Anda mungkin juga menyukai
- Accepted Manuscript: Applied Thermal EngineeringDokumen39 halamanAccepted Manuscript: Applied Thermal Engineeringmustafa11dahamBelum ada peringkat
- Lei Et Al., 2017Dokumen12 halamanLei Et Al., 2017Thamil ThedalBelum ada peringkat
- Webb 1981Dokumen12 halamanWebb 1981sctcpdsBelum ada peringkat
- Jurnal Tentang Amonia-Water Menggunakan Metode Drew (ScienceDirect)Dokumen11 halamanJurnal Tentang Amonia-Water Menggunakan Metode Drew (ScienceDirect)Nasution PangestuBelum ada peringkat
- HT 0 Liste Des Symbols Utilisés, Table de ConvertionDokumen5 halamanHT 0 Liste Des Symbols Utilisés, Table de ConvertionNidal BestBelum ada peringkat
- Thermal Response of A at Heat Pipe Sandwich Structure To A Localized Heat UxDokumen12 halamanThermal Response of A at Heat Pipe Sandwich Structure To A Localized Heat UxRay Broncano del AguilaBelum ada peringkat
- J Ijrefrig 2008 04 003Dokumen17 halamanJ Ijrefrig 2008 04 003MD Shahidul HoqueBelum ada peringkat
- Nomenclature 2016 Handbook For Transversely Finned Tube Heat Exchanger DesigDokumen4 halamanNomenclature 2016 Handbook For Transversely Finned Tube Heat Exchanger DesigMiguel AngelBelum ada peringkat
- Experimental Analysis of Heat Transfer Enhancement in Shell and Helical Tube Heat ExchangersDokumen9 halamanExperimental Analysis of Heat Transfer Enhancement in Shell and Helical Tube Heat ExchangersKartikAgrawalBelum ada peringkat
- Forced convection heat transfer from a circular cylinderDokumen11 halamanForced convection heat transfer from a circular cylinderDnyaneshwar UgaleBelum ada peringkat
- Agostini2004 PDFDokumen7 halamanAgostini2004 PDFTony K.PBelum ada peringkat
- 10.1007@s00231 020 02877 y PDFDokumen16 halaman10.1007@s00231 020 02877 y PDFVijay KumarBelum ada peringkat
- Experimental Studies On Heat Transfer and Pressure Drop Characteristics For New Arrangements of Corrugated Tubes in A Double Pipe Heat ExchangerDokumen10 halamanExperimental Studies On Heat Transfer and Pressure Drop Characteristics For New Arrangements of Corrugated Tubes in A Double Pipe Heat ExchangerkumarBelum ada peringkat
- 2020 - Marchetto - An Experimental Study On Flow Boiling of HFO1336mzz (Z)Dokumen14 halaman2020 - Marchetto - An Experimental Study On Flow Boiling of HFO1336mzz (Z)Lyen NascimentoBelum ada peringkat
- M. Suresh, A. Mani: Available Online atDokumen11 halamanM. Suresh, A. Mani: Available Online atstmuruganBelum ada peringkat
- 1361450080chapter 04 Thermal Power PlantsDokumen112 halaman1361450080chapter 04 Thermal Power PlantsHussien AlsadyBelum ada peringkat
- A Mechanistic Heat Transfer Correlation For Non-Boiling Two Phase Flow in Horizontal, Inclined and Vertical PipesDokumen9 halamanA Mechanistic Heat Transfer Correlation For Non-Boiling Two Phase Flow in Horizontal, Inclined and Vertical Pipesmostafa shahrabiBelum ada peringkat
- Numerical Studies of A Double-Pipe Helical Heat Exchanger: Timothy J. Rennie, Vijaya G.S. RaghavanDokumen8 halamanNumerical Studies of A Double-Pipe Helical Heat Exchanger: Timothy J. Rennie, Vijaya G.S. Raghavan1AdityaPathania1Belum ada peringkat
