Anda mungkin juga menyukai
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDari EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysBelum ada peringkat
- Les Principaux Défauts de SoudureDokumen7 halamanLes Principaux Défauts de SoudureAli Clubist100% (3)
- Défaut de SoudureDokumen27 halamanDéfaut de SoudureachrefBelum ada peringkat
- PROCEDE MIG 131 Et MAG 135Dokumen9 halamanPROCEDE MIG 131 Et MAG 135Lycée Alfred kastlerBelum ada peringkat
- Soudae À L'arc 111Dokumen11 halamanSoudae À L'arc 111BIJOUNA BILELBelum ada peringkat
- Exercice Prof Le Soudage M.A.GDokumen1 halamanExercice Prof Le Soudage M.A.Ggastronomica50% (2)
- M12-Cours01 ProfDokumen15 halamanM12-Cours01 ProfFathi KHOUDIBelum ada peringkat
- Défauts de SouduresDokumen11 halamanDéfauts de SouduresZAOUIBelum ada peringkat
- Soudure Representation SymboliqueDokumen6 halamanSoudure Representation Symboliquezzrakoto0% (1)
- Procèdes de Soudage SAWDokumen7 halamanProcèdes de Soudage SAWFethi BELOUISBelum ada peringkat
- Procedes de SoudageDokumen43 halamanProcedes de SoudageAmih ShkfBelum ada peringkat
- Procedé Soudage Mig Mag TigDokumen60 halamanProcedé Soudage Mig Mag Tigbhsbhs19Belum ada peringkat
- Le Soudage A L'arc Manuel Avec Electrode EnrobeeDokumen8 halamanLe Soudage A L'arc Manuel Avec Electrode EnrobeefedBelum ada peringkat
- REPRESENTATION SYMBOLIQUE Soudures (Mode de Compatibilité) PDFDokumen25 halamanREPRESENTATION SYMBOLIQUE Soudures (Mode de Compatibilité) PDFhocimtm100% (2)
- Procede 141 Tig Ou GtawDokumen7 halamanProcede 141 Tig Ou Gtawmed chabane100% (1)
- Roulage1 PDFDokumen8 halamanRoulage1 PDFCHaima GHzayelBelum ada peringkat
- Exercices SoudureDokumen1 halamanExercices Soudurehidouriabdelmoumen9802Belum ada peringkat
- L'oxycoupageDokumen12 halamanL'oxycoupagemarouane karimBelum ada peringkat
- Manuel de Soudure PDFDokumen28 halamanManuel de Soudure PDFslimamriBelum ada peringkat
- 25 Questions Sur Le Pliage, Le Soudage, Le Cisaillage, Le Poinçonnage Et Le CintrageDokumen2 halaman25 Questions Sur Le Pliage, Le Soudage, Le Cisaillage, Le Poinçonnage Et Le CintrageEtienne Bouron100% (1)
- TP Soudage 111Dokumen9 halamanTP Soudage 111BIJOUNA BILEL100% (1)
- Evaluation Technolog I e I So Stat Is Me ProfDokumen3 halamanEvaluation Technolog I e I So Stat Is Me Profأحمد الموريتاني100% (1)
- Procedure de SoudureDokumen16 halamanProcedure de SoudureBouzaida Maher100% (1)
- Calcul de Dimensionnement DDokumen3 halamanCalcul de Dimensionnement DAmin Thabet50% (2)
- 307 Cintrage Toles ElevebisDokumen11 halaman307 Cintrage Toles ElevebisJawher SalemBelum ada peringkat
- DMOSDokumen13 halamanDMOSLycée Alfred kastler100% (2)
- pliage محولDokumen12 halamanpliage محولYoussef RafikiBelum ada peringkat
- Problèmes Et Défauts de Soudage - Causes Et Remèdes PDFDokumen1 halamanProblèmes Et Défauts de Soudage - Causes Et Remèdes PDFmail_younes6592100% (1)
- Le Soudage M.A.G Cours EleveDokumen7 halamanLe Soudage M.A.G Cours ElevegastronomicaBelum ada peringkat
