Anda mungkin juga menyukai
- Hot Dip Galvanizing Design ConsiderationsDokumen10 halamanHot Dip Galvanizing Design ConsiderationsAndreasBelum ada peringkat
- Zinc CoatingsDokumen16 halamanZinc CoatingsShojikuriakoseT100% (2)
- Hot Dip GalvanizingDokumen110 halamanHot Dip GalvanizingCandy KendeeBelum ada peringkat
- Defects in GalvanizingDokumen10 halamanDefects in GalvanizingBalaji GuruBelum ada peringkat
- Handbook of GalvanizingDokumen13 halamanHandbook of Galvanizingsmg26thmay100% (1)
- Instrumentation Training Tutorial Part4Dokumen11 halamanInstrumentation Training Tutorial Part4Gary8Belum ada peringkat
- 001 Gas Turbine Generator Commissioning ProcedureDokumen62 halaman001 Gas Turbine Generator Commissioning Proceduremghogha88% (8)
- 001 Gas Turbine Generator Commissioning ProcedureDokumen62 halaman001 Gas Turbine Generator Commissioning Proceduremghogha88% (8)
- Plant Pre Start ProcedureDokumen1 halamanPlant Pre Start Procedureheppy prastyo nugrohoBelum ada peringkat
- Slag Cement For Use in Concrete and MortarsDokumen8 halamanSlag Cement For Use in Concrete and MortarsninaBelum ada peringkat
- Galvanizing HistoryDokumen6 halamanGalvanizing HistorySreedhar Patnaik.MBelum ada peringkat
- Hot Dip GalvanizingDokumen38 halamanHot Dip Galvanizingtmmsekar100% (1)
- Galvanizing and powder coating steel guideDokumen4 halamanGalvanizing and powder coating steel guideSaurabh SinghBelum ada peringkat
- Painting Over Hot Dip Galvanized SteelDokumen6 halamanPainting Over Hot Dip Galvanized SteelRico Tong100% (1)
- Hot Dip Galvanized CoatingDokumen28 halamanHot Dip Galvanized CoatingOci Rizal100% (6)
- Fasteners Zinc CoatedDokumen6 halamanFasteners Zinc CoatedAndres Camilo Benitez100% (1)
- Defects in Hot Dip GalvanisingDokumen16 halamanDefects in Hot Dip GalvanisingMathews Joseph100% (1)
- HDG Steel Inspection GuideDokumen110 halamanHDG Steel Inspection Guidemus3b1985Belum ada peringkat
- HDG Fact Sheet 2017 V4Dokumen6 halamanHDG Fact Sheet 2017 V4Ra'oufAli-zadehBelum ada peringkat
- Protective Coatings For MetalsDokumen53 halamanProtective Coatings For MetalsSiddharth Khorwal50% (2)
- Factors Affecting Hot Dip Galvanized CoatingsDokumen9 halamanFactors Affecting Hot Dip Galvanized CoatingsSreedhar Patnaik.M100% (1)
- CH 01.07 Galvin SteelDokumen5 halamanCH 01.07 Galvin Steelkhairul ardyBelum ada peringkat
- Hot Dip Galvanized Coatings: Causes and Characteristics of Grey AppearanceDokumen12 halamanHot Dip Galvanized Coatings: Causes and Characteristics of Grey AppearanceMehman NasibovBelum ada peringkat
- Zinc Coating ProcessDokumen15 halamanZinc Coating ProcessMOHD SALMANBelum ada peringkat
- Hot Dipped Galvanized Coating Defects GuideDokumen8 halamanHot Dipped Galvanized Coating Defects GuideNsidibe Michael EtimBelum ada peringkat
- New Galvanizing TechnologyDokumen4 halamanNew Galvanizing Technologywmaddoxmec100% (1)
- Defects in GalvanizingDokumen10 halamanDefects in GalvanizingSreedhar Patnaik.M75% (4)
- Inspection of The Hot Dipped Galvanizing ProcessDokumen5 halamanInspection of The Hot Dipped Galvanizing ProcessIrinaBelum ada peringkat
- Thermal Spray Coating For Steel ProcessingDokumen5 halamanThermal Spray Coating For Steel ProcessingRamkiyengarBelum ada peringkat
