Anda mungkin juga menyukai
- BIS Oil Separator Standard CommnetsDokumen1 halamanBIS Oil Separator Standard Commnetsyogesh shindeBelum ada peringkat
- CN102374802A - All FiguresDokumen6 halamanCN102374802A - All Figuresyogesh shindeBelum ada peringkat
- Heat and Work Thermodynamics Question and Answer SheetDokumen2 halamanHeat and Work Thermodynamics Question and Answer Sheetyogesh shindeBelum ada peringkat
- GA Notes 1-10Dokumen18 halamanGA Notes 1-10yogesh shindeBelum ada peringkat
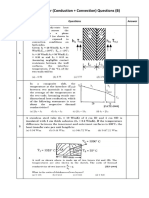
- Rdiation and Heat Exchanger Mcqs (Set B) : SR NoDokumen7 halamanRdiation and Heat Exchanger Mcqs (Set B) : SR Noyogesh shindeBelum ada peringkat
- Double-Walled Pipe Heat Exchanger PatentDokumen9 halamanDouble-Walled Pipe Heat Exchanger Patentyogesh shindeBelum ada peringkat
- CN102374802A - Double Pipe Type Heat Exchanger and Method For Manufacturing The SameDokumen11 halamanCN102374802A - Double Pipe Type Heat Exchanger and Method For Manufacturing The Sameyogesh shindeBelum ada peringkat
- CN102374802A - All FiguresDokumen6 halamanCN102374802A - All Figuresyogesh shindeBelum ada peringkat
- Keywords-Battery Thermal Management System, Li Ion Battery Cooling, Passive Battery Air CoolingDokumen1 halamanKeywords-Battery Thermal Management System, Li Ion Battery Cooling, Passive Battery Air Coolingyogesh shindeBelum ada peringkat
- Course OverviewDokumen8 halamanCourse Overviewyogesh shindeBelum ada peringkat
- Heat and Work Thermodynamics Question and Answer SheetDokumen2 halamanHeat and Work Thermodynamics Question and Answer Sheetyogesh shindeBelum ada peringkat
- Rdiation and Heat Exchanger Mcqs (Set B) : SR NoDokumen7 halamanRdiation and Heat Exchanger Mcqs (Set B) : SR Noyogesh shindeBelum ada peringkat
- Set ADokumen7 halamanSet Ayogesh shindeBelum ada peringkat
- Rdiation and Heat Exchanger Mcqs (Set B) : SR NoDokumen7 halamanRdiation and Heat Exchanger Mcqs (Set B) : SR Noyogesh shindeBelum ada peringkat
- Rdiation and Heat Exchanger Mcqs (Set C) : SR No. AnsDokumen6 halamanRdiation and Heat Exchanger Mcqs (Set C) : SR No. Ansyogesh shindeBelum ada peringkat
- Rdiation and Heat Exchanger Mcqs (Set A) : SR No. AnsDokumen7 halamanRdiation and Heat Exchanger Mcqs (Set A) : SR No. Ansyogesh shindeBelum ada peringkat
- Radiation & Heat Exchanger MCQs Set CDokumen6 halamanRadiation & Heat Exchanger MCQs Set Cyogesh shindeBelum ada peringkat
- Radiation & Heat Exchanger MCQs Set ADokumen7 halamanRadiation & Heat Exchanger MCQs Set Ayogesh shindeBelum ada peringkat
- Ancient Indian ScienceDokumen23 halamanAncient Indian Scienceyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set D AnswersDokumen6 halamanConduction and Convection 15 Questions Set D Answersyogesh shindeBelum ada peringkat
- Ansys ManualDokumen47 halamanAnsys ManualAshwinkumar MallikarjunaBelum ada peringkat
- Conduction and Convection 15 Questions Set C AnswersDokumen6 halamanConduction and Convection 15 Questions Set C Answersyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set DDokumen4 halamanConduction and Convection 15 Questions Set Dyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set C AnswersDokumen3 halamanConduction and Convection 15 Questions Set C Answersyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set B AnswersDokumen4 halamanConduction and Convection 15 Questions Set B Answersyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set DDokumen4 halamanConduction and Convection 15 Questions Set Dyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set C AnswersDokumen6 halamanConduction and Convection 15 Questions Set C Answersyogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set ADokumen3 halamanConduction and Convection 15 Questions Set Ayogesh shindeBelum ada peringkat