- Defauts de SoudageDokumen76 halamanDefauts de SoudageWissem El'MissaouiBelum ada peringkat
- Soudage Avec DMOS 111 135Dokumen61 halamanSoudage Avec DMOS 111 135soufianesaniBelum ada peringkat
- Le Contrôle Visuel Et Les Critères D'acceptation D'une SoudureDokumen4 halamanLe Contrôle Visuel Et Les Critères D'acceptation D'une SoudureALP69Belum ada peringkat
- Qualite Des Assemblages SoudesDokumen30 halamanQualite Des Assemblages SoudesMECANOKIT100% (1)
- Mig MagDokumen10 halamanMig MagH_DEBIANEBelum ada peringkat
- Codap200 Diapos2018Dokumen105 halamanCodap200 Diapos2018Otman MchachtiBelum ada peringkat
- Lecture de PlansDokumen44 halamanLecture de PlansTuan Nguyen78% (9)
- Procede 121 Arc Automatique Sous Flux SolideDokumen7 halamanProcede 121 Arc Automatique Sous Flux Solidemed chabaneBelum ada peringkat
- Qualification ASME IX (1) - CopieDokumen59 halamanQualification ASME IX (1) - Copiewalid walidBelum ada peringkat
- Cours SymbolisationDokumen8 halamanCours Symbolisationsaidi_mohsenBelum ada peringkat
- Cintragetube PDFDokumen38 halamanCintragetube PDFAnonymous jdCwq7KHBelum ada peringkat
- Le Contrôle Non Destructif de Soudure Par MagnétoscopieDokumen6 halamanLe Contrôle Non Destructif de Soudure Par MagnétoscopieNassim RabaouiBelum ada peringkat
- Représentation Normalisée Des Soudures (Réparé)Dokumen11 halamanReprésentation Normalisée Des Soudures (Réparé)Anonymous dziHEjc7YBelum ada peringkat
- Feuille Calcul Soudure PDFDokumen10 halamanFeuille Calcul Soudure PDFotty199067% (3)
- Exemple DmosDokumen1 halamanExemple Dmoszarhloul100% (2)
- Les Principeaux Défauts Des Soudure MportantDokumen16 halamanLes Principeaux Défauts Des Soudure MportantSidahmed DahiBelum ada peringkat
- 24 - 01226 - A - FdéfautsSoudures07 PDFDokumen16 halaman24 - 01226 - A - FdéfautsSoudures07 PDFWilson Njange100% (1)
- Chap I CND-etud Cours CompletDokumen6 halamanChap I CND-etud Cours CompletIadh FendriBelum ada peringkat
- Chapitre I CNDDokumen6 halamanChapitre I CNDريم الوحيشيBelum ada peringkat
- 166-F Info Le Rechargement Dur SoudageDokumen2 halaman166-F Info Le Rechargement Dur SoudageFrancisco PACHONBelum ada peringkat
- Défauts de SoudureDokumen20 halamanDéfauts de Soudurefaouzidz75Belum ada peringkat
- Technologie de BaseDokumen6 halamanTechnologie de BaseBoussalia LatifaBelum ada peringkat
- Chapitre IV Defauts DeDokumen19 halamanChapitre IV Defauts DebenchallalhaitamBelum ada peringkat
- 1les Techniques de Contrôle Des SouduresDokumen50 halaman1les Techniques de Contrôle Des SouduresZAOUI100% (1)
- Cables Et Connecteurs ElectriqueDokumen13 halamanCables Et Connecteurs ElectriqueAli ElmahaouiBelum ada peringkat
- Les Principaux Défauts de SoudageDokumen62 halamanLes Principaux Défauts de Soudageامين البحري꧁Belum ada peringkat
- CosseDokumen99 halamanCosseSami AmirBelum ada peringkat
- CANALISATIONS ELECTRIQUES CoursDokumen14 halamanCANALISATIONS ELECTRIQUES CoursTouriya MoukhlesBelum ada peringkat
- DecouplasmaDokumen5 halamanDecouplasmaBureautique eldjeninaBelum ada peringkat
