Anda mungkin juga menyukai
- 11062016000000utp 86 FNDokumen1 halaman11062016000000utp 86 FNbrayanBelum ada peringkat
- Utp 63Dokumen1 halamanUtp 63brayanBelum ada peringkat
- Utp Ledurit 61Dokumen1 halamanUtp Ledurit 61brayanBelum ada peringkat
- Utp 34 NDokumen1 halamanUtp 34 NbrayanBelum ada peringkat
- Utp Ledurit 65Dokumen1 halamanUtp Ledurit 65brayanBelum ada peringkat
- L1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENDokumen1 halamanL1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENkamals55Belum ada peringkat
- Utp Dur 250Dokumen1 halamanUtp Dur 250daha333Belum ada peringkat
- Utp Dur 600Dokumen1 halamanUtp Dur 600Bala KrishnanBelum ada peringkat
- Utp 630Dokumen1 halamanUtp 630brayanBelum ada peringkat
- Welding Inspection: Consumables Course Reference WIS 5Dokumen32 halamanWelding Inspection: Consumables Course Reference WIS 5sindalisindiBelum ada peringkat
- Utp 7015Dokumen1 halamanUtp 7015cesarlopezpolysiusBelum ada peringkat
- LH 104Dokumen1 halamanLH 104Sandeep gangulyBelum ada peringkat
- Drew Marine Arc Welding ElectrodesDokumen1 halamanDrew Marine Arc Welding ElectrodesmarBelum ada peringkat
- Utp A 3444Dokumen1 halamanUtp A 3444Sun SunBelum ada peringkat
- مكونات نقط اللحام شامل بنط اللحامDokumen2 halamanمكونات نقط اللحام شامل بنط اللحامdaha333Belum ada peringkat
- Section 2 - Nikko Welding ConsumablesDokumen9 halamanSection 2 - Nikko Welding Consumablesangga franugrahaBelum ada peringkat
- Electrode Selector GuideDokumen2 halamanElectrode Selector Guidetanase.gabriel1993Belum ada peringkat
- Utp Ledurit 65Dokumen1 halamanUtp Ledurit 65Ulisses SilvaBelum ada peringkat
- 1 - UTP 614 KBDokumen1 halaman1 - UTP 614 KBKrishna VachaBelum ada peringkat
- Brosur FontaDokumen8 halamanBrosur FontaKawat Las FontaBelum ada peringkat
- LH 124Dokumen1 halamanLH 124Kasturi MJBelum ada peringkat
- Böhler Fox Skwa: Classifi CationsDokumen1 halamanBöhler Fox Skwa: Classifi CationsBranko FerenčakBelum ada peringkat
- Utp 84 FNDokumen1 halamanUtp 84 FNdurandm10Belum ada peringkat
- MIP Bohler Welding Austwqrwq2332e3eddwria 98Dokumen1 halamanMIP Bohler Welding Austwqrwq2332e3eddwria 98maxi27Belum ada peringkat
- E309LDokumen1 halamanE309Lashishkumaragrawal.rs.mec20Belum ada peringkat
- UTP 655 32 SpecSheetDokumen1 halamanUTP 655 32 SpecSheetFadi HasnBelum ada peringkat
- Standar Elektroda PDFDokumen182 halamanStandar Elektroda PDFFakhar WindratamaBelum ada peringkat
- Page - 6Dokumen1 halamanPage - 6Bharat KumaneBelum ada peringkat
- Welding Electrode CatalogDokumen11 halamanWelding Electrode CatalogSompon ModekamBelum ada peringkat
- Böhler Fox CN 29/9-A: DescriptionDokumen1 halamanBöhler Fox CN 29/9-A: DescriptionKadir Koray BozyelBelum ada peringkat
- Utp 86 FNDokumen1 halamanUtp 86 FNc131508Belum ada peringkat
- 02112015000000B - Boehler FOX E 347 H - CeDokumen1 halaman02112015000000B - Boehler FOX E 347 H - CeUnir Welds CoatingsBelum ada peringkat
- EutecTrode 3055Dokumen2 halamanEutecTrode 3055asmaa aliBelum ada peringkat
- Carbocast 1 - eDokumen1 halamanCarbocast 1 - eali torabiBelum ada peringkat