- Galvanizing Fundamentals and ProcessDokumen95 halamanGalvanizing Fundamentals and Processazerai2000Belum ada peringkat
- Paint: Guide To Preparing Hot-Dip Galvanized Steel ForDokumen12 halamanPaint: Guide To Preparing Hot-Dip Galvanized Steel ForEidrish ShaikhBelum ada peringkat
- Design of Products To Be Hot-Dip Galvanized After FabricationDokumen28 halamanDesign of Products To Be Hot-Dip Galvanized After FabricationArlet BibriescaBelum ada peringkat
- Hot Dip Galvanizing Coating DefectsDokumen14 halamanHot Dip Galvanizing Coating DefectskhurshedlakhoBelum ada peringkat
- GN - 8 03 SecureDokumen6 halamanGN - 8 03 Securebalal moughalBelum ada peringkat
- Duplex SystemDokumen9 halamanDuplex Systemnightmanmx100% (1)
- Paint GuideDokumen12 halamanPaint GuideLeo RaivoganBelum ada peringkat
- Highlight HDG Inspection CoursaaaaaaaaaaaaaaaaaDokumen44 halamanHighlight HDG Inspection CoursaaaaaaaaaaaaaaaaaAyman Hamed MalahBelum ada peringkat
- Continuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingDokumen6 halamanContinuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingCiprian CociubaBelum ada peringkat
- Inspection of HDG.Dokumen71 halamanInspection of HDG.Mritunjay100% (1)
- Zinc CoatingsDokumen12 halamanZinc CoatingsvvgdreamBelum ada peringkat
- Thermal SprayDokumen35 halamanThermal SprayLalu SuhaimiBelum ada peringkat
- FabricationDokumen9 halamanFabricationAnilkumar HatkarBelum ada peringkat
- Ferrous Metals - Galvanized Iron SteelDokumen9 halamanFerrous Metals - Galvanized Iron SteelKenneth ChuaBelum ada peringkat
- Design Guide Galvanized Steel StructuresDokumen28 halamanDesign Guide Galvanized Steel StructuresLuis MundacaBelum ada peringkat
- All About CoatingDokumen3 halamanAll About CoatingAnonymous avGU1iBelum ada peringkat
- Galvanizing GlossaryDokumen11 halamanGalvanizing GlossaryMaria Ines CastelluccioBelum ada peringkat
- Welding and Hot Dip GalvanizingDokumen9 halamanWelding and Hot Dip GalvanizingFarid Ma'rufBelum ada peringkat
- Galvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyDokumen12 halamanGalvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyashishsteelBelum ada peringkat
- Hot Dip Galvanising 1Dokumen12 halamanHot Dip Galvanising 1Alex LevinBelum ada peringkat
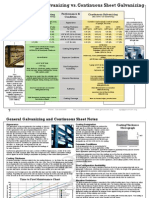
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDokumen2 halamanHot-Dip Galvanizing Vs Continuous Sheet GalvanizingMihir JhaBelum ada peringkat
- Hot-Dip Galvanizing Process Guide ExplainedDokumen78 halamanHot-Dip Galvanizing Process Guide ExplainedHarshith Rao Vadnala0% (1)
- Additional Information On SWEEP Sandblast Cleaning - For-Galvanized Steel - INDUSTRIALDokumen3 halamanAdditional Information On SWEEP Sandblast Cleaning - For-Galvanized Steel - INDUSTRIALro snBelum ada peringkat
- How Does Galvanizing Protect Steel From Corrosion?Dokumen12 halamanHow Does Galvanizing Protect Steel From Corrosion?jnshreyBelum ada peringkat
- Paint Over Galvanized Steel Duplex SystemsDokumen12 halamanPaint Over Galvanized Steel Duplex Systemselectrosysro8560Belum ada peringkat
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDokumen2 halamanHot-Dip Galvanizing Vs Continuous Sheet Galvanizingecaph244Belum ada peringkat