- CND 1 Les DéfautsDokumen47 halamanCND 1 Les DéfautsSourour TrabelsiBelum ada peringkat
- Chapitre 3 - Les Principaux Défauts de SoudageDokumen58 halamanChapitre 3 - Les Principaux Défauts de SoudageSourour Trabelsi100% (1)
- DMOS Multiprocédés PDFDokumen10 halamanDMOS Multiprocédés PDFSoufiane Sani HarounaBelum ada peringkat
- 09 PGSSDokumen24 halaman09 PGSSSoufiane Sani HarounaBelum ada peringkat
- Safmig BLX - w000241865 - FR - Noc6309554391855531324Dokumen10 halamanSafmig BLX - w000241865 - FR - Noc6309554391855531324Soufiane Sani HarounaBelum ada peringkat
- SoudageDokumen4 halamanSoudageSara SwikiraBelum ada peringkat
- Brochure 2015Dokumen108 halamanBrochure 2015Soufiane Sani HarounaBelum ada peringkat
- CNAC Dossier 98Dokumen28 halamanCNAC Dossier 98Soufiane Sani HarounaBelum ada peringkat
- 03 - Particules MagnetiquesDokumen73 halaman03 - Particules MagnetiquesSoufiane Sani HarounaBelum ada peringkat
- 03 - Particules MagnetiquesDokumen73 halaman03 - Particules MagnetiquesSoufiane Sani HarounaBelum ada peringkat
- SoudageDokumen4 halamanSoudageSara SwikiraBelum ada peringkat
- Autoroutes - 2015 - 02 - PGSS - 2015-01Dokumen55 halamanAutoroutes - 2015 - 02 - PGSS - 2015-01Soufiane Sani HarounaBelum ada peringkat
- Plan Action CSS Exemples PDFDokumen11 halamanPlan Action CSS Exemples PDFSoufiane Sani HarounaBelum ada peringkat
- Numérotation Normalisée Des Procédés de SoudageDokumen1 halamanNumérotation Normalisée Des Procédés de SoudageSoufiane Sani HarounaBelum ada peringkat
- Sénégal - Projet de Construction de La Centrale Photovoltaïque de Bokhol Au Sénégal - Résumé EIESDokumen34 halamanSénégal - Projet de Construction de La Centrale Photovoltaïque de Bokhol Au Sénégal - Résumé EIESSoufiane Sani HarounaBelum ada peringkat
- 00 FRDokumen2 halaman00 FRSoufiane Sani HarounaBelum ada peringkat
- SPW4pontsPGSSDokumen26 halamanSPW4pontsPGSSSoufiane Sani HarounaBelum ada peringkat
- Plan Action CSS ExemplesDokumen11 halamanPlan Action CSS ExemplesSoufiane Sani HarounaBelum ada peringkat
- 40 0006 2924 FR 68039 SnapshotDokumen10 halaman40 0006 2924 FR 68039 SnapshotSoufiane Sani HarounaBelum ada peringkat
- Formation CétimDokumen1 halamanFormation CétimSoufiane Sani HarounaBelum ada peringkat
- 1FK7 1011 Fra FR-FRDokumen270 halaman1FK7 1011 Fra FR-FRSoufiane Sani HarounaBelum ada peringkat
- A Aspiration Liee A La Piece - Captage Sans Contrainte69288Dokumen42 halamanA Aspiration Liee A La Piece - Captage Sans Contrainte69288Soufiane Sani HarounaBelum ada peringkat
- SoudageDokumen4 halamanSoudageSara SwikiraBelum ada peringkat
- Potences 0611Dokumen22 halamanPotences 0611Soufiane Sani HarounaBelum ada peringkat
- Cours 2013 Lauce2182Dokumen2 halamanCours 2013 Lauce2182Soufiane Sani HarounaBelum ada peringkat
- A-2 Element de BarreDokumen25 halamanA-2 Element de BarreSoufiane Sani HarounaBelum ada peringkat
- MomentDokumen2 halamanMomentSoufiane Sani HarounaBelum ada peringkat
- Altivar 12 ATV12H018F1Dokumen8 halamanAltivar 12 ATV12H018F1Soufiane Sani HarounaBelum ada peringkat
