Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- AGMA 9002-A86 Inch Bore and ANSI B17.1 Square Keyway TolerancesDokumen6 halamanAGMA 9002-A86 Inch Bore and ANSI B17.1 Square Keyway TolerancesEmmanuel García100% (1)
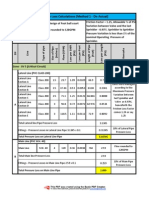
- Friction Loss Calculations of Irrigation Design A Foot Ball CourtDokumen13 halamanFriction Loss Calculations of Irrigation Design A Foot Ball Courtmathewmanjooran100% (2)
- Enemy Territory - Quake Wars - ManualDokumen22 halamanEnemy Territory - Quake Wars - ManualM_MolliBelum ada peringkat
- Case Study On Learning and MotivationDokumen3 halamanCase Study On Learning and MotivationPooja PatnaikBelum ada peringkat
- Key Leadership AttributesDokumen2 halamanKey Leadership AttributesPooja PatnaikBelum ada peringkat
- Dhamra Port Company LimitedDokumen7 halamanDhamra Port Company LimitedPooja PatnaikBelum ada peringkat
- Your Turn: Job Evaluation at Whole FoodsDokumen11 halamanYour Turn: Job Evaluation at Whole FoodsPooja PatnaikBelum ada peringkat
- Core Competency R3 PrabandhanDokumen21 halamanCore Competency R3 PrabandhanRahul DhimanBelum ada peringkat
- Chapter 7 Inventory ManagementDokumen12 halamanChapter 7 Inventory ManagementPooja PatnaikBelum ada peringkat
- Retention SurveyDokumen2 halamanRetention SurveyPooja PatnaikBelum ada peringkat
- Human Behavior: Concept: Behavior: Caused or Autonomous Process