Anda mungkin juga menyukai
- Andreas Ludwing Kalcker - Salud Prohibida PDFDokumen421 halamanAndreas Ludwing Kalcker - Salud Prohibida PDFlalohouse lalohouse100% (11)
- Suplementos NutricionalesDokumen40 halamanSuplementos NutricionalesElisvanParillo50% (2)
- Informe de Calificación de Instalaciones PDFDokumen6 halamanInforme de Calificación de Instalaciones PDFMIGUELBelum ada peringkat
- Protocolo de Calificacion Tapadora Daumaq 4-004Dokumen6 halamanProtocolo de Calificacion Tapadora Daumaq 4-004pablo710Belum ada peringkat
- Sop para Generación de Documentos Del LTF 2014Dokumen7 halamanSop para Generación de Documentos Del LTF 2014Victor VghtBelum ada peringkat
- FEUM 13 - Sistemas Críticos (HVAC)Dokumen15 halamanFEUM 13 - Sistemas Críticos (HVAC)Ricardo RamosBelum ada peringkat
- Validación SólidosDokumen83 halamanValidación Sólidosarjom01Belum ada peringkat
- SpanishTrainingManual PDFDokumen206 halamanSpanishTrainingManual PDFJuan José Matos Ch100% (3)
- Calificación de Maquinaria PDFDokumen176 halamanCalificación de Maquinaria PDFjaime manciaBelum ada peringkat
- Validacion de Limpieza - 2013Dokumen23 halamanValidacion de Limpieza - 2013rosebelle1906Belum ada peringkat
- Articulo Nueva Estrategia FDA para La Validacion de ProcesosDokumen6 halamanArticulo Nueva Estrategia FDA para La Validacion de ProcesosFernando TejerinaBelum ada peringkat
- Etapas de La CalificaciónDokumen9 halamanEtapas de La CalificaciónVictorBelum ada peringkat
- Diseño Cuarto LimpioDokumen23 halamanDiseño Cuarto Limpiodaniel garcia100% (1)
- Urs Desempolvador Comprimidos Ev May23Dokumen6 halamanUrs Desempolvador Comprimidos Ev May23Elvio Valdez100% (1)
- Balance de MateriaDokumen25 halamanBalance de MaterialeslyBelum ada peringkat
- Aguas de Usos Farmacéuticos-7Dokumen1 halamanAguas de Usos Farmacéuticos-7DANIELA ARIAS RODRIGUEZBelum ada peringkat
- Mezcladora y Picadora de CarneDokumen52 halamanMezcladora y Picadora de CarneElisvanParillo100% (1)
- PEYT Bernets TabsDokumen10 halamanPEYT Bernets Tabslazaro.oscar1117Belum ada peringkat
- CFR 21 Parte 11Dokumen2 halamanCFR 21 Parte 11sami2210100% (1)
- Validación prospectiva hoja cálculo GMPDokumen3 halamanValidación prospectiva hoja cálculo GMPMaría González QuiñonezBelum ada peringkat
- Protocolo de CD - Aire ComprimidoDokumen7 halamanProtocolo de CD - Aire ComprimidoBrayanBelum ada peringkat
- 1 Limpieza y DesinfeccionDokumen12 halaman1 Limpieza y Desinfeccionjose chagua isidroBelum ada peringkat
- Informe Practicas PreDokumen16 halamanInforme Practicas PreJessica Sanchez100% (1)
- 21CFR11 Requerimientos Calif Equipos Parte3Dokumen46 halaman21CFR11 Requerimientos Calif Equipos Parte3Okty PgcBelum ada peringkat
- Los Humedales de VentanillaDokumen2 halamanLos Humedales de VentanillaAngieLlamoccaBelum ada peringkat
- MALTEADODokumen12 halamanMALTEADOElisvanParilloBelum ada peringkat
- 4-Sección IV - Monitoreo de Aguas y Ambientes. Validaciones Microbiológicas de ProcesosDokumen76 halaman4-Sección IV - Monitoreo de Aguas y Ambientes. Validaciones Microbiológicas de ProcesosPaula LópezBelum ada peringkat
