Anda mungkin juga menyukai
- 6 PFMEA & Control Plan 1 of 7Dokumen8 halaman6 PFMEA & Control Plan 1 of 7P G Suman100% (1)
- 02-Team Feasibility CommittmentDokumen1 halaman02-Team Feasibility CommittmentVinod SaleBelum ada peringkat
- DS-16 Capacity-Analysis (Ford Authorized) CAR-5.6Dokumen12 halamanDS-16 Capacity-Analysis (Ford Authorized) CAR-5.6Ahmet SonerBelum ada peringkat
- AIAG & VDA PFMEA FormatDokumen1 halamanAIAG & VDA PFMEA Formatmahesh KhatalBelum ada peringkat
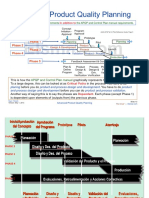
- 1 ApqpDokumen30 halaman1 ApqpVIPIN YADAVBelum ada peringkat
- CD6 Prototype PFMEADokumen4 halamanCD6 Prototype PFMEAmpedraza-1Belum ada peringkat
- CD6 Prototype PFMEADokumen4 halamanCD6 Prototype PFMEAmpedraza-1Belum ada peringkat
- APQP Timing Plan SampleDokumen3 halamanAPQP Timing Plan SampleDhananjay Patil75% (4)
- QSP-D&D-02 APQP ProcedureDokumen6 halamanQSP-D&D-02 APQP ProcedureDeepak Kumar100% (1)
- Histogram X-Bar Chart: Company NameDokumen1 halamanHistogram X-Bar Chart: Company NameSachin RamdurgBelum ada peringkat
- Action Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableDokumen39 halamanAction Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableSanjay KumarBelum ada peringkat
- 1 Production Part Approval ProcessDokumen42 halaman1 Production Part Approval ProcessVinod Kaul100% (1)
- MSIL Audit Cheklist 16Dokumen22 halamanMSIL Audit Cheklist 16Pravin Balasaheb GunjalBelum ada peringkat
- Procedure: Measurement System Analysis ExecutionDokumen1 halamanProcedure: Measurement System Analysis Executionaslam100% (1)
- APQP Timing Plan TemplateDokumen9 halamanAPQP Timing Plan TemplatemuthuselvanBelum ada peringkat
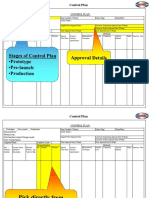
- Control PlanDokumen11 halamanControl PlanRadhika GuptaBelum ada peringkat
- Production Part Approval ProcessDokumen6 halamanProduction Part Approval ProcessleonardoBelum ada peringkat
- S ApqpDokumen15 halamanS ApqpIram ChaviraBelum ada peringkat
- Advanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial StageDokumen6 halamanAdvanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial Stagerajesh sharma100% (2)
- ApqpDokumen72 halamanApqpsaby aroraBelum ada peringkat
- APQP Phases & Elements of APQPDokumen6 halamanAPQP Phases & Elements of APQPSachin Ramdurg100% (1)
- PFMEA SpreadsheetDokumen14 halamanPFMEA SpreadsheetSudhakar Mars ConsultantsBelum ada peringkat
- Control PlanDokumen6 halamanControl PlanFahmy Khoerul HudaBelum ada peringkat
- APQP FormsDokumen23 halamanAPQP FormsJOECOOL670% (1)
- DRBFM WorksheetDokumen1 halamanDRBFM WorksheetHareth MRAIDIBelum ada peringkat
- APQP / PPAP Checklist - Suppliers: Responsiblility StepDokumen8 halamanAPQP / PPAP Checklist - Suppliers: Responsiblility Steprajesh sharmaBelum ada peringkat
- Giriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeDokumen9 halamanGiriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeMohit KaushikBelum ada peringkat
- Product Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDokumen8 halamanProduct Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDavid MorenoBelum ada peringkat
- Paper CraftsDokumen15 halamanPaper CraftsBianca VacunawaBelum ada peringkat
- APQP ENG SiemensDokumen12 halamanAPQP ENG SiemensVikash KumarBelum ada peringkat
- 27 LettersofProtest 000Dokumen52 halaman27 LettersofProtest 000Fredy Golbart100% (3)
- P13-Process For APQPDokumen6 halamanP13-Process For APQPBangali Singh100% (1)
- MsaDokumen7 halamanMsaGobi PSBelum ada peringkat
- Supplier APQP Training SupplementDokumen78 halamanSupplier APQP Training SupplementjcperezBelum ada peringkat
- CSR Matrix For RefDokumen6 halamanCSR Matrix For RefBard Z8Belum ada peringkat
- APQP Phases and ActivitiesDokumen1 halamanAPQP Phases and Activitiesaorto3919Belum ada peringkat
- 9093 w15 QP 22Dokumen4 halaman9093 w15 QP 22omezolBelum ada peringkat