- Concept GPSDokumen80 halamanConcept GPSanto90kBelum ada peringkat
- Préparation Des ÉprouvettesDokumen6 halamanPréparation Des ÉprouvettesSoufiane Sani HarounaBelum ada peringkat
- Chapitre 2Dokumen9 halamanChapitre 2Saïda CHERIFBelum ada peringkat
- GRILLAGEDokumen32 halamanGRILLAGEAhmed Yassine Fellahi0% (1)
- Chapitre 6 Solutions Solides Et Alliage-Caractérisation Par DRXDokumen28 halamanChapitre 6 Solutions Solides Et Alliage-Caractérisation Par DRXAli ZouaouiBelum ada peringkat
- BEKO WMD25125. Mode D EmploiDokumen25 halamanBEKO WMD25125. Mode D EmploiDalila AmmarBelum ada peringkat
- DT294Dokumen44 halamanDT294than tsanBelum ada peringkat
- Dalles AlvéolairesDokumen8 halamanDalles AlvéolairesM'ed El'BkBelum ada peringkat
- ExposerDokumen47 halamanExposerAyyoubBelum ada peringkat
- Présentation PFE 2016Dokumen23 halamanPrésentation PFE 2016Abdellatif CHLIKHA0% (1)
- Les Liants2Dokumen7 halamanLes Liants2Franck BitaBelum ada peringkat
- Rapport1-1-Fr CorrosionDokumen28 halamanRapport1-1-Fr CorrosionSimo GhozlaniBelum ada peringkat
- TraitementDokumen4 halamanTraitementOthman BenchrifaBelum ada peringkat
- Tproc Noticesnotices 045 Knotice Doc 41059 224083703Dokumen44 halamanTproc Noticesnotices 045 Knotice Doc 41059 224083703Gildas ZiangbeBelum ada peringkat
- Matériaux Et Revêtement-CorrosionDokumen1 halamanMatériaux Et Revêtement-CorrosionRoBogerBelum ada peringkat
- CodinaDokumen201 halamanCodinaAmir BakarBelum ada peringkat
- Caumes NFDokumen12 halamanCaumes NFBouba BoubaBelum ada peringkat
- Reglementation BetonDokumen2 halamanReglementation Betonمحمد الطاهر لقويBelum ada peringkat
- Beton Arme - Cours Chap3 Et 4 PDFDokumen61 halamanBeton Arme - Cours Chap3 Et 4 PDFTOVIHO SessinouBelum ada peringkat
- CH 1Dokumen30 halamanCH 1Ahmad YacineBelum ada peringkat
- Adhérence Acier BétonDokumen8 halamanAdhérence Acier BétonLisa Canivet- McCannBelum ada peringkat
- Thermocouples Acim Jouanin Notice UtilisationDokumen2 halamanThermocouples Acim Jouanin Notice UtilisationEL MEHDI EN-NAANIBelum ada peringkat
- chap-A-B ChimieDokumen25 halamanchap-A-B Chimiestudent100% (1)
- Pfaff 122-6Dokumen36 halamanPfaff 122-6Datum VivelacriqueBelum ada peringkat
- 0150911 (2)Dokumen24 halaman0150911 (2)imadkassaBelum ada peringkat
- ZahraDokumen7 halamanZahraKhaoula BoudjellabaBelum ada peringkat
- Rockplus Kraft: Caractéristiques TechniquesDokumen6 halamanRockplus Kraft: Caractéristiques TechniquesAyoub SFIOUIBelum ada peringkat
- Brochure Service Maintenance 2018 BDDokumen12 halamanBrochure Service Maintenance 2018 BDAbo Achraf LaalawiBelum ada peringkat
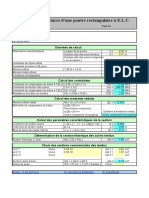
- Poutre Rectangulaire en ELUDokumen2 halamanPoutre Rectangulaire en ELUAymen FrikhiBelum ada peringkat
- Estimation 50m3Dokumen2 halamanEstimation 50m3ajaghjaghBelum ada peringkat
- Exposé PÉTROLEDokumen3 halamanExposé PÉTROLEMouhamed FallBelum ada peringkat
- Micropieux NormeDokumen58 halamanMicropieux NormeGEOBelum ada peringkat