- Iq-Vws Aqua SdiDokumen32 halamanIq-Vws Aqua SdiMaximino Olvera RuizBelum ada peringkat
- PedroDokumen53 halamanPedroSandro SotomayorBelum ada peringkat
- Informe de Calificacion Operacional de La CalderaDokumen4 halamanInforme de Calificacion Operacional de La Calderapablo710Belum ada peringkat
- Dossier Microbiologia - Bo PDFDokumen8 halamanDossier Microbiologia - Bo PDFFredy AlvaroBelum ada peringkat
- Medición de Partículas No ViablesDokumen8 halamanMedición de Partículas No Viabless.sotomayorBelum ada peringkat
- Cafeína 01Dokumen3 halamanCafeína 01ElisvanParilloBelum ada peringkat
- Curso Taller BPL TrujilloDokumen160 halamanCurso Taller BPL Trujillodéborah_rosales100% (1)
- Sistemas HVAC para ambientes de fabricaciónDokumen54 halamanSistemas HVAC para ambientes de fabricaciónKuNtii Devi Verdejof100% (2)
- PTC-122-04 Informe Operacional AutoclaveDokumen15 halamanPTC-122-04 Informe Operacional AutoclaveStiv LhBelum ada peringkat
- 10 Problemas Frecuentes en CSVDokumen15 halaman10 Problemas Frecuentes en CSVSilvia BacchiniBelum ada peringkat
- Bitacora UMA 1-01Dokumen101 halamanBitacora UMA 1-01aaBelum ada peringkat
- FICHA TECNICA INCUBADOR DIGITAL DSI-300D-U2 OkDokumen1 halamanFICHA TECNICA INCUBADOR DIGITAL DSI-300D-U2 OkceracalBelum ada peringkat
- Norma de Medidores Gmi Solutions SasDokumen139 halamanNorma de Medidores Gmi Solutions SasLIBARDO100% (1)
- Validación de Sistemas Computadorizado y Análisis de Riesgo: Por Nelson Esteves ECS - Esteves Consulting Services, IncDokumen133 halamanValidación de Sistemas Computadorizado y Análisis de Riesgo: Por Nelson Esteves ECS - Esteves Consulting Services, IncVAlidacion ValBelum ada peringkat
- Agua Uso Farmaceutico, Usp, 1231Dokumen42 halamanAgua Uso Farmaceutico, Usp, 1231orellanauvmcBelum ada peringkat
- QBDDokumen56 halamanQBDAlejandra RinconBelum ada peringkat
- Rtca 11.03.47.07Dokumen29 halamanRtca 11.03.47.07Carol Lopez0% (1)
- Presentacion Validacion de Sistemas Criticos HvacDokumen62 halamanPresentacion Validacion de Sistemas Criticos HvacMetrologia FarmalogicaBelum ada peringkat
- Lista de Verificacion Residuos Cromatografia FinalDokumen12 halamanLista de Verificacion Residuos Cromatografia FinalLuis LozoyaBelum ada peringkat
- WHO VSQ 97.02 SpaDokumen158 halamanWHO VSQ 97.02 SpaLourdesBelum ada peringkat
- PNT de Un PNTDokumen4 halamanPNT de Un PNTÁngel Ostos GallardoBelum ada peringkat
- Pnt.093.qa. - Pnt.093.qaDokumen23 halamanPnt.093.qa. - Pnt.093.qaMontse MateuBelum ada peringkat
- 6.1-04 PNO para El Mantenimiento Del Estado Validado Rv03Dokumen9 halaman6.1-04 PNO para El Mantenimiento Del Estado Validado Rv03gho.produccion1Belum ada peringkat
- ValDokumen88 halamanValMelisa Martínez HernándezBelum ada peringkat
- Preparación y estandarización de soluciones de NaOHDokumen5 halamanPreparación y estandarización de soluciones de NaOHGustavo MorenoBelum ada peringkat