- Product Part Approval Process: Automotive Quality Management SystemDokumen3 halamanProduct Part Approval Process: Automotive Quality Management SystemrajaBelum ada peringkat
- Pfmea - Aiag-VdaDokumen108 halamanPfmea - Aiag-VdaGLAUCIO DOS SANTOS SILVABelum ada peringkat
- Guidelines For Making PFMEA - A PDFDokumen10 halamanGuidelines For Making PFMEA - A PDFKalimuthu PsBelum ada peringkat
- Guidelines For Control PlanDokumen4 halamanGuidelines For Control PlanArjun Rathore100% (1)
- APQPDokumen3 halamanAPQPsam1hi5Belum ada peringkat
- AIAG PPAP Cover SheetDokumen1 halamanAIAG PPAP Cover SheetSCHOPENHAUERBelum ada peringkat
- Gate Check Review FormsDokumen7 halamanGate Check Review FormsKamardeen Nazurudeen100% (1)
- Guideline APQP Workbook Rev DDokumen19 halamanGuideline APQP Workbook Rev Dmpedraza-1100% (1)
- Aiag & Vda Pfmea Form (1st Edition 2019)Dokumen10 halamanAiag & Vda Pfmea Form (1st Edition 2019)Gurcan SayaralBelum ada peringkat
- APQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionDokumen6 halamanAPQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionParveen KumarBelum ada peringkat
- Customer Specific Requirements - PPAP (2014!03!05)Dokumen7 halamanCustomer Specific Requirements - PPAP (2014!03!05)diablo2250Belum ada peringkat
- Production Part Approval Process A Complete Guide - 2019 EditionDari EverandProduction Part Approval Process A Complete Guide - 2019 EditionBelum ada peringkat
- SAMPLE - Process FlowDokumen2 halamanSAMPLE - Process Flowakav123Belum ada peringkat
- Apqp Matrix UpdatedDokumen2 halamanApqp Matrix Updatedabhishek100% (1)
- Apqp Team: Issued Checked ApprovedDokumen1 halamanApqp Team: Issued Checked ApprovedPhannachet RungsrikeawBelum ada peringkat
- What Is Security PaperDokumen3 halamanWhat Is Security PaperRavi Chandra Medisetty100% (1)
- Manual - APQP 20121017 PDFDokumen135 halamanManual - APQP 20121017 PDFBerk NoyanBelum ada peringkat
- Design FMEA (DFMEA) TutorialDokumen18 halamanDesign FMEA (DFMEA) Tutorialpiero_rsBelum ada peringkat
- Corporate Standard CPS0098: 1 ScopeDokumen11 halamanCorporate Standard CPS0098: 1 Scopempedraza-1Belum ada peringkat
- Supplier Performance Management Process A Complete Guide - 2019 EditionDari EverandSupplier Performance Management Process A Complete Guide - 2019 EditionBelum ada peringkat
- PPAP - 4th Edition - Course MaterialDokumen18 halamanPPAP - 4th Edition - Course MaterialMy Dad My WorldBelum ada peringkat
- MadhyaPradesh DCDokumen4 halamanMadhyaPradesh DCAmit SharmaBelum ada peringkat
- 53 MSA PlanDokumen2 halaman53 MSA PlanPk NimiwalBelum ada peringkat
- Training Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enDokumen3 halamanTraining Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enjpaulBelum ada peringkat
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDokumen3 halamanRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanBelum ada peringkat
- TS-16949 GM Customer-Specific RequirementsDokumen13 halamanTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- ISO IATF 16949 Gap Tool b70944Dokumen216 halamanISO IATF 16949 Gap Tool b70944SudhagarBelum ada peringkat
- Spec Characteristics GdlnesDokumen2 halamanSpec Characteristics Gdlnessathyabalaraman0% (1)
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseDokumen1 halamanOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochBelum ada peringkat
- Manufacturing Facilities A Complete Guide - 2019 EditionDari EverandManufacturing Facilities A Complete Guide - 2019 EditionBelum ada peringkat
- Mpaps D 7130Dokumen4 halamanMpaps D 7130mpedraza-1Belum ada peringkat
- Mpaps S B 4.101 Gs PLDokumen6 halamanMpaps S B 4.101 Gs PLmpedraza-1Belum ada peringkat
- Qs865atez Data GR&RDokumen2 halamanQs865atez Data GR&Rmpedraza-1Belum ada peringkat
- Bernoulli PDFDokumen19 halamanBernoulli PDFmpedraza-1Belum ada peringkat
- Auditoria Por CapasDokumen23 halamanAuditoria Por Capasmpedraza-1Belum ada peringkat