- Galvanizing QA/QC Department Protects MetalsDokumen43 halamanGalvanizing QA/QC Department Protects MetalsShakirBelum ada peringkat
- INDUSTRIAL GALVANIZERS HOT-DIP SEMINARDokumen27 halamanINDUSTRIAL GALVANIZERS HOT-DIP SEMINARaziz50% (2)
- Metallurgy of GalvanizingDokumen1 halamanMetallurgy of GalvanizingSreedhar Patnaik.MBelum ada peringkat
- Hot-Dip Galvanizing For Corrosion PreventionDokumen16 halamanHot-Dip Galvanizing For Corrosion Preventionviji777Belum ada peringkat
- Hot-Dip Galvanizing of Steel StructuresDari EverandHot-Dip Galvanizing of Steel StructuresPenilaian: 5 dari 5 bintang5/5 (3)
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksDari EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksBelum ada peringkat
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDari EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkBelum ada peringkat
- Boiler Water LVL DP CellDokumen10 halamanBoiler Water LVL DP CellParthiban Nagarajan100% (1)
- Steam BlowingDokumen11 halamanSteam Blowingheppy prastyo nugrohoBelum ada peringkat
- Software DISC TestDokumen7 halamanSoftware DISC TestFa NyanyaBelum ada peringkat
- Boiler Water LVL DP CellDokumen10 halamanBoiler Water LVL DP CellParthiban Nagarajan100% (1)
- Field Communicator Resource CD ReadmeDokumen14 halamanField Communicator Resource CD ReadmeDoc_LACBelum ada peringkat
- Rincian Biaya Perjalanan DinasDokumen11 halamanRincian Biaya Perjalanan Dinasheppy prastyo nugrohoBelum ada peringkat
- Assesment Chandra Asri TripolitaDokumen11 halamanAssesment Chandra Asri Tripolitaheppy prastyo nugrohoBelum ada peringkat
- Calibration Fundamentals ExplainedDokumen10 halamanCalibration Fundamentals ExplainedCris RonaldBelum ada peringkat
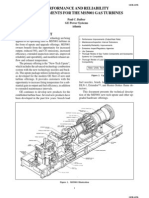
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDokumen39 halamanPerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarBelum ada peringkat
- Soal PLN 2010 PDFDokumen14 halamanSoal PLN 2010 PDFYulisnawatiAbbasBelum ada peringkat
- Boiler Chemical Cleaning Procedure PDFDokumen11 halamanBoiler Chemical Cleaning Procedure PDFheppy prastyo nugroho100% (1)
- COM Torkel 860Dokumen1 halamanCOM Torkel 860heppy prastyo nugrohoBelum ada peringkat
- Gas TurbinesDokumen31 halamanGas TurbinesShahril Anuar100% (2)
- Invoice tk-3Dokumen1 halamanInvoice tk-3heppy prastyo nugrohoBelum ada peringkat
- Emerson 475 and AMS Installation InstructionsDokumen3 halamanEmerson 475 and AMS Installation Instructionsheppy prastyo nugrohoBelum ada peringkat
- CSI 2140 Machinery Health Analyzer: Vibration Analyzer Delivers Powerful User ExperienceDokumen2 halamanCSI 2140 Machinery Health Analyzer: Vibration Analyzer Delivers Powerful User Experienceheppy prastyo nugrohoBelum ada peringkat
- Gas TurbinesDokumen31 halamanGas TurbinesShahril Anuar100% (2)
- Certificate of Progress: ( ..) (PT. Solid Energi Internasional)Dokumen1 halamanCertificate of Progress: ( ..) (PT. Solid Energi Internasional)heppy prastyo nugrohoBelum ada peringkat
- Chapter 7. Organometallic Compounds of Group I and II MetalsDokumen1 halamanChapter 7. Organometallic Compounds of Group I and II MetalsSeungju KangBelum ada peringkat