- Medidor de Aire Comprimido ISO 8573brDokumen4 halamanMedidor de Aire Comprimido ISO 8573brMario Vazquez BBelum ada peringkat
- SUPAC - Doc Niveles de CambioDokumen48 halamanSUPAC - Doc Niveles de CambioOskar LazaroBelum ada peringkat
- Calibración de termohigrómetrosDokumen7 halamanCalibración de termohigrómetrosAnonymous 3OvLmCa2wBelum ada peringkat
- GMP+ FSA Equivalente A ISO 22000 - Norma GMP B2Dokumen4 halamanGMP+ FSA Equivalente A ISO 22000 - Norma GMP B2tefa sgBelum ada peringkat
- Curso SAFYBI Análisis de Riesgo en La Industria FarmacéuticaDokumen3 halamanCurso SAFYBI Análisis de Riesgo en La Industria Farmacéuticajuditherrera_11Belum ada peringkat
- Aspectos GLP BásicosDokumen71 halamanAspectos GLP Básicosarjom01Belum ada peringkat
- AMEF Como Valorar RiesgosDokumen53 halamanAMEF Como Valorar RiesgosYessica C. OlivaresBelum ada peringkat
- Informe de Calificacion de Codificadora Ink-Jet 5-026Dokumen15 halamanInforme de Calificacion de Codificadora Ink-Jet 5-026pablo710Belum ada peringkat
- Validacion de Esteriles PDFDokumen33 halamanValidacion de Esteriles PDFFelix MendozaBelum ada peringkat
- Lambda UV - Vis. BrochureDokumen12 halamanLambda UV - Vis. BrochureCatherine RealesBelum ada peringkat
- Formato para Visita de Preinstalacion de Dispositivos MedicosDokumen3 halamanFormato para Visita de Preinstalacion de Dispositivos MedicosJuan Camilo EspinosaBelum ada peringkat
- Protocolo de Calificacion Operacional de La Etiquetadora 5-024Dokumen13 halamanProtocolo de Calificacion Operacional de La Etiquetadora 5-024pablo710Belum ada peringkat
- UNE en ISO 14937 Extracto Autoclaves PDFDokumen4 halamanUNE en ISO 14937 Extracto Autoclaves PDFSergio Rodriguez Morales100% (1)
- Práctica de Laboratorio 2do ParcialDokumen7 halamanPráctica de Laboratorio 2do ParcialedgaralejandropenasilvaBelum ada peringkat
- Guia de Practicas de Autoclaves 2013Dokumen6 halamanGuia de Practicas de Autoclaves 2013Felix Kenny Mateo VeraBelum ada peringkat
- Analisis Termodinamico de Una Columna de DestilacionDokumen67 halamanAnalisis Termodinamico de Una Columna de DestilacionNony Rechnitzer0% (1)
- Curso NORMATIVA SANITARIA Y BPM EN RESTAURANTES Y SERVICIOS AFINES FRENTE AL COVID 19 Veronica Sandoval Parte 2 Dias 3 y 4Dokumen120 halamanCurso NORMATIVA SANITARIA Y BPM EN RESTAURANTES Y SERVICIOS AFINES FRENTE AL COVID 19 Veronica Sandoval Parte 2 Dias 3 y 4Yhael J. HurtadoBelum ada peringkat
- Requisitos Autorización SanitariaDokumen1 halamanRequisitos Autorización SanitariaElisvanParilloBelum ada peringkat
- Modelo agroproductivo de quinua en La Rioja, ArgentinaDokumen25 halamanModelo agroproductivo de quinua en La Rioja, ArgentinaElisvanParilloBelum ada peringkat
- Aplicación de Pulsos Electricos de Alta Intensidad en Una Bebida Mezcla de Zumo de Naranja y Leche 5568 - 5569Dokumen270 halamanAplicación de Pulsos Electricos de Alta Intensidad en Una Bebida Mezcla de Zumo de Naranja y Leche 5568 - 5569Shane HughesBelum ada peringkat