- Evaluating Heat Exchanger Performance by ExcelDokumen12 halamanEvaluating Heat Exchanger Performance by ExcelMohamed RagabBelum ada peringkat
- 1 s2.0 S0017931006000573 MainDokumen15 halaman1 s2.0 S0017931006000573 MainEthan SunBelum ada peringkat
- 1 s2.0 S2214157X15300034 MainDokumen16 halaman1 s2.0 S2214157X15300034 Mainait hssainBelum ada peringkat
- Two-Phase Flow in High-Heat-Flux Micro-Channel HeaDokumen15 halamanTwo-Phase Flow in High-Heat-Flux Micro-Channel HeaNishanta BasisthaBelum ada peringkat
- Chemical Engineering Science: Swapan Paruya, Jyoti Bhati, Tanusree Ghoshal, Bitan MankarDokumen15 halamanChemical Engineering Science: Swapan Paruya, Jyoti Bhati, Tanusree Ghoshal, Bitan MankarJyoti BhatiBelum ada peringkat
- Unit 1 - Convection 1Dokumen22 halamanUnit 1 - Convection 1Londiwe NxumaloBelum ada peringkat
- Scrapper Shaft Heat Exchanger AnalysisDokumen8 halamanScrapper Shaft Heat Exchanger Analysisaugust 08Belum ada peringkat
- Heat Transfer to Supercritical Carbon DioxideDokumen10 halamanHeat Transfer to Supercritical Carbon DioxideAnonymous 7BQxlt8cBelum ada peringkat
- Experimental Research On Convective Heat Transfer of SupercriticalDokumen13 halamanExperimental Research On Convective Heat Transfer of Supercriticalkarl liBelum ada peringkat
- Correlations Plate HeDokumen13 halamanCorrelations Plate HemattiturboBelum ada peringkat
- V.A. Kurganov, Yu.A. Zeigarnik, I.V. Maslakova: Article InfoDokumen15 halamanV.A. Kurganov, Yu.A. Zeigarnik, I.V. Maslakova: Article InfoManu K VasudevanBelum ada peringkat
- R-410A Heat Transfer and Pressure Drop in a Vertical Plate Heat ExchangerDokumen16 halamanR-410A Heat Transfer and Pressure Drop in a Vertical Plate Heat ExchangerGilmar QuijanoBelum ada peringkat
- H.S. Wang, H. HondaDokumen9 halamanH.S. Wang, H. HondaBhsr Karthik VarmaBelum ada peringkat
- Cryogenics: R.M. Damle, M.D. AtreyDokumen10 halamanCryogenics: R.M. Damle, M.D. AtreyNavin DBelum ada peringkat
- Corberan Et Al. 2011Dokumen12 halamanCorberan Et Al. 2011Francisco OppsBelum ada peringkat
- Corberan Et Al. 2011Dokumen12 halamanCorberan Et Al. 2011Francisco OppsBelum ada peringkat
- Applied Thermal Engineering: Zan Wu, Lei Wang, Bengt Sund En, Lars Wads oDokumen8 halamanApplied Thermal Engineering: Zan Wu, Lei Wang, Bengt Sund En, Lars Wads oAurpon Tahsin ShamsBelum ada peringkat
- 67 - Bodjona2017Dokumen12 halaman67 - Bodjona2017André PucciarelliBelum ada peringkat
- Bar-Cohen1992 Article TheoreticalAspectsOfNucleatePoDokumen12 halamanBar-Cohen1992 Article TheoreticalAspectsOfNucleatePosaad JajjaBelum ada peringkat
- Appendix A: Abbreviations, Symbols, and Unit ConversionsDokumen28 halamanAppendix A: Abbreviations, Symbols, and Unit ConversionsNajeeb A.MBelum ada peringkat
- Accepted Manuscript: Chemical Engineering JournalDokumen41 halamanAccepted Manuscript: Chemical Engineering Journalmohsen ranjbarBelum ada peringkat
- Numerical Simulation of Double-Pipe Condensers and EvaporatorsDokumen15 halamanNumerical Simulation of Double-Pipe Condensers and EvaporatorsalagaruBelum ada peringkat