- L1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Dokumen1 halamanL1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Dimitris NikouBelum ada peringkat
- U Utp 73 G 4 Smaw 04Dokumen1 halamanU Utp 73 G 4 Smaw 04Saulo RoseiraBelum ada peringkat
- Ceweld Catalogue 8-4-2016 enDokumen48 halamanCeweld Catalogue 8-4-2016 enAzize AmrouneBelum ada peringkat
- Bohler Fox S 308L-16Dokumen1 halamanBohler Fox S 308L-16HAKANBelum ada peringkat
- Böhler Fox Skwam: Classifi CationsDokumen1 halamanBöhler Fox Skwam: Classifi CationsBranko FerenčakBelum ada peringkat
- Utp 068 HHDokumen1 halamanUtp 068 HHRoberto_PrrBelum ada peringkat
- LH 106Dokumen1 halamanLH 106Sandeep gangulyBelum ada peringkat
- Acfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmDokumen1 halamanAcfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmdodoBelum ada peringkat
- Amtec 3 Cast IronDokumen1 halamanAmtec 3 Cast Ironmohamed AdelBelum ada peringkat
- 05042016000000A - Avesta 904L - CeDokumen1 halaman05042016000000A - Avesta 904L - CeJorge Uribe RochaBelum ada peringkat
- Katalog BelerDokumen1 halamanKatalog BelerСтефан АнтонићBelum ada peringkat
- Castro 2011Dokumen1 halamanCastro 2011Armando Lujan VelazquezBelum ada peringkat
- Boehler 2507 P100 Rutile E2594 16 Covered ElectrodeDokumen1 halamanBoehler 2507 P100 Rutile E2594 16 Covered ElectrodekapsarcBelum ada peringkat
- Amtec 122 Cast IronDokumen1 halamanAmtec 122 Cast IronMohamed AdelBelum ada peringkat
- GMAW Welding ParametersDokumen32 halamanGMAW Welding Parametersnarutothunderjet216Belum ada peringkat
- Cin 1 Post File 2019 12 17 100704Dokumen1 halamanCin 1 Post File 2019 12 17 100704Adrian SetyadharmaBelum ada peringkat
- Applications: For Repairing of Cast Iron ProductsDokumen1 halamanApplications: For Repairing of Cast Iron ProductsLasandu WanniarachchiBelum ada peringkat
- Mild Steel 490mpa High Tensile Strength SteelDokumen38 halamanMild Steel 490mpa High Tensile Strength SteelCarlos PadillaBelum ada peringkat
- 1.smaw All PDFDokumen76 halaman1.smaw All PDFkaviatchennaiBelum ada peringkat
- Sie BR Distribution BlocksDokumen4 halamanSie BR Distribution BlocksWiicchyyy OmY BoY DJBelum ada peringkat
- Nexans H07RN-FDokumen6 halamanNexans H07RN-FeliasBelum ada peringkat
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDari EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsBelum ada peringkat
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionDari EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionBelum ada peringkat
- B Boehler FOX EV 50-A Se en 5Dokumen1 halamanB Boehler FOX EV 50-A Se en 5Sun SunBelum ada peringkat
- MRRDokumen2 halamanMRRSun SunBelum ada peringkat
- L1 16479 en T Union S 3 - UV 421 TT MDPK enDokumen1 halamanL1 16479 en T Union S 3 - UV 421 TT MDPK enSun SunBelum ada peringkat
- Welding Consumables GuidenceDokumen3 halamanWelding Consumables GuidenceSun SunBelum ada peringkat
- Lorch X 350 Leaflet EngDokumen3 halamanLorch X 350 Leaflet EngSun SunBelum ada peringkat
