Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Sports Tourism Evolution and Development As of Jan 26 2010Dokumen8 halamanSports Tourism Evolution and Development As of Jan 26 2010Toby MijaresBelum ada peringkat
- Sap For Mill ProductsDokumen7 halamanSap For Mill ProductsKanapon Gunprom100% (1)
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDokumen1 halamanFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDokumen1 halamanFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDokumen1 halamanFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDokumen1 halamanFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Dokumen1 halamanFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201011-Viscosity MeasurementDokumen1 halamanFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201102-Control Valve Position SensorsDokumen1 halamanFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDokumen1 halamanFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201008-Heat Transfer Fluids System FiltrationDokumen1 halamanFacts at Your Fingertips-201008-Heat Transfer Fluids System Filtrationonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDokumen1 halamanFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201009-Controlling Membrane FoulingDokumen1 halamanFacts at Your Fingertips-201009-Controlling Membrane Foulingonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDokumen1 halamanFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-200811-Alternative Fuels (Bio Diesel)Dokumen1 halamanFacts at Your Fingertips-200811-Alternative Fuels (Bio Diesel)onizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-200907-Flowmeter SelectionDokumen2 halamanFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201002-Positive Displacement PumpsDokumen1 halamanFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDokumen1 halamanFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDokumen1 halamanFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-200810-Heat TransferDokumen1 halamanFacts at Your Fingertips-200810-Heat Transferonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-200812-Fluid FlowDokumen1 halamanFacts at Your Fingertips-200812-Fluid Flowonizuka-t2263Belum ada peringkat
- Facts at Your Fingertips-200809-CrystallizationDokumen1 halamanFacts at Your Fingertips-200809-Crystallizationonizuka-t2263Belum ada peringkat
- Corrosion Test Procedure & Report Revisi 0Dokumen6 halamanCorrosion Test Procedure & Report Revisi 0Fauzan Rusmayadi Reharder100% (1)
- Report in Envi (Paper Industry)Dokumen63 halamanReport in Envi (Paper Industry)Ramces SolimanBelum ada peringkat
- 10 Catalog Krisbow9 Machine Toll AccDokumen16 halaman10 Catalog Krisbow9 Machine Toll AccEnrique da MattaBelum ada peringkat
- REPORT 2 Custom Bonded WarehouseDokumen6 halamanREPORT 2 Custom Bonded WarehouseSwapnil Baikerikar0% (1)
- World Glass Fibre Reinforced Plastic (GFRP) Market 2013-2023Dokumen21 halamanWorld Glass Fibre Reinforced Plastic (GFRP) Market 2013-2023VisiongainGlobalBelum ada peringkat
- Civil - Ele SpecificationDokumen283 halamanCivil - Ele SpecificationTATATAHERBelum ada peringkat
- Kooltherm K5 External Wall BoardDokumen6 halamanKooltherm K5 External Wall BoardShaneBelum ada peringkat
- QuestionnaireDokumen4 halamanQuestionnaireAnish Thomas100% (1)
- Product Design Guide For ForgingDokumen31 halamanProduct Design Guide For ForgingVikram Borkhediya100% (1)
- Reebaklens RR: Constructive SolutionsDokumen2 halamanReebaklens RR: Constructive Solutionssyed AffanBelum ada peringkat
- ParkerDokumen510 halamanParkerAnonymous rTWwAM0Belum ada peringkat
- Corporate Profile: Kintetsu World Express South AfricaDokumen11 halamanCorporate Profile: Kintetsu World Express South Africalospepes19Belum ada peringkat
- Economies of Scale FinalDokumen33 halamanEconomies of Scale FinalNikhil KasatBelum ada peringkat
- Proses StrategiDokumen39 halamanProses StrategiMaz IfikBelum ada peringkat
- Induction HardeningDokumen7 halamanInduction HardeningJames HoldenBelum ada peringkat
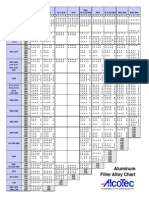
- Aluminum Filler Alloy Selection ChartDokumen2 halamanAluminum Filler Alloy Selection Chartbtgottlieb100% (2)
- Resources and Trade: The Heckscher-Ohlin Model: Eleventh EditionDokumen24 halamanResources and Trade: The Heckscher-Ohlin Model: Eleventh EditionJonny FalentinoBelum ada peringkat
- 11th Kuwait-Japan Symposium ProgramDokumen2 halaman11th Kuwait-Japan Symposium ProgramveskoazBelum ada peringkat
- Open Circuit and Close Circuit Operations: Mechanical Operation (2150502)Dokumen18 halamanOpen Circuit and Close Circuit Operations: Mechanical Operation (2150502)ABHISHEKBelum ada peringkat
- RESULT WeldingDokumen4 halamanRESULT WeldingAiman ShahBelum ada peringkat
- PPT2 - Product Design and Process SelectionDokumen33 halamanPPT2 - Product Design and Process SelectionaekimBelum ada peringkat
- Bollhoff HeliCoil Plus MetricDokumen48 halamanBollhoff HeliCoil Plus MetricAce Industrial SuppliesBelum ada peringkat
- Torque SpecsDokumen2 halamanTorque SpecsMirnal MungraBelum ada peringkat
- Lista de AccesoriosDokumen8 halamanLista de AccesoriosRONALDBelum ada peringkat
- Paint AbilityDokumen1 halamanPaint AbilityozgecanisiltanBelum ada peringkat
- CWI Module 3Dokumen2 halamanCWI Module 3Basil M. Ikhleif100% (1)
- CY1001+CY1002 Chemistry+LabDokumen4 halamanCY1001+CY1002 Chemistry+LabMayank AgarwalBelum ada peringkat