- Heat and Mass Transfer in Microscale Diabatic Distillation Columns For AmmoniaDokumen50 halamanHeat and Mass Transfer in Microscale Diabatic Distillation Columns For AmmoniaFattah AlghaziBelum ada peringkat
- Performance Analyses of Helical Coil Heat Exchangers. The Effect of External Coil Surface Modification On Heat Exchanger EffectivenessDokumen23 halamanPerformance Analyses of Helical Coil Heat Exchangers. The Effect of External Coil Surface Modification On Heat Exchanger Effectivenessthehoang12310Belum ada peringkat
- 1 s2.0 S0017931006001931 MainDokumen14 halaman1 s2.0 S0017931006001931 MainNarendra KumarBelum ada peringkat
- J Cherd 2020 01 016Dokumen32 halamanJ Cherd 2020 01 016IrIFM IUSTBelum ada peringkat
- Condensation Inside and Outside Smooth and Enhanced Tubes - A Review of Recent ResearchDokumen20 halamanCondensation Inside and Outside Smooth and Enhanced Tubes - A Review of Recent ResearchIbrahim Mustefa MohaMTBelum ada peringkat
- An Experimental Investigation On Heat Transfer Charact - 2019 - International CoDokumen13 halamanAn Experimental Investigation On Heat Transfer Charact - 2019 - International CohenrymaryBelum ada peringkat
- Computation of Turbulent Buoyant Ows in Enclosures With Low-Reynolds-Number K-X ModelsDokumen13 halamanComputation of Turbulent Buoyant Ows in Enclosures With Low-Reynolds-Number K-X Modelsyoussef_pcBelum ada peringkat
- Temperature, Velocity and Pressure Gradient Distribution of Oil Production in South West Cameroon Using A Mixed Convection Heat Transfer in A Horizontal TubeDokumen8 halamanTemperature, Velocity and Pressure Gradient Distribution of Oil Production in South West Cameroon Using A Mixed Convection Heat Transfer in A Horizontal TubeInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Technol03 PDFDokumen9 halamanTechnol03 PDFHyunJoon, KimBelum ada peringkat
- LECTURE - 15 - CDB 3044 - Equipment Design - Heat ExchangersDokumen39 halamanLECTURE - 15 - CDB 3044 - Equipment Design - Heat ExchangersOng Jia YeeBelum ada peringkat
- Nanofluid Pe KaamDokumen25 halamanNanofluid Pe KaamParth PatpatiyaBelum ada peringkat
- 2016-04-08 Zhao 2Dokumen37 halaman2016-04-08 Zhao 2gonzalez2678Belum ada peringkat
- M09 - Heat Exchangers PDFDokumen38 halamanM09 - Heat Exchangers PDFThanh Tan NguyenBelum ada peringkat
- M09 PDFDokumen38 halamanM09 PDFAdrian GuzmanBelum ada peringkat
- Heat Exchanger Design and HT Coefficent Calculation From RC-6 BookDokumen20 halamanHeat Exchanger Design and HT Coefficent Calculation From RC-6 BookJag KhadseBelum ada peringkat
- Heat Exchanger Design - Part 2Dokumen15 halamanHeat Exchanger Design - Part 2Siddhant SoymonBelum ada peringkat
- Ijmntffp CHF PDFDokumen23 halamanIjmntffp CHF PDFVerma DriveBelum ada peringkat
- Sakamatapan 2013Dokumen10 halamanSakamatapan 2013Zouhir ZEROUALBelum ada peringkat
- Val Bingham TopDokumen25 halamanVal Bingham Topkada hanafiBelum ada peringkat
- Handbook of Heating, Ventilating and Air ConditioningDari EverandHandbook of Heating, Ventilating and Air ConditioningPenilaian: 4 dari 5 bintang4/5 (6)