- Recommended KISWEL Products As Per ASTMDokumen21 halamanRecommended KISWEL Products As Per ASTMSun SunBelum ada peringkat
- Pipe - Line Bevel MachineDokumen24 halamanPipe - Line Bevel MachineSun SunBelum ada peringkat
- Utp A 3444 - 2Dokumen1 halamanUtp A 3444 - 2Sun SunBelum ada peringkat
- WM 0977 01Dokumen276 halamanWM 0977 01Sun SunBelum ada peringkat
- DocLib 4660 170 InverterDokumen1 halamanDocLib 4660 170 InverterSun SunBelum ada peringkat
- Utp A 3444Dokumen1 halamanUtp A 3444Sun SunBelum ada peringkat
- E7016 - Wps PQR Agency Letter Kiswel - 19042017Dokumen8 halamanE7016 - Wps PQR Agency Letter Kiswel - 19042017Sun SunBelum ada peringkat
- Utp A 3444 - 2Dokumen1 halamanUtp A 3444 - 2Sun SunBelum ada peringkat
- Good WeldDokumen2 halamanGood WeldSun SunBelum ada peringkat
- Gtaw Er70s-G - Wps PQR Agency Letter - 19042017Dokumen8 halamanGtaw Er70s-G - Wps PQR Agency Letter - 19042017Sun SunBelum ada peringkat
- Surfox: Weld Cleaning System For Stainless SteelDokumen16 halamanSurfox: Weld Cleaning System For Stainless SteelSun SunBelum ada peringkat
- SMAW InstructionDokumen20 halamanSMAW InstructionSun Sun100% (1)
- Time Tig 315 Acdc PDFDokumen1 halamanTime Tig 315 Acdc PDFSun SunBelum ada peringkat
- Surfox: Weld Cleaning System For Stainless SteelDokumen16 halamanSurfox: Weld Cleaning System For Stainless SteelSun SunBelum ada peringkat
- Time Tig 315 Acdc PDFDokumen1 halamanTime Tig 315 Acdc PDFSun SunBelum ada peringkat
- Gmaw Er70s-6 - Wps PQR Agency Letter Kiswel - 19042017Dokumen8 halamanGmaw Er70s-6 - Wps PQR Agency Letter Kiswel - 19042017Sun SunBelum ada peringkat
- E7018 - Wps PQR Agency Letter Kiswel - 19042017Dokumen8 halamanE7018 - Wps PQR Agency Letter Kiswel - 19042017Sun SunBelum ada peringkat
- Time Mma Zx7-400 PDFDokumen1 halamanTime Mma Zx7-400 PDFSun SunBelum ada peringkat
- Time Mma ZX7-400 PDFDokumen1 halamanTime Mma ZX7-400 PDFSun SunBelum ada peringkat
- E7010 - Wps PQR Agency Letter Kiswel - 19042017Dokumen10 halamanE7010 - Wps PQR Agency Letter Kiswel - 19042017Sun SunBelum ada peringkat
- E6013 - Wps PQR Agency Letter Kiswel - 19042017-1Dokumen8 halamanE6013 - Wps PQR Agency Letter Kiswel - 19042017-1Sun SunBelum ada peringkat
- E6010 - WPS PQR Agency Letter - 19042017Dokumen10 halamanE6010 - WPS PQR Agency Letter - 19042017Sun SunBelum ada peringkat
- Antech Saw MZ-1000R & 1250RDokumen1 halamanAntech Saw MZ-1000R & 1250RSun Sun0% (1)
- E71t-1 - Agency Letter Kiswel Wps Fcaw - 19042017Dokumen8 halamanE71t-1 - Agency Letter Kiswel Wps Fcaw - 19042017Sun SunBelum ada peringkat
- BV263 - U Type Butterfly ValveDokumen2 halamanBV263 - U Type Butterfly ValveFAIYAZ AHMEDBelum ada peringkat
- ChemistryPaper FullDokumen20 halamanChemistryPaper FullChanderpal BarupalBelum ada peringkat
- Construciton SupervisorDokumen16 halamanConstruciton SupervisorkinleyBelum ada peringkat
- Isoreactive Red He3bDokumen3 halamanIsoreactive Red He3bscribd_user2010Belum ada peringkat
- Viva VoceDokumen2 halamanViva Vocemontu97100% (1)
- Chapter 8 Design For Injection MoldingDokumen94 halamanChapter 8 Design For Injection Moldingxuân quân lêBelum ada peringkat
