Anda mungkin juga menyukai
- WPS, PQR & WPQ - Duplex 2205Dokumen20 halamanWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Dokumen5 halamanPage No: 01: SA 240 GR 304 SA 240 GR 304jobertBelum ada peringkat
- According To ASME IX: Welding Procedure Specification (W.P.S)Dokumen4 halamanAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehBelum ada peringkat
- Wps Is 2062 GR B Butt-OkDokumen2 halamanWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Welding Procedure SpecificationDokumen3 halamanWelding Procedure SpecificationAhmed saber100% (2)
- 19403955-WPS M.S. Is 2062Dokumen10 halaman19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Dokumen2 halaman(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Dokumen2 halamanWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusBelum ada peringkat
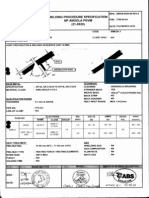
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Dokumen6 halamanMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajBelum ada peringkat
- WPS PQR A36.20Dokumen5 halamanWPS PQR A36.20gchaves504100% (2)
- Wps 316L SMAW+GTAW R00Dokumen2 halamanWps 316L SMAW+GTAW R00Richard Periyanayagam86% (14)
- WPS 316 L PDFDokumen4 halamanWPS 316 L PDFIrinaBelum ada peringkat
- Wps Magi Tig Exemple PDFDokumen6 halamanWps Magi Tig Exemple PDFJaime PatrónBelum ada peringkat
- Wps For Carbon Steel THK 7.11 GtawDokumen1 halamanWps For Carbon Steel THK 7.11 GtawAli MoosaviBelum ada peringkat
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Dokumen5 halamanWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Super Duplex Stainless SteelDokumen1 halamanSuper Duplex Stainless SteelUma Shankar100% (1)
- Welding Procedure Specification "WPS": O O O ODokumen1 halamanWelding Procedure Specification "WPS": O O O OAli MoosaviBelum ada peringkat
- Wps 316L Gtaw R00Dokumen3 halamanWps 316L Gtaw R00Richard Periyanayagam100% (3)
- WPS-PQR Gmaw LtiDokumen2 halamanWPS-PQR Gmaw Ltibgonzalez198150% (2)
- Wps For Ss 304Dokumen3 halamanWps For Ss 304Sajit PillaiBelum ada peringkat
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Dokumen3 halamanWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- WPS For A333 ADokumen1 halamanWPS For A333 ARamzi BEN AHMED100% (1)
- WPS Dissimilar UpdatedDokumen3 halamanWPS Dissimilar UpdatedVimin Prakash100% (1)
- WPS-Tube To Tube Sheet (SS-SS)Dokumen2 halamanWPS-Tube To Tube Sheet (SS-SS)suria qaqcBelum ada peringkat
- Welding Proposed Pwps For Our Jubail WorkDokumen2 halamanWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- KSL Wps PQR 012 DuplexDokumen33 halamanKSL Wps PQR 012 DuplexJunaidi Minhat100% (6)
- WPS (AsmeDokumen8 halamanWPS (AsmeMohammad Elhedaby100% (6)
- WPS Format For ASME IX - PQR-AllDokumen3 halamanWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- PT. FAB: Proposed Welding Procedure Specification (PWPS)Dokumen12 halamanPT. FAB: Proposed Welding Procedure Specification (PWPS)dharwinBelum ada peringkat
- Electrode Selection Excel SheetDokumen1 halamanElectrode Selection Excel Sheetchandrakit047Belum ada peringkat
- Alum 6xxx PwpsDokumen1 halamanAlum 6xxx PwpsAbu Zahid100% (1)
