A PDFrdan00313Belum ada peringkat
- SG1 001 2Dokumen110 halamanSG1 001 2CHONG CHEN NENGBelum ada peringkat
- Estimating GuideDokumen62 halamanEstimating GuideNhiel DazaBelum ada peringkat
- Artificial Intelligence Fact SheetDokumen2 halamanArtificial Intelligence Fact SheetMARIA PANĂBelum ada peringkat
- Accounting Concepts and PrinciplesDokumen55 halamanAccounting Concepts and PrinciplesNino GabreraBelum ada peringkat
- Artificial Intelligence - Unit 1Dokumen100 halamanArtificial Intelligence - Unit 1Madhu Rajesh100% (3)
- The Path of The PC TechDokumen18 halamanThe Path of The PC TecharturoBelum ada peringkat
- Faculty of Business & Economics 2014 Undergraduate Course GuideDokumen46 halamanFaculty of Business & Economics 2014 Undergraduate Course GuideMonash UniversityBelum ada peringkat
- Virtual KeyboardDokumen24 halamanVirtual Keyboardid.arun526088% (8)
- Correl 2 Compile Ip PDFDokumen549 halamanCorrel 2 Compile Ip PDFpclr07Belum ada peringkat
- This Study Resource Was: Case 01: Reformed Hacker?Dokumen3 halamanThis Study Resource Was: Case 01: Reformed Hacker?Jemuel Flores0% (1)
- 220 702Dokumen188 halaman220 702i_s_a_m_a_nBelum ada peringkat
- Artificial Intelligence QuestionsDokumen3 halamanArtificial Intelligence Questionsምንሼ ነው ዘመኑ100% (2)
- RPLL NewDokumen74 halamanRPLL NewMeta learnBelum ada peringkat
- COSH Heavy Equipmen SafetyDokumen37 halamanCOSH Heavy Equipmen SafetyKaizzer Minerales GamuyaoBelum ada peringkat
- Week2 GEM314e-2012Dokumen36 halamanWeek2 GEM314e-2012Kendal YeltekinBelum ada peringkat
- Capacity Planning Calculations For Shipyards: Week 7Dokumen21 halamanCapacity Planning Calculations For Shipyards: Week 7Dilara ÖZTÜRKBelum ada peringkat
- Shipyard LayoutDokumen5 halamanShipyard LayouttxjiangBelum ada peringkat
- Kuliah 10 Desain Pelabuhan 1Dokumen20 halamanKuliah 10 Desain Pelabuhan 1farhanBelum ada peringkat
- 6 Esential Elements of Ship ProductionDokumen18 halaman6 Esential Elements of Ship Productionryan310393Belum ada peringkat
- A.Nazarov - Small Patrol Boats - SelfRightingDokumen9 halamanA.Nazarov - Small Patrol Boats - SelfRightingVladBelum ada peringkat
- Chapter 2 Shipyard-Layout Lecture Notes From South Hampton UniversityDokumen10 halamanChapter 2 Shipyard-Layout Lecture Notes From South Hampton UniversityJonnada KumarBelum ada peringkat
- NA-II Approved Notes.Dokumen147 halamanNA-II Approved Notes.vishalBelum ada peringkat
- Site Layout PlanningDokumen34 halamanSite Layout PlanningESAM ALHASHEDI100% (1)
- Deadweight or DisplacementDokumen5 halamanDeadweight or DisplacementSergeyBelum ada peringkat
- Chapter 3 Productivity of Construction Equipment3Dokumen48 halamanChapter 3 Productivity of Construction Equipment3hailu100% (3)
- Feature of Shipbuilding IndustryDokumen38 halamanFeature of Shipbuilding IndustryarvindkaushikBelum ada peringkat
- Berthing PlanDokumen44 halamanBerthing PlanPatel Tushar100% (1)
- Case Study Parque Das Conchas (BC-10)Dokumen5 halamanCase Study Parque Das Conchas (BC-10)egy pureBelum ada peringkat