- Conferencia - Planteamiento Del ProblemaDokumen85 halamanConferencia - Planteamiento Del ProblemaElisvanParilloBelum ada peringkat
- Papper Gestion de La CalidadDokumen22 halamanPapper Gestion de La CalidadElisvanParilloBelum ada peringkat
- Plano Geolocalizacion Productor QuinuaDokumen2 halamanPlano Geolocalizacion Productor QuinuaElisvanParilloBelum ada peringkat
- Infografía6 Peligros FisicosDokumen3 halamanInfografía6 Peligros FisicosPIERRE OTONIEL CARMEN MUNAYCO0% (1)
- Libro de Las Revelaciones Del Cordero de DiosDokumen766 halamanLibro de Las Revelaciones Del Cordero de DiosAlan Perez80% (5)
- Estatuto - UnajDokumen80 halamanEstatuto - UnajElisvanParilloBelum ada peringkat
- Expansion y Produccion de La Quinua en El PeruDokumen23 halamanExpansion y Produccion de La Quinua en El PeruElisvanParilloBelum ada peringkat
- Propiedades Fisicas de AlimentosDokumen34 halamanPropiedades Fisicas de AlimentosElisvanParilloBelum ada peringkat
- MAQUINARIA - PasteurizacionDokumen45 halamanMAQUINARIA - PasteurizacionElisvanParilloBelum ada peringkat
- Favismo: una enfermedad hereditaria ligada al cromosoma XDokumen15 halamanFavismo: una enfermedad hereditaria ligada al cromosoma XElisvanParilloBelum ada peringkat
- Esterilizador Por UVDokumen29 halamanEsterilizador Por UVElisvanParillo100% (1)
- Tarwi - PresentacionDokumen52 halamanTarwi - PresentacionElisvanParillo100% (2)
- Matlab Programacion ListoDokumen18 halamanMatlab Programacion ListoElisvanParilloBelum ada peringkat
- Libro de Las Revelaciones Del Cordero de DiosDokumen766 halamanLibro de Las Revelaciones Del Cordero de DiosAlan Perez80% (5)
- Fluidos No Newtoneanos ReopecticosDokumen22 halamanFluidos No Newtoneanos ReopecticosElisvanParilloBelum ada peringkat
- Disoluciones y Separación de MezclasDokumen5 halamanDisoluciones y Separación de MezclasElisvanParilloBelum ada peringkat
- Guía para Elaborar La Tesis PDFDokumen123 halamanGuía para Elaborar La Tesis PDFElisvanParilloBelum ada peringkat
- Sistemas Termoelectricos de Generacion de Potencia y RefrigeracionDokumen11 halamanSistemas Termoelectricos de Generacion de Potencia y RefrigeracionElisvanParilloBelum ada peringkat
- Sistemas Termoeléctricos de Generación de Potencia y de RefrigeraciónDokumen9 halamanSistemas Termoeléctricos de Generación de Potencia y de RefrigeraciónElisvanParilloBelum ada peringkat
- Tratamiento de Aguas Residuales Domesticas Mediante Humedales Artificiales Con La Especie Cyperus AlternifoliusDokumen2 halamanTratamiento de Aguas Residuales Domesticas Mediante Humedales Artificiales Con La Especie Cyperus AlternifoliusELMERBelum ada peringkat
- Junin EdzDokumen268 halamanJunin EdzJuan Abel Callupe CuevaBelum ada peringkat
- Taller 1 Estadistica Descriptiva 2Dokumen6 halamanTaller 1 Estadistica Descriptiva 2Chamorro Sigdman FabianBelum ada peringkat
- 1 - Una Breve Historia de Internet (Primera Parte)Dokumen7 halaman1 - Una Breve Historia de Internet (Primera Parte)Iván PortilloBelum ada peringkat