- PQR 014 (Qualified Sa 106 GR BDokumen5 halamanPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- WPS-PQR (Er309l Mo)Dokumen4 halamanWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- Sa 516 GR 70 WPSDokumen5 halamanSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- WPS For Structure Mild Steel Fillet Weld PDFDokumen2 halamanWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniBelum ada peringkat
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Dokumen1 halamanWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDokumen9 halamanASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- PQRDokumen2 halamanPQRSreenivas Kamachi Chettiar100% (1)
- WPSDokumen2 halamanWPSJuli Agus50% (2)
- Wqt-Visual-Mag - BS 2Dokumen24 halamanWqt-Visual-Mag - BS 2KyBelum ada peringkat
- WPS 316 LDokumen4 halamanWPS 316 Llaz_k100% (2)
- WPS PQR 12Dokumen9 halamanWPS PQR 12Ranjan KumarBelum ada peringkat
- Welding Procedure Specification For Storage Tank & Piping SystemDokumen3 halamanWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadBelum ada peringkat
- PQR Gmaw3gDokumen4 halamanPQR Gmaw3gdevendrasingh2021100% (3)
- Presentation Asme Sec Ix Wps PQR WPQDokumen177 halamanPresentation Asme Sec Ix Wps PQR WPQsiva92% (26)
- 6GR WPS PQRDokumen15 halaman6GR WPS PQRKiukStaks100% (6)
- Electrode SelectionDokumen15 halamanElectrode SelectionkarthikeyanBelum ada peringkat
- Wps 1010 IfrDokumen28 halamanWps 1010 IfrSyed Mahmud Habibur RahmanBelum ada peringkat
- Wps PQR PDFDokumen35 halamanWps PQR PDFquality unifab83% (6)
- Fcaw 16 THKDokumen5 halamanFcaw 16 THKparesh2387Belum ada peringkat
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDokumen5 halamanWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriBelum ada peringkat
- 37507022-WPS-PQR-SS-316 LDokumen5 halaman37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDokumen5 halamanWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedBelum ada peringkat
- Manual Joints (QW - 402) : Page 1 of 12Dokumen12 halamanManual Joints (QW - 402) : Page 1 of 12miteshpatel191Belum ada peringkat
- WPS E6013+e7018Dokumen2 halamanWPS E6013+e7018Anvesh Vaddi100% (1)
- PQR A106 HAL-1Dokumen1 halamanPQR A106 HAL-1Budi Setia RahmanBelum ada peringkat
- Final - WPS PQR 86Dokumen4 halamanFinal - WPS PQR 86Parag WadekarBelum ada peringkat
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Dokumen6 halamanMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaBelum ada peringkat
- Welding Procedure Specification: Page 1 of 1Dokumen2 halamanWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- 4 2WPSDokumen2 halaman4 2WPSsaravanans18910% (1)
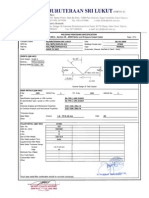
- SR - No. Drawing No. Item No. Discription Width LengthDokumen4 halamanSR - No. Drawing No. Item No. Discription Width Lengthprod415Belum ada peringkat
- WPQ Is 2062 Angad Chauhan W3 - 1GDokumen2 halamanWPQ Is 2062 Angad Chauhan W3 - 1Gprod4150% (1)
- Welding RodDokumen368 halamanWelding Rodjrod91586% (29)
- 6) Pneumatic Pressure TestDokumen3 halaman6) Pneumatic Pressure Testbacabacabaca100% (1)
- 7.non Conformance RegisterDokumen1 halaman7.non Conformance Registerprod415Belum ada peringkat
- 6.customer Complaint RegisterDokumen1 halaman6.customer Complaint Registerprod415Belum ada peringkat
- Curb Pipe DocumentsDokumen9 halamanCurb Pipe Documentsprod415Belum ada peringkat
- Vq40de Service ManualDokumen257 halamanVq40de Service Manualjaumegus100% (4)