- Delivery of An Advanced Double-Hull Ship Welding System Using RobocraneDokumen7 halamanDelivery of An Advanced Double-Hull Ship Welding System Using RobocranealiBelum ada peringkat
- Berth Planning July 2004Dokumen33 halamanBerth Planning July 2004Estelle LiliaBelum ada peringkat
- Barge 180Ft Deck Load Capacity & Strength-Rev1Dokumen52 halamanBarge 180Ft Deck Load Capacity & Strength-Rev1Wahyu Codyr86% (7)
- Offshore Platform LN1 AU 06-12-2019Dokumen67 halamanOffshore Platform LN1 AU 06-12-2019Gobi HaiBelum ada peringkat
- Dimensional Constraints in Ship DesignDokumen6 halamanDimensional Constraints in Ship DesignTat-Hien LeBelum ada peringkat
- 19 1 Estimated Capacity of The PortDokumen2 halaman19 1 Estimated Capacity of The PortmeeBelum ada peringkat
- GBSL Fs SteelDokumen2 halamanGBSL Fs SteelmjlknelnBelum ada peringkat
- BMT Caimen 90 Fast DatasheetDokumen2 halamanBMT Caimen 90 Fast DatasheetVictor PileggiBelum ada peringkat
- Handbook On Railway Construction-401-500Dokumen100 halamanHandbook On Railway Construction-401-500yamegBelum ada peringkat
- IJSERStress and Resistance Analysis For The Design of A Work BargeDokumen18 halamanIJSERStress and Resistance Analysis For The Design of A Work BargepidutBelum ada peringkat
- A.Nazarov - Power Catamarans - Design For PerformanceDokumen11 halamanA.Nazarov - Power Catamarans - Design For PerformanceVlad100% (2)
- SPE/IADC 67706 Offshore Drilling Experience With Dual Derrick OperationsDokumen6 halamanSPE/IADC 67706 Offshore Drilling Experience With Dual Derrick OperationsSuryo AhmedBelum ada peringkat
- Indian Maritime University: (A Central University, Govt. of India)Dokumen2 halamanIndian Maritime University: (A Central University, Govt. of India)pramodBelum ada peringkat
- An Integrated Quay Crane Assignment and Scheduling ProblemDokumen9 halamanAn Integrated Quay Crane Assignment and Scheduling ProblemAshish Edwin HansdaArtsBelum ada peringkat
- Kuliah 2 Desain Pelabuhan 1Dokumen45 halamanKuliah 2 Desain Pelabuhan 1ibnu fajarBelum ada peringkat
- Structural Modifications For The Longitudinal StreDokumen10 halamanStructural Modifications For The Longitudinal StreTea JevtićBelum ada peringkat
- Advantages of Advanced OutfittingDokumen9 halamanAdvantages of Advanced OutfittingImanustBelum ada peringkat
- Development of Trial Ship For Naval Syst PDFDokumen9 halamanDevelopment of Trial Ship For Naval Syst PDFDarwin Neil MoranoBelum ada peringkat
- To Abg Shipyard: 1.1 About The Training OrganizationDokumen26 halamanTo Abg Shipyard: 1.1 About The Training Organizationavis_in2000Belum ada peringkat
- Track Record Seafastenings PDFDokumen14 halamanTrack Record Seafastenings PDFashaikhBelum ada peringkat
- Conceptual Design and Parametric Optimization of Self PropelledDokumen14 halamanConceptual Design and Parametric Optimization of Self PropelledmailokeBelum ada peringkat
- PHD Thesis Marcus AvevaDokumen446 halamanPHD Thesis Marcus AvevaArnold QuispeBelum ada peringkat
- Lamb T.World-Class Shipbuil.2001.TRANS PDFDokumen24 halamanLamb T.World-Class Shipbuil.2001.TRANS PDFairlanggaputraBelum ada peringkat
- Merchant Ship StabilityDokumen212 halamanMerchant Ship StabilityJosé Ramón Devan Devan100% (1)