- CERAMICDokumen28 halamanCERAMICsushripragnyaparija0% (1)
- COMMON ROCK-FORMING MINERALSDokumen4 halamanCOMMON ROCK-FORMING MINERALSClyde Chloe D. Traya100% (1)
- Estimation Methods For Strain-Life Fatigue Properties From HardnessDokumen15 halamanEstimation Methods For Strain-Life Fatigue Properties From HardnessAmanda SmithBelum ada peringkat
- Igcse Electrochemistry Review PDFDokumen7 halamanIgcse Electrochemistry Review PDFbilly ogadaBelum ada peringkat
- Class Test 1 Rate of Reaction For Edexcel A2 ChemistryDokumen7 halamanClass Test 1 Rate of Reaction For Edexcel A2 Chemistryjeffydaniel1972Belum ada peringkat
- GUHRING Deep Hole DrillsDokumen12 halamanGUHRING Deep Hole Drillsbatman2054Belum ada peringkat
- Basic Chemistry Case 3 FT UI KKI 2016Dokumen16 halamanBasic Chemistry Case 3 FT UI KKI 2016Dian Ratri CBelum ada peringkat
- Conductivity Sorted by Resistivity Eddy Current TechnologyDokumen14 halamanConductivity Sorted by Resistivity Eddy Current TechnologyKalai VananBelum ada peringkat
- Act 10Dokumen10 halamanAct 10Lawrence Lorris CapuzBelum ada peringkat
- Ingenuity - 4 - Quiz No. 2Dokumen16 halamanIngenuity - 4 - Quiz No. 2Jubermarc Navarro UrbanoBelum ada peringkat
- Metallurgy Investigatory Project2xxDokumen24 halamanMetallurgy Investigatory Project2xxSathyaBelum ada peringkat
- MT Powder MetallurgyDokumen74 halamanMT Powder MetallurgyAhad RazzBelum ada peringkat
- Complete Metalsmith StudentDokumen21 halamanComplete Metalsmith StudentSinisa VuckovicBelum ada peringkat
- Ni - D-CrownsDokumen1 halamanNi - D-CrownsAntonio SponholtzBelum ada peringkat
- Heat Treatment of Ferrous AlloysDokumen11 halamanHeat Treatment of Ferrous AlloysSyed Mohsin Ali Naqvi100% (2)
- It Makes Cents To Me Lab ReportDokumen4 halamanIt Makes Cents To Me Lab ReportJason LongBelum ada peringkat
- Irel Pdac 2014Dokumen42 halamanIrel Pdac 2014Hemant SharmaBelum ada peringkat
- CESL: Una alternativa ambiental superior a la fundiciónDokumen4 halamanCESL: Una alternativa ambiental superior a la fundiciónMargarita FariasBelum ada peringkat
- Carbon Equivalent (Ce) Composition Parameter (PCM)Dokumen9 halamanCarbon Equivalent (Ce) Composition Parameter (PCM)Arif Budi JatmikoBelum ada peringkat
- Selective Laser Melting of Aluminium ComponentsDokumen10 halamanSelective Laser Melting of Aluminium ComponentsMuhammad Ahsan SaleemBelum ada peringkat
- Avogadro's ConstantDokumen9 halamanAvogadro's Constantsayma_akhter5074Belum ada peringkat
- Metallurgy Quiz: Key Concepts and ProcessesDokumen312 halamanMetallurgy Quiz: Key Concepts and ProcessesAditya PrasadBelum ada peringkat
- Unit 2 MineralogyDokumen53 halamanUnit 2 MineralogyEashan Adil100% (1)
- Chemical Reactions and Equations: Assignments in Science Class X (Term I)Dokumen13 halamanChemical Reactions and Equations: Assignments in Science Class X (Term I)Rithik VisuBelum ada peringkat
- Calcined Bauxite: Profile No.: 237 NIC Code:8107Dokumen13 halamanCalcined Bauxite: Profile No.: 237 NIC Code:8107modikiritBelum ada peringkat
- Workshop Manual 2016 PDFDokumen62 halamanWorkshop Manual 2016 PDFgiridharrajeshBelum ada peringkat
- RVM Nat Dry Run - Science IIIDokumen7 halamanRVM Nat Dry Run - Science IIITidal SurgesBelum ada peringkat