- Docket - CDB Batu GajahDokumen1 halamanDocket - CDB Batu Gajahfatin rabiatul adawiyahBelum ada peringkat
- Creating A Research Space (C.A.R.S.) ModelDokumen5 halamanCreating A Research Space (C.A.R.S.) ModelNazwa MustikaBelum ada peringkat
- TransistorsDokumen21 halamanTransistorsAhmad AzriBelum ada peringkat
- Pediatric Fever of Unknown Origin: Educational GapDokumen14 halamanPediatric Fever of Unknown Origin: Educational GapPiegl-Gulácsy VeraBelum ada peringkat
- Current Harmonics: Electric Power System Power QualityDokumen3 halamanCurrent Harmonics: Electric Power System Power QualityAlliver SapitulaBelum ada peringkat
- Fashion DatasetDokumen2.644 halamanFashion DatasetBhawesh DeepakBelum ada peringkat
- Bichelle HarrisonDokumen2 halamanBichelle HarrisonShahbaz KhanBelum ada peringkat
- ES Parent Bulletin Vol#19 2012 May 25Dokumen13 halamanES Parent Bulletin Vol#19 2012 May 25International School ManilaBelum ada peringkat
- Ford Focus MK2 Headlight Switch Wiring DiagramDokumen1 halamanFord Focus MK2 Headlight Switch Wiring DiagramAdam TBelum ada peringkat
- Lab Science of Materis ReportDokumen22 halamanLab Science of Materis ReportKarl ToddBelum ada peringkat
- Role of Communication at Mahabharatha WarDokumen19 halamanRole of Communication at Mahabharatha WarAmit Kalita50% (2)
- PM 50 Service ManualDokumen60 halamanPM 50 Service ManualLeoni AnjosBelum ada peringkat
- 15 Miscellaneous Bacteria PDFDokumen2 halaman15 Miscellaneous Bacteria PDFAnne MorenoBelum ada peringkat
- FIREBASE Edited PresentationDokumen12 halamanFIREBASE Edited PresentationNiraj MirgalBelum ada peringkat
- SPFL Monitoring ToolDokumen3 halamanSPFL Monitoring ToolAnalyn EnriquezBelum ada peringkat
- Emerging Technology SyllabusDokumen6 halamanEmerging Technology Syllabussw dr100% (4)
- Our Story Needs No Filter by Nagarkar SudeepDokumen153 halamanOur Story Needs No Filter by Nagarkar SudeepKavya SunderBelum ada peringkat
- Ticket: Fare DetailDokumen1 halamanTicket: Fare DetailSajal NahaBelum ada peringkat
- Domesticity and Power in The Early Mughal WorldDokumen17 halamanDomesticity and Power in The Early Mughal WorldUjjwal Gupta100% (1)
- You Can't Blame A FireDokumen8 halamanYou Can't Blame A FireMontana QuarterlyBelum ada peringkat
- PathologyDokumen31 halamanPathologyStudy Usmle100% (1)
- A. Computed Only For A 2x2 Table B. 0 Cells (,0%) Have Expected Count Less Than 5. The Minimum Expected Count Is 3,40Dokumen1 halamanA. Computed Only For A 2x2 Table B. 0 Cells (,0%) Have Expected Count Less Than 5. The Minimum Expected Count Is 3,40harvey777Belum ada peringkat
- Chapter 5 - Principle of Marketing UpdateDokumen58 halamanChapter 5 - Principle of Marketing UpdateKhaing HtooBelum ada peringkat
- 6int 2008 Dec ADokumen6 halaman6int 2008 Dec ACharles_Leong_3417Belum ada peringkat
- Sheetal PatilDokumen4 halamanSheetal PatilsheetalBelum ada peringkat
- Assignment - 1 AcousticsDokumen14 halamanAssignment - 1 AcousticsSyeda SumayyaBelum ada peringkat
- PDF BrochureDokumen50 halamanPDF BrochureAnees RanaBelum ada peringkat
- Fin Accounting IFRS 2e Ch13Dokumen62 halamanFin Accounting IFRS 2e Ch13Nguyễn Vinh QuangBelum ada peringkat
- ACC030 Comprehensive Project April2018 (Q)Dokumen5 halamanACC030 Comprehensive Project April2018 (Q)Fatin AkmalBelum ada peringkat