- p122p enDokumen143 halamanp122p enviyfBelum ada peringkat
- All VesselsDokumen16 halamanAll Vesselskucherok93Belum ada peringkat
- Ejercicios KGDokumen2 halamanEjercicios KGzandryta2000Belum ada peringkat
- SE9 - A Preliminary Study On The Relevance of Quantity Surveyors in The Shipbuilding Industry - Ahmed Mohammed KamaruddeenDokumen15 halamanSE9 - A Preliminary Study On The Relevance of Quantity Surveyors in The Shipbuilding Industry - Ahmed Mohammed KamaruddeenMario VisicBelum ada peringkat
- q88 For Vessel Spike in China WatersDokumen7 halamanq88 For Vessel Spike in China WatersMorgan MackBelum ada peringkat
- Works 201291714531Dokumen80 halamanWorks 201291714531George PonparauBelum ada peringkat
- 4.15 Loadline MarkingsDokumen5 halaman4.15 Loadline MarkingsKush UpadhyayBelum ada peringkat
- B-01 List of Finished Drawings (Basic Part)Dokumen3 halamanB-01 List of Finished Drawings (Basic Part)Metarak SondeeBelum ada peringkat
- Double Hull Tanker - Typical Transverse Bulkhead - IACS Rec.96Dokumen6 halamanDouble Hull Tanker - Typical Transverse Bulkhead - IACS Rec.96danielBelum ada peringkat
- Ship DimensionsDokumen23 halamanShip Dimensionsenglisgo100% (1)
- Recruitment and SelectionDokumen94 halamanRecruitment and SelectionTech Yuva100% (1)
- Angle of LollDokumen27 halamanAngle of Lollashwin.devaliya6923100% (1)
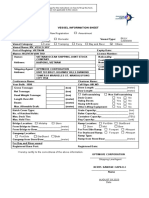
- Vessel Information Sheet PPADokumen4 halamanVessel Information Sheet PPAIvy Amistad Dela Cruz-CabalzaBelum ada peringkat
- Damen Year Book No4 PDFDokumen55 halamanDamen Year Book No4 PDFCarlos Marcelo CostaBelum ada peringkat
- SSI Technical BrochureDokumen16 halamanSSI Technical BrochureCanh Sanh LoBelum ada peringkat
- Steffy - Ancient Ship RepairsDokumen14 halamanSteffy - Ancient Ship RepairsutvrdaBelum ada peringkat
- Longitudinal Stability For ShipsDokumen4 halamanLongitudinal Stability For ShipsGiorgi Kandelaki100% (1)
- MPS 2017 LRDokumen226 halamanMPS 2017 LRKrzysztofBelum ada peringkat
- Glossary of Nautical TermsDokumen12 halamanGlossary of Nautical TermsAboody AL-ghamdyBelum ada peringkat
- 19 JG Summit Holdings V CA, GR No. 124293, September 24, 2003Dokumen29 halaman19 JG Summit Holdings V CA, GR No. 124293, September 24, 2003Edgar Calzita AlotaBelum ada peringkat
- 12-NAC-Deterministic Damage Stability (160213)Dokumen15 halaman12-NAC-Deterministic Damage Stability (160213)SundeepBelum ada peringkat
- Class 4 Safety Oral Ship Construction & Naval FileDokumen72 halamanClass 4 Safety Oral Ship Construction & Naval Fileclinton100% (4)
- Stability Discussion Questions and Answers-2Dokumen15 halamanStability Discussion Questions and Answers-2Devesh KhareBelum ada peringkat
- Ship Geometry PDFDokumen81 halamanShip Geometry PDFignasius wisnu100% (1)
- Horizons No 29 - tcm155-199091Dokumen48 halamanHorizons No 29 - tcm155-199091Irina MaltopolBelum ada peringkat
- Ship Geometry Lecture NotesDokumen46 halamanShip Geometry Lecture NotespothirajkalyanBelum ada peringkat
- Brodogradnja 63 (2012)Dokumen12 halamanBrodogradnja 63 (2012)AntoniusCroataBelum ada peringkat