Anda mungkin juga menyukai
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaDari EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinBelum ada peringkat
- MSS SP-98 2012Dokumen10 halamanMSS SP-98 2012ISRAEL PORTILLO100% (2)
- The Structures of Alloys of Iron: An Elementary IntroductionDari EverandThe Structures of Alloys of Iron: An Elementary IntroductionBelum ada peringkat
- Pentair Series H ValveDokumen78 halamanPentair Series H Valvea_osorioBelum ada peringkat
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDari EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceBelum ada peringkat
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedDokumen6 halamanFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikBelum ada peringkat
- Fracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsDari EverandFracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsJ. C. RadonBelum ada peringkat
- Weld Selector GuideDokumen32 halamanWeld Selector Guidegechaves1Belum ada peringkat
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965Dari EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerBelum ada peringkat
- Gopal A Krishnan 2018Dokumen4 halamanGopal A Krishnan 2018Vishnu VBelum ada peringkat
- Cast Iron: Physical and Engineering PropertiesDari EverandCast Iron: Physical and Engineering PropertiesPenilaian: 5 dari 5 bintang5/5 (1)
- Heat Treatment RequirementsDokumen7 halamanHeat Treatment RequirementsarunradBelum ada peringkat
- Technical Bulletin 21 PDFDokumen7 halamanTechnical Bulletin 21 PDFAgustin ParadisoBelum ada peringkat
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Dari EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonBelum ada peringkat
- Asme Pressure Vessel Joint EfficiencyDokumen4 halamanAsme Pressure Vessel Joint EfficiencynasrpkBelum ada peringkat
- Nubbin - DJDokumen6 halamanNubbin - DJDebelmeBelum ada peringkat
- Creep & SpheroidizationDokumen10 halamanCreep & Spheroidizationabet_singkong8930Belum ada peringkat
- Asme Sa 210 Grade A 1 TubesDokumen1 halamanAsme Sa 210 Grade A 1 TubesFerroPipEBelum ada peringkat
- Tohnichi Torque HandbookDokumen114 halamanTohnichi Torque HandbookElJeremias100% (4)
- Structural FastenersDokumen60 halamanStructural FastenersMark Williams100% (2)
- D10.4 R1986PVDokumen7 halamanD10.4 R1986PVGabriela AxinteBelum ada peringkat
- Fabric Expansion Joints-2 PDFDokumen15 halamanFabric Expansion Joints-2 PDFhbookBelum ada peringkat
- Ansi ABMA11Dokumen23 halamanAnsi ABMA11Andres Antonio Moreno CastroBelum ada peringkat
- Astm A519Dokumen3 halamanAstm A519Eko SuherBelum ada peringkat
- Materials For Cryogenic Service - Engeering Properties of Aus - Decrypté PDFDokumen50 halamanMaterials For Cryogenic Service - Engeering Properties of Aus - Decrypté PDFGOUAREF SAMIRBelum ada peringkat
- Nagata 2015Dokumen5 halamanNagata 2015FelipeBelum ada peringkat
- Schaeffler Diagram PDFDokumen16 halamanSchaeffler Diagram PDFrajesh_14Belum ada peringkat
- Pressure-Reducing Valves For Water Systems, ShipboardDokumen10 halamanPressure-Reducing Valves For Water Systems, Shipboardreza amiriniaBelum ada peringkat
- Use Gasket Factor in CalculationDokumen7 halamanUse Gasket Factor in CalculationloqBelum ada peringkat
- Sfa-5.7Dokumen10 halamanSfa-5.7vannie_yundaBelum ada peringkat
- Avoiding Self-Loosening Failure of Bolted Joints With NumericalDokumen13 halamanAvoiding Self-Loosening Failure of Bolted Joints With Numericalfoufoua100% (1)
- ASME II - Excel 1ADokumen196 halamanASME II - Excel 1Arichward5Belum ada peringkat
- Expansion JointsDokumen29 halamanExpansion Jointsvarma101100% (1)
- STP 52-1943 PDFDokumen49 halamanSTP 52-1943 PDFTa Hoai NamBelum ada peringkat
- Asme b16.25 Buttwelding EndsDokumen22 halamanAsme b16.25 Buttwelding Endsgst ajahBelum ada peringkat
- ASMEDokumen16 halamanASMEviswabvBelum ada peringkat
- Causes, Assessment and Reduction of Piping VibrationsDokumen12 halamanCauses, Assessment and Reduction of Piping VibrationsGustavo Espinosa MartinezBelum ada peringkat
- Alloy Steels 8620: Chemistry DataDokumen6 halamanAlloy Steels 8620: Chemistry DataVijay PalBelum ada peringkat
- Sigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Dokumen23 halamanSigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Shoaib AhmedBelum ada peringkat
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDokumen5 halamanSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentBelum ada peringkat
- Convexity Aws PDFDokumen4 halamanConvexity Aws PDFHJ SJBelum ada peringkat
- STP 124-1952Dokumen120 halamanSTP 124-1952Andrea Nicola TurcatoBelum ada peringkat
- p91 WeldingDokumen5 halamanp91 Weldingsaji_t1984100% (1)
- Engineering Failure Analysis 11 (2004) 873-893 PDFDokumen21 halamanEngineering Failure Analysis 11 (2004) 873-893 PDFKailas GophaneBelum ada peringkat
- Asme Code Qualification of Pipe Bends With Localized Wall Thinning PDFDokumen8 halamanAsme Code Qualification of Pipe Bends With Localized Wall Thinning PDFZhiqiang GuBelum ada peringkat
- Atlas Aluminium Datasheet 3003 Rev Oct 2013Dokumen3 halamanAtlas Aluminium Datasheet 3003 Rev Oct 2013PrakashBelum ada peringkat
- Bs 1400Dokumen39 halamanBs 1400VIRENDRA BAHADUR JOSHIBelum ada peringkat
- Piping Joints HandbookDokumen161 halamanPiping Joints HandbookYip Ying MunBelum ada peringkat
- Nace Standards Related To 571Dokumen1 halamanNace Standards Related To 571Mostafa MosaadBelum ada peringkat
- BS 4504 Slip On Flanges PDFDokumen7 halamanBS 4504 Slip On Flanges PDFMaclean ArthurBelum ada peringkat
- Iso 14705 2016 en PDFDokumen8 halamanIso 14705 2016 en PDFponorBelum ada peringkat
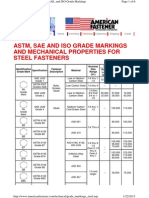
- Astm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersDokumen6 halamanAstm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenershoannhuBelum ada peringkat
- Plane Strain Fracture Toughness Data Handbook For MetalsDokumen92 halamanPlane Strain Fracture Toughness Data Handbook For Metalsmp87_ing100% (2)
- 10.1.1.144.9002 SW FatigueDokumen13 halaman10.1.1.144.9002 SW Fatigueb_wooBelum ada peringkat
- SMX Clamp BrochureDokumen36 halamanSMX Clamp BrochureCjvele81Belum ada peringkat
- Incoloy Alloy 825Dokumen4 halamanIncoloy Alloy 825Roman PaduaBelum ada peringkat
- WRC'sDokumen1 halamanWRC'st_rajith1179Belum ada peringkat
- Previews ASME 802694 PreDokumen51 halamanPreviews ASME 802694 PreTorus EngenhariaBelum ada peringkat
- Alpema Standards2rev1 PDFDokumen8 halamanAlpema Standards2rev1 PDFGustavo CunhaBelum ada peringkat
- GM PW 301Dokumen7 halamanGM PW 301matheusBelum ada peringkat
- Din en 1713-1998Dokumen14 halamanDin en 1713-1998matheusBelum ada peringkat
- GM PW 302Dokumen12 halamanGM PW 302matheusBelum ada peringkat
- Alpema StandardsDokumen78 halamanAlpema StandardsrogerantoniopereiraBelum ada peringkat
- CP Accp 1a PDFDokumen4 halamanCP Accp 1a PDFTanpreet SinghBelum ada peringkat
- Din en 1714-1997Dokumen31 halamanDin en 1714-1997matheus0% (1)
- Din en 1713-1998Dokumen14 halamanDin en 1713-1998matheusBelum ada peringkat
- GM PW 300 AppendixDokumen1 halamanGM PW 300 AppendixmatheusBelum ada peringkat
- AWS A5.5-96 Specification For Low Alloy Steel Electrodes For Shielded Metal Arc WeldingDokumen55 halamanAWS A5.5-96 Specification For Low Alloy Steel Electrodes For Shielded Metal Arc Weldingsigurdur hannesson0% (1)
- Din en 1712-1997Dokumen13 halamanDin en 1712-1997matheusBelum ada peringkat
- GBE-CW6 Part-2-1993Dokumen36 halamanGBE-CW6 Part-2-1993Gustavo CunhaBelum ada peringkat
- Din 53516-1987Dokumen6 halamanDin 53516-1987matheus90% (10)
- April 2012: in Case of Doubt, The German-Language Original Shall Be Considered AuthoritativeDokumen37 halamanApril 2012: in Case of Doubt, The German-Language Original Shall Be Considered AuthoritativematheusBelum ada peringkat
- Jis G3454 PDFDokumen10 halamanJis G3454 PDFhbookBelum ada peringkat
- Hastelloy C22Dokumen18 halamanHastelloy C22matheusBelum ada peringkat
- Aisi 4130 PDFDokumen2 halamanAisi 4130 PDFmatheus100% (1)
- Aisi 4130 PDFDokumen2 halamanAisi 4130 PDFmatheus100% (1)
- Cu Ni CatalogDokumen48 halamanCu Ni CatalogbureqqBelum ada peringkat
- Fac RuleDokumen240 halamanFac RulematheusBelum ada peringkat
- Aisi 4130 PDFDokumen2 halamanAisi 4130 PDFmatheus100% (1)
- Equivalent CarbonDokumen1 halamanEquivalent CarbonmatheusBelum ada peringkat