- SAMSUNG CapacitorDokumen16 halamanSAMSUNG CapacitorFaraz ElectronicBelum ada peringkat
- Ball Clay Is A Highly Plastic Variety of Clay of Kaolinite Group Like China Clay and Fire ClayDokumen2 halamanBall Clay Is A Highly Plastic Variety of Clay of Kaolinite Group Like China Clay and Fire Clayashleyyy5Belum ada peringkat
- Fiber Analysis: Qualitative: AATCC Test Method 20-2007Dokumen26 halamanFiber Analysis: Qualitative: AATCC Test Method 20-2007Phạm Hồ Ngọc Linh100% (1)
- D4206Dokumen4 halamanD4206saifullah629Belum ada peringkat
- Hilti HIT HY 70 Injection Mortar For MasonryDokumen26 halamanHilti HIT HY 70 Injection Mortar For MasonryVenkatesh PadmanabhanBelum ada peringkat
- SteelBook Pipe PipeFittingsDokumen28 halamanSteelBook Pipe PipeFittingsSumeet Sisir SarkarBelum ada peringkat
- Effectiveness of Sodium Polyacrylate (Superabsorbent Polymer) As A Growing Medium of Hydroponically Grown Ocimum Basilicum (Basil)Dokumen18 halamanEffectiveness of Sodium Polyacrylate (Superabsorbent Polymer) As A Growing Medium of Hydroponically Grown Ocimum Basilicum (Basil)Research ParkBelum ada peringkat
- Monoestearato de Glicerilo 95% - China - Wellgo - FT Gms90Dokumen2 halamanMonoestearato de Glicerilo 95% - China - Wellgo - FT Gms90Diego GuzmánBelum ada peringkat
- Edited MSDS TDM 02.05.2022Dokumen1 halamanEdited MSDS TDM 02.05.2022Sajjad MaqboolBelum ada peringkat
- Oral RecitationDokumen2 halamanOral RecitationEarl Cris RiggsBelum ada peringkat
- Nas 1714Dokumen2 halamanNas 1714YossiBelum ada peringkat
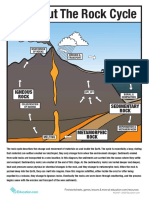
- Rock Cycle QuizDokumen2 halamanRock Cycle QuizKizzi Kye Edelweiss BalmoresBelum ada peringkat
- DS Barred Tee (Rev)Dokumen2 halamanDS Barred Tee (Rev)Advis100% (2)
- Kami Export - 3145 - 01 - 6RP - AFP - tcm143-665876 PDFDokumen20 halamanKami Export - 3145 - 01 - 6RP - AFP - tcm143-665876 PDFMa'an Al Sabri100% (1)
- Thermochemistry - Chapter 6Dokumen45 halamanThermochemistry - Chapter 6Gokul MukundaBelum ada peringkat
- Steel Connections v1.3Dokumen83 halamanSteel Connections v1.3Mateus GehlenBelum ada peringkat
- Thermo 5th Chap15 P068Dokumen21 halamanThermo 5th Chap15 P068IENCSBelum ada peringkat
- Design and Installation of Chemical-Resistant Protection Systems For Concrete Surfaces (BASED ON EN 14879-PARTS 1, 3, 5 AND 6)Dokumen22 halamanDesign and Installation of Chemical-Resistant Protection Systems For Concrete Surfaces (BASED ON EN 14879-PARTS 1, 3, 5 AND 6)sudeep9666Belum ada peringkat
- Tream Paper 2.8.editedDokumen5 halamanTream Paper 2.8.editedPartho BasakBelum ada peringkat
- Saes A 134Dokumen13 halamanSaes A 134Mohamed Soliman100% (1)
- 03 - API Cements and AdditivesDokumen15 halaman03 - API Cements and AdditivesangelacanchonBelum ada peringkat
- HILTI Anchor FasteningDokumen91 halamanHILTI Anchor FasteningkstayroskBelum ada peringkat
- BS en 14692-2017 - TC - (2020-08-27 - 08-40-55 Am) PDFDokumen28 halamanBS en 14692-2017 - TC - (2020-08-27 - 08-40-55 Am) PDF梁山伯Belum ada peringkat