- Jaho-2015-Office Wise Allotment of CandidatesDokumen28 halamanJaho-2015-Office Wise Allotment of CandidatesQuirti AmarBelum ada peringkat
- Thermal Performance of Different Working Uids in A Dual Diameter Circular Heat PipeDokumen7 halamanThermal Performance of Different Working Uids in A Dual Diameter Circular Heat PipeQuirti AmarBelum ada peringkat
- SSC CHSL 2017 Tier 1 Cut Off Write-UpDokumen3 halamanSSC CHSL 2017 Tier 1 Cut Off Write-UpTopRankersBelum ada peringkat
- Convective Boiling and Condensation Heat Transfer With A Twisted-Tape Insert For Alternative Refrigerants and MixtureDokumen11 halamanConvective Boiling and Condensation Heat Transfer With A Twisted-Tape Insert For Alternative Refrigerants and MixtureQuirti AmarBelum ada peringkat
- 3Dokumen23 halaman3Tapas SwainBelum ada peringkat
- Limit Tolerance Fits by S K MondalDokumen29 halamanLimit Tolerance Fits by S K MondalDhaval Patel100% (1)
- Machine DesignDokumen97 halamanMachine DesignGourav Kapoor100% (4)
- Table 3 NewDokumen2 halamanTable 3 NewQuirti AmarBelum ada peringkat
- Zeotropic Mixture - WikipediaDokumen8 halamanZeotropic Mixture - WikipediaQuirti AmarBelum ada peringkat
- HahahahahahDokumen6 halamanHahahahahahMurilo RomãoBelum ada peringkat
- Standard constants and properties tableDokumen2 halamanStandard constants and properties tableJames BrickBelum ada peringkat
- SubDokumen2 halamanSubQuirti AmarBelum ada peringkat
- Boiling and Condensation in Geothermal Reservoirs (1996) - Geothermal Program - Stanford UniversityDokumen3 halamanBoiling and Condensation in Geothermal Reservoirs (1996) - Geothermal Program - Stanford UniversityQuirti AmarBelum ada peringkat
- HahahahahahDokumen6 halamanHahahahahahMurilo RomãoBelum ada peringkat
- FluidDokumen4 halamanFluidQuirti AmarBelum ada peringkat
- BookksDokumen5 halamanBookksQuirti AmarBelum ada peringkat
- SceretDokumen1 halamanSceretQuirti AmarBelum ada peringkat
- BookksDokumen5 halamanBookksQuirti AmarBelum ada peringkat
- FluidDokumen4 halamanFluidQuirti AmarBelum ada peringkat
- BookksDokumen5 halamanBookksQuirti AmarBelum ada peringkat
- MVS-SVE Chapter18 PDFDokumen78 halamanMVS-SVE Chapter18 PDFDarwin MacalaladBelum ada peringkat
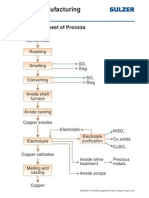
- Copper Manufacturing Process: General Flowsheet of ProcessDokumen28 halamanCopper Manufacturing Process: General Flowsheet of ProcessflaviosazevedoBelum ada peringkat
- Manual - Gree ErrorsDokumen83 halamanManual - Gree ErrorsJosé MacedoBelum ada peringkat
- RTWA Tornillo - 70 A 125 TR PDFDokumen56 halamanRTWA Tornillo - 70 A 125 TR PDFModussar IlyasBelum ada peringkat
- Simulation and Economic Study of The MED-TVC Units at Umm Al NarDokumen192 halamanSimulation and Economic Study of The MED-TVC Units at Umm Al NarSwayam PrakashBelum ada peringkat
- Advances in Vapor Compression Technology For The Production of USP Purified Water and Water For InjectionDokumen8 halamanAdvances in Vapor Compression Technology For The Production of USP Purified Water and Water For InjectionTimBelum ada peringkat