- Conduction and Convection 15 Questions Set BDokumen3 halamanConduction and Convection 15 Questions Set Byogesh shindeBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Formulas and Calculations For Drilling, Production and Work-Over - Norton J. LapeyrouseDokumen6 halamanFormulas and Calculations For Drilling, Production and Work-Over - Norton J. LapeyrouseElias GonzalezBelum ada peringkat
- VB 1001 - 0708 - WebDokumen6 halamanVB 1001 - 0708 - Webjmech08Belum ada peringkat
- NPSH Calculator Head LossDokumen7 halamanNPSH Calculator Head LossMuhammad AtharBelum ada peringkat
- Pitot TubesDokumen12 halamanPitot TubesOscar CruzBelum ada peringkat
- MOD11Dokumen11 halamanMOD11BhaskerNegiBelum ada peringkat
- Hidrolika I (IL-2101) Slide 4Dokumen22 halamanHidrolika I (IL-2101) Slide 4Afriana Maharani PuteriBelum ada peringkat
- Stainless Steel Pipe Fittings Product GuideDokumen1 halamanStainless Steel Pipe Fittings Product GuideRICHARDBelum ada peringkat
- The Viscid Flow of Air in A Narrow SlotDokumen36 halamanThe Viscid Flow of Air in A Narrow SlotBobKatBelum ada peringkat
- Pre-Inspection Safety Valve 2.81 SOFDokumen3 halamanPre-Inspection Safety Valve 2.81 SOFNasrien KadirBelum ada peringkat
- 007 - CAT-6040 - Logic Control PDFDokumen15 halaman007 - CAT-6040 - Logic Control PDFWillian Ticlia Ruiz100% (1)
- Flow in an Orifice Meter: Modeling and VisualizationDokumen6 halamanFlow in an Orifice Meter: Modeling and VisualizationCharan RajBelum ada peringkat
- Piping Engineering Piping Class Specification ProjectDokumen10 halamanPiping Engineering Piping Class Specification ProjectotezgidenBelum ada peringkat
- Control and stabilize centrifugal compressorsDokumen13 halamanControl and stabilize centrifugal compressorsDaniel Puello RodeloBelum ada peringkat
- SL030 PDFDokumen2 halamanSL030 PDFchidambaram kasiBelum ada peringkat
- Boiler Shutdown ProcedureDokumen3 halamanBoiler Shutdown ProcedureKUNALJAYBelum ada peringkat
- 330D Hyd Schematic RENR9980Dokumen2 halaman330D Hyd Schematic RENR9980Energy Sun Biocar100% (5)
- Introduction To Cavitation in Pumps and Their TypesDokumen12 halamanIntroduction To Cavitation in Pumps and Their TypesMujadid Khawaja100% (1)
- Offshore Piping Design CriteriaDokumen1 halamanOffshore Piping Design CriteriaDhakshina K100% (1)
- Pressure Losses Across Trickle Irrigation Fittings and EmittersDokumen6 halamanPressure Losses Across Trickle Irrigation Fittings and EmittersFrancisco OppsBelum ada peringkat
- Close out for HAZOP R-17Dokumen4 halamanClose out for HAZOP R-17vasudhaBelum ada peringkat
- Aerodynamics I Anna University Questions PDFDokumen5 halamanAerodynamics I Anna University Questions PDFMugesh.p PBelum ada peringkat
- Check Valve Failure - Closed: HariniDokumen5 halamanCheck Valve Failure - Closed: Harinimarco8garciaBelum ada peringkat
- Daily Work Report DP SinghDokumen820 halamanDaily Work Report DP SinghShankey JAlanBelum ada peringkat
- Feed Water SystemDokumen18 halamanFeed Water SystempajriramadhanBelum ada peringkat
- Yanbu: Export Refinery ProjectDokumen7 halamanYanbu: Export Refinery ProjectJanakiraman MalligaBelum ada peringkat
- NPSH ReportDokumen6 halamanNPSH ReportJhun Ray EsquilloBelum ada peringkat
- Catalog 79002ENG HOKE GYROLOK Tube Fittings 072215 PDFDokumen62 halamanCatalog 79002ENG HOKE GYROLOK Tube Fittings 072215 PDFtulioBelum ada peringkat
- Taps and Valves NotesDokumen7 halamanTaps and Valves NotesEdwin Nyaga67% (3)
- CatS4 BDokumen86 halamanCatS4 BjuliotolentinoBelum ada peringkat