Anda mungkin juga menyukai
- SopDokumen23 halamanSopAl Arafat RummanBelum ada peringkat
- Bringing The Factory Back In: The Crumbling of Consent and The Molding of Collective Capacity at WorkDokumen23 halamanBringing The Factory Back In: The Crumbling of Consent and The Molding of Collective Capacity at Workgetahun2001Belum ada peringkat
- CAD Questionnaire Industry 2018Dokumen6 halamanCAD Questionnaire Industry 2018getahun2001Belum ada peringkat
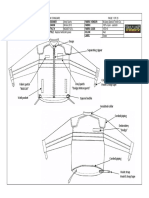
- Coat SpecDokumen23 halamanCoat Specgetahun2001Belum ada peringkat
- Methods of Dyeing: Batch, Package, Combination & MoreDokumen20 halamanMethods of Dyeing: Batch, Package, Combination & Moregetahun2001Belum ada peringkat
- Properties of Textile Fibres-LibreDokumen31 halamanProperties of Textile Fibres-LibreJunaid AhmedBelum ada peringkat
- Productivity measures and improvement techniquesDokumen17 halamanProductivity measures and improvement techniquesgetahun2001100% (1)
- BFT PretreatmentDokumen20 halamanBFT Pretreatmentgetahun2001Belum ada peringkat
- Calculation For Fabric Consumption As Per Order Quantity With Different Sizes and ColorDokumen8 halamanCalculation For Fabric Consumption As Per Order Quantity With Different Sizes and Colorgetahun2001Belum ada peringkat
- Nonwoven FabricsDokumen54 halamanNonwoven FabricsMd. Saidul IslamBelum ada peringkat
- BodyDokumen12 halamanBodygetahun2001Belum ada peringkat
- ContentDokumen4 halamanContentgetahun2001Belum ada peringkat
- Jury PPT PPDokumen23 halamanJury PPT PPgetahun2001Belum ada peringkat
- Propylene: Daily Acrylic Chain 04/08/2017Dokumen1 halamanPropylene: Daily Acrylic Chain 04/08/2017getahun2001Belum ada peringkat
- Articular Knowledge 1. Axum 2. Lalibela 3. Fasil GonderDokumen6 halamanArticular Knowledge 1. Axum 2. Lalibela 3. Fasil Gondergetahun2001Belum ada peringkat
- Performance Measurement and Organizational EffectivenessDokumen47 halamanPerformance Measurement and Organizational EffectivenessALTERINDONESIABelum ada peringkat
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Cut Order Plan CostingDokumen9 halamanCut Order Plan Costinggetahun2001Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Plotting in AutoCAD - A Complete GuideDokumen30 halamanPlotting in AutoCAD - A Complete GuideAdron LimBelum ada peringkat
- Disney Channel JRDokumen14 halamanDisney Channel JRJonna Parane TrongcosoBelum ada peringkat
- 6303A HP Flare Drain DrumDokumen16 halaman6303A HP Flare Drain DrumMohammad MohseniBelum ada peringkat
- Gysmi-Note UC3845BDGDokumen1 halamanGysmi-Note UC3845BDGfrance locatelBelum ada peringkat
- Ahmad Humayun SohailDokumen6 halamanAhmad Humayun SohailHumayun SohailBelum ada peringkat
- Ref Paper 2Dokumen4 halamanRef Paper 2Subhanjali MyneniBelum ada peringkat
- Learning Resource Management Made SimpleDokumen12 halamanLearning Resource Management Made SimpleJosenia ConstantinoBelum ada peringkat
- Newsletter Template NewDokumen4 halamanNewsletter Template Newapi-458544253Belum ada peringkat
- Varco Manual ElevatorDokumen54 halamanVarco Manual ElevatorJohn Jairo Simanca Castillo100% (1)
- Recovering Valuable Metals From Recycled Photovoltaic ModulesDokumen12 halamanRecovering Valuable Metals From Recycled Photovoltaic ModulesNguyễn TriếtBelum ada peringkat
- Design of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockDokumen10 halamanDesign of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockStalynMEcBelum ada peringkat
- Multi-Door Compact Type Controller (V4A) - Multi-Door Controller - ACS - SYRIS Technology Corp. (The RFID Total Solution.) - Powered by SYRISDokumen2 halamanMulti-Door Compact Type Controller (V4A) - Multi-Door Controller - ACS - SYRIS Technology Corp. (The RFID Total Solution.) - Powered by SYRISSusheel GuptaBelum ada peringkat
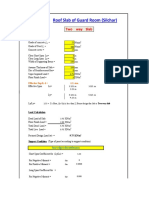
- Roof Slab of Guard RoomDokumen3 halamanRoof Slab of Guard RoomAditya KumarBelum ada peringkat
- 0.9PF PW 380v 3phase HF UPS10-120kvaDokumen8 halaman0.9PF PW 380v 3phase HF UPS10-120kvaArmandinho CaveroBelum ada peringkat
- Module 8 SAHITA ConcreteDokumen11 halamanModule 8 SAHITA ConcreteHarrybfnBelum ada peringkat
- Plett DawsonDokumen270 halamanPlett DawsonRaghu0% (1)
- Unban FormsDokumen74 halamanUnban FormsNoob ab AbBelum ada peringkat
- Sheet #6Dokumen2 halamanSheet #6AHMED BAKRBelum ada peringkat
- HEN SPF Roof Manual Spray Polyurethane FoamDokumen77 halamanHEN SPF Roof Manual Spray Polyurethane FoamDavaakhuu ErdeneeBelum ada peringkat
- SPW3 Manual Rev 5Dokumen713 halamanSPW3 Manual Rev 5JPYadavBelum ada peringkat
- Template Icme 13 PosterDokumen1 halamanTemplate Icme 13 PosterZulma Xiomara Rueda GarciaBelum ada peringkat
- Artificial Lotus Leaf by NanocastingDokumen4 halamanArtificial Lotus Leaf by Nanocastinganon_527700070Belum ada peringkat
- Cybersecurity-Student-Book Res Eng 1014Dokumen38 halamanCybersecurity-Student-Book Res Eng 1014Nistor Andreea Maria100% (1)
- The Top 200 International Design Firms - ENR - Engineering News Record - McGraw-Hill ConstructionDokumen4 halamanThe Top 200 International Design Firms - ENR - Engineering News Record - McGraw-Hill ConstructiontarekhocineBelum ada peringkat
- Aashto T19-Bulk Density (Unit Weight)Dokumen7 halamanAashto T19-Bulk Density (Unit Weight)Marc Anthony de Villa100% (1)
- TCON300Dokumen722 halamanTCON300DGGBelum ada peringkat
- Quarter 1 Week 8Dokumen3 halamanQuarter 1 Week 8Geoffrey Tolentino-UnidaBelum ada peringkat
- JupaCreations BWCGDokumen203 halamanJupaCreations BWCGsoudrack0% (1)
- Direct Burial Optic Fiber Cable Specification - KSD2019 PDFDokumen5 halamanDirect Burial Optic Fiber Cable Specification - KSD2019 PDFjerjyBelum ada peringkat
- Dealer FeedbackDokumen3 halamanDealer FeedbackTarun BhatiBelum ada peringkat