- Line SizeDokumen13 halamanLine Sizenedian90Belum ada peringkat
- Extraction of Tocotrienols From Palm Fatty Acid DistillatesDokumen10 halamanExtraction of Tocotrienols From Palm Fatty Acid DistillatesArguri ToBelum ada peringkat
- Multi Evaporator System With Single Compressor and Individual Expansion ValveDokumen4 halamanMulti Evaporator System With Single Compressor and Individual Expansion ValveALL THE GOOD STUFFBelum ada peringkat
- Report of Eddy Current Inspection - Indiana AirportDokumen45 halamanReport of Eddy Current Inspection - Indiana AirportkumaraguruBelum ada peringkat
- Evaporation Process ExplainedDokumen56 halamanEvaporation Process ExplainedJohn100% (1)
- RTHD Prc002a en VariadorDokumen36 halamanRTHD Prc002a en VariadorEmerson PenaforteBelum ada peringkat
- Fresh Water Generator: Shipboard Distillation SystemDokumen11 halamanFresh Water Generator: Shipboard Distillation SystemGuruBelum ada peringkat
- Chapter GNDokumen25 halamanChapter GNBayu D-scyzorBelum ada peringkat
- CSS 10.16 - Air Cooled chiller with scroll compressors using R32 refrigerantDokumen72 halamanCSS 10.16 - Air Cooled chiller with scroll compressors using R32 refrigerantЮлияBelum ada peringkat
- ATD GTU Study Material E-Notes Unit-3 04042021073428PMDokumen32 halamanATD GTU Study Material E-Notes Unit-3 04042021073428PMPratik VishwakarmaBelum ada peringkat
- GE Refigerator PFSS9PKY-PFSS9SKY Rervice-ManualDokumen88 halamanGE Refigerator PFSS9PKY-PFSS9SKY Rervice-Manualdan theman100% (1)
- FACT FertilizersDokumen40 halamanFACT FertilizersaswinBelum ada peringkat
- Control of Moisture and Other Contaminants in Refrigerant SystemsDokumen14 halamanControl of Moisture and Other Contaminants in Refrigerant SystemsFlorin OnucBelum ada peringkat
- Liebert SRC User ManualDokumen43 halamanLiebert SRC User ManualDavid MolinaBelum ada peringkat
- Process flow diagram for PONNI SUGARS (ERODE) LIMITEDDokumen1 halamanProcess flow diagram for PONNI SUGARS (ERODE) LIMITEDvinod kumarBelum ada peringkat
- User ManualDokumen6 halamanUser ManualFahad KhanBelum ada peringkat
- Refrigeration System DesignDokumen8 halamanRefrigeration System DesignJustine BoqsBelum ada peringkat
- Refrigeration and Airconditioning by S K Mondal T&Q .0002Dokumen130 halamanRefrigeration and Airconditioning by S K Mondal T&Q .0002saitejaBelum ada peringkat
- Automobile Chassis Short Notes Unit 1Dokumen56 halamanAutomobile Chassis Short Notes Unit 1Ranjit Rajendran100% (5)
- Pharmaceutical EngineeringDokumen7 halamanPharmaceutical EngineeringsalahBelum ada peringkat
- Water Stills Brochure GFLDokumen19 halamanWater Stills Brochure GFLFelix SelorioBelum ada peringkat
- Enviro Product Catalog VCC 2Dokumen1 halamanEnviro Product Catalog VCC 2caigaBelum ada peringkat
- Economic Analysis of Phosphoric Acid ExtractionDokumen34 halamanEconomic Analysis of Phosphoric Acid ExtractionRiham loubaniBelum ada peringkat
- 01 MSDS Arcel T 109PDokumen2 halaman01 MSDS Arcel T 109PagusBelum ada peringkat