- Fac RuleDokumen240 halamanFac RulematheusBelum ada peringkat
- MSS SP 25 1998 PDFDokumen29 halamanMSS SP 25 1998 PDFmatheusBelum ada peringkat
- NORSOK L-002 Edition 3, July 2009 PDFDokumen36 halamanNORSOK L-002 Edition 3, July 2009 PDFKarthick VenkatswamyBelum ada peringkat
- PIPING AWWA M11-1989-Steel Pipe-Design and Installation PDFDokumen82 halamanPIPING AWWA M11-1989-Steel Pipe-Design and Installation PDFmatheus100% (1)
- Norsok R-004Dokumen30 halamanNorsok R-004Tor MoxnesBelum ada peringkat
- MSS SP-6 (2001)Dokumen6 halamanMSS SP-6 (2001)Vijay KumarBelum ada peringkat
- Ammonia CorrosionDokumen7 halamanAmmonia CorrosionCamilo Santacruz100% (1)
- DBA Cat 2013 Version2aDokumen113 halamanDBA Cat 2013 Version2adavidninrioBelum ada peringkat
- Refractory Cloth Filters DocumentationDokumen4 halamanRefractory Cloth Filters DocumentationKashifBashirBelum ada peringkat
- JENZI Catalog 2014 WebDokumen0 halamanJENZI Catalog 2014 WebOscar SpinningaliciaBelum ada peringkat
- Publication CrapDokumen305 halamanPublication CrapAlex HeraBelum ada peringkat
- Approach To Troubleshooting: Quality Control IssuesDokumen7 halamanApproach To Troubleshooting: Quality Control Issuesjsandeep1Belum ada peringkat
- Squeeze Casting - An Overview PDFDokumen9 halamanSqueeze Casting - An Overview PDFDian Try SaputriBelum ada peringkat
- Science and Technology Of: Casting ProcessesDokumen351 halamanScience and Technology Of: Casting Processesbutelcanec50% (2)
- Best Metal Casting DesignDokumen71 halamanBest Metal Casting DesignVijay Pawar100% (2)
- DIN-EN1676 - Aluminium Ingots For Remelting Spec PDFDokumen11 halamanDIN-EN1676 - Aluminium Ingots For Remelting Spec PDFGuru SamyBelum ada peringkat
- Engineering Materials and Metallurgy Notes PDFDokumen0 halamanEngineering Materials and Metallurgy Notes PDFSenthilkumar Subbiah50% (2)
- ME 2201 MT 1 Short AnswersDokumen40 halamanME 2201 MT 1 Short AnswersgurunathramBelum ada peringkat
- Surf Fishing Victorian BeachesDokumen3 halamanSurf Fishing Victorian BeachesharryumolyBelum ada peringkat
- Gating System: The Passage That Leads The Molten Metal Into The Mould CavityDokumen15 halamanGating System: The Passage That Leads The Molten Metal Into The Mould CavityjohnrabikBelum ada peringkat
- Experimental Analysis and Investigation of Copper Alloy Based Leaf Spring With Various CompositionsDokumen6 halamanExperimental Analysis and Investigation of Copper Alloy Based Leaf Spring With Various CompositionsRaja SajinBelum ada peringkat
- Metal Casting: Design, Materials, and EconomicsDokumen15 halamanMetal Casting: Design, Materials, and EconomicsIndunil Prasanna Bandara WarnasooriyaBelum ada peringkat
- Ohe Rdso Eti Ohe49Dokumen49 halamanOhe Rdso Eti Ohe49hardeepsingh_08Belum ada peringkat
- Is 617Dokumen15 halamanIs 617Anupam0103Belum ada peringkat
- Test Sobre Líneas de PescaDokumen9 halamanTest Sobre Líneas de PescacabraleperaBelum ada peringkat
- Bahasa Inggris Three Fish Lived in A PondDokumen1 halamanBahasa Inggris Three Fish Lived in A PondFarhan S. AdulBelum ada peringkat
- Dental Casting DefectsDokumen86 halamanDental Casting Defectsdennu101100% (3)
- Train SLK r171 IntroDokumen98 halamanTrain SLK r171 IntroIvo AlmeidaBelum ada peringkat
- 515 TSG PorosityDokumen60 halaman515 TSG Porosityripecue100% (3)
- HandoutDokumen4 halamanHandoutJohannes Kristoff Ramirez VitoBelum ada peringkat
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Dokumen87 halamanME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- Mould ElementsDokumen72 halamanMould Elementsvinayak100% (4)
- Syllabus PDTDDokumen12 halamanSyllabus PDTDrajeshBelum ada peringkat
- NTEC Catalog 2016Dokumen28 halamanNTEC Catalog 2016NickNossinBelum ada peringkat
- TDC and TC - 1Dokumen50 halamanTDC and TC - 1ShaliniBelum ada peringkat
- Sand Casting OverviewDokumen166 halamanSand Casting Overviewsamurai7_77Belum ada peringkat
- Course: Metal Casting Module No. 1: INTRODUCTION: Lecture No-2 Terms and Steps in Sand CastingDokumen4 halamanCourse: Metal Casting Module No. 1: INTRODUCTION: Lecture No-2 Terms and Steps in Sand CastingRishabh TrivediBelum ada peringkat