- CEMS G-5 Part 1ADokumen7 halamanCEMS G-5 Part 1Ampedraza-1Belum ada peringkat
- RequirementsDokumen18 halamanRequirementsmpedraza-1Belum ada peringkat
- E-Coating Process FinalDokumen1 halamanE-Coating Process Finalmpedraza-1Belum ada peringkat
- AtlasDokumen44 halamanAtlasmpedraza-1Belum ada peringkat
- DOE Paint Pops On Seam: CMT Columbus, OHDokumen13 halamanDOE Paint Pops On Seam: CMT Columbus, OHmpedraza-1Belum ada peringkat
- Doe Imc 1 - October 2007Dokumen9 halamanDoe Imc 1 - October 2007mpedraza-1Belum ada peringkat
- Adverbs That Tell Us For How LongDokumen2 halamanAdverbs That Tell Us For How Longmpedraza-1Belum ada peringkat
- English Grammar: Prepositions of TimeDokumen3 halamanEnglish Grammar: Prepositions of Timempedraza-1Belum ada peringkat
- Expressing The Date: For Single Days and Dates We Use OnDokumen2 halamanExpressing The Date: For Single Days and Dates We Use Onmpedraza-1Belum ada peringkat
- 5 Fases Del Apqp (Core)Dokumen5 halaman5 Fases Del Apqp (Core)mpedraza-1Belum ada peringkat
- Prepositions of Place: At, In, On: at For A POINT in For An Enclosed Space On For A SURFACEDokumen4 halamanPrepositions of Place: At, In, On: at For A POINT in For An Enclosed Space On For A SURFACEmpedraza-1Belum ada peringkat
- Pluvial - Galpão Expedição 1Dokumen1 halamanPluvial - Galpão Expedição 1luancassBelum ada peringkat
- Format of Project ReportDokumen28 halamanFormat of Project ReportIrshad AhmadBelum ada peringkat
- Von RudenDokumen4 halamanVon RudenNeeraj SharmaBelum ada peringkat
- How Does A Ball Point Pen WorkDokumen3 halamanHow Does A Ball Point Pen WorkJhuliane RalphBelum ada peringkat
- Design and Technology-Paper-1Dokumen4 halamanDesign and Technology-Paper-1Mudiwa GashupareBelum ada peringkat
- Linocut - WikipediaDokumen14 halamanLinocut - WikipediaLKMs HUBBelum ada peringkat
- Moleskine Spring 2016 CatalogDokumen210 halamanMoleskine Spring 2016 CatalogChronicleBooks100% (2)
- Lesson 3 - Advanced WordDokumen39 halamanLesson 3 - Advanced WordRosa MasigonBelum ada peringkat
- Master Project ReportDokumen97 halamanMaster Project Reportanon_179532672Belum ada peringkat
- Salary For Workcharge StaffDokumen8 halamanSalary For Workcharge StaffRajat SharmaBelum ada peringkat
- Visvesvaraya Technological University Application For Issue of Duplicate Marks Cards / Grade Card (DMC)Dokumen2 halamanVisvesvaraya Technological University Application For Issue of Duplicate Marks Cards / Grade Card (DMC)P.g. SunilkumarBelum ada peringkat
- Essity: Too Closely Associated With The SubjectDokumen7 halamanEssity: Too Closely Associated With The SubjecttokagheruBelum ada peringkat
- BWKDokumen13 halamanBWKan_taniaBelum ada peringkat
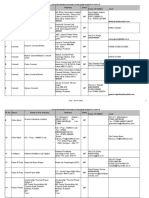
- Vendors DetailsDokumen1 halamanVendors DetailsOnkar MannaBelum ada peringkat
- Common Admission Test 2018 Admit Card: Name Registration NumberDokumen1 halamanCommon Admission Test 2018 Admit Card: Name Registration NumberMrunal WaghchaureBelum ada peringkat
- Cracking The Growth Code in ChemicalsDokumen7 halamanCracking The Growth Code in ChemicalsLuca EgidiBelum ada peringkat
- LJN Kyn 2533 17-3-2011 Tanveer BhaiDokumen2 halamanLJN Kyn 2533 17-3-2011 Tanveer BhaizaheerbcBelum ada peringkat
- What Is A Concept PaperDokumen6 halamanWhat Is A Concept Paperkristelle ducayBelum ada peringkat
- How To Recycle Paper - School Recycling ClubDokumen2 halamanHow To Recycle Paper - School Recycling ClubWorm CompostingBelum ada peringkat
- Lucian Costin DumitrescuDokumen2 halamanLucian Costin DumitrescuLucian Costin DumitrescuBelum ada peringkat
- Updates (Company Update)Dokumen3 halamanUpdates (Company Update)Shyam SunderBelum ada peringkat
- BIM ProfileDokumen6 halamanBIM ProfilekurniaBelum ada peringkat
- UntitledDokumen16 halamanUntitledTanmay SuryawanshiBelum ada peringkat
- P 1100 WCDokumen184 halamanP 1100 WCtoanproanhBelum ada peringkat