- Actividad Excel Unidad 3Dokumen30 halamanActividad Excel Unidad 3Darly MontesBelum ada peringkat
- Comandos Del DDokumen3 halamanComandos Del DNick NicolasBelum ada peringkat
- Portafolio de Evidencias Unidad I, Administración de Bases de Datos.Dokumen7 halamanPortafolio de Evidencias Unidad I, Administración de Bases de Datos.Daniel Ramos MeléndezBelum ada peringkat
- Levitación MagnéticaDokumen3 halamanLevitación MagnéticaGraciela RomeroBelum ada peringkat
- Para Implementar Las Buenas Prácticas Agrícolas en La Producción de PlátanoDokumen2 halamanPara Implementar Las Buenas Prácticas Agrícolas en La Producción de PlátanoWilmer Peña Aguirre100% (1)
- Proyecto de Servicio Comunitario CDDokumen37 halamanProyecto de Servicio Comunitario CDAbraham TupanoBelum ada peringkat
- ISO 27001 2014.compressedDokumen27 halamanISO 27001 2014.compressedAlfredo MárquezBelum ada peringkat
- Casa FarnsWorth MiesDokumen3 halamanCasa FarnsWorth MiesluciaBelum ada peringkat
- Taller 7 ProgramaciónDokumen10 halamanTaller 7 ProgramaciónDiego Vargas100% (2)
- Guia para La Entrega de Dispositivos A Estudiantes. Nov. 2020Dokumen8 halamanGuia para La Entrega de Dispositivos A Estudiantes. Nov. 2020Arturo JimenesBelum ada peringkat
- Teorema de Bartlett BisecciónDokumen7 halamanTeorema de Bartlett BisecciónDennis YucraBelum ada peringkat
- El Catalizador de Tres ViasDokumen14 halamanEl Catalizador de Tres Viasisrael machicado calleBelum ada peringkat
- 3 4 1 1 Actividad de Clase Funcionamiento GarantizadoDokumen2 halaman3 4 1 1 Actividad de Clase Funcionamiento GarantizadoCésarJosepsNolascoCristóbalBelum ada peringkat
- Extracto Escritura Publica - 123456951217Dokumen15 halamanExtracto Escritura Publica - 123456951217marcoBelum ada peringkat
- Planificación Talle1 ManualidadesDokumen2 halamanPlanificación Talle1 ManualidadesElena Rodriguez Caro100% (1)
- Manual de Instrucciones - Modelo Nómade AT - DigitalDokumen12 halamanManual de Instrucciones - Modelo Nómade AT - DigitalRigobertoMedinaBelum ada peringkat
- 1 Clase Demostrativa IsterDokumen16 halaman1 Clase Demostrativa IsterDiego Jacobo OrtegaBelum ada peringkat
- Analisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaDokumen5 halamanAnalisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaKarelys Guerra100% (1)
- Practica 3 TemporizadorDokumen4 halamanPractica 3 TemporizadorLuis Soria Galvarro GomezBelum ada peringkat
- Especificaciones técnicas TW106 altavoz intercomunicación ventanaDokumen2 halamanEspecificaciones técnicas TW106 altavoz intercomunicación ventanaFrancisco ChangoBelum ada peringkat
- Noa HMDokumen152 halamanNoa HMnestorBelum ada peringkat
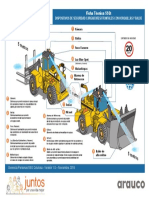
- Ficha Técnica SSO Dispositivos de Seguridad Cargadores Frontales Con Horquillas y BaldeDokumen1 halamanFicha Técnica SSO Dispositivos de Seguridad Cargadores Frontales Con Horquillas y BaldeCamilo Milo100% (1)
- MM Esp Carga Maestro ProveedoresDokumen11 halamanMM Esp Carga Maestro Proveedoresla_nena1979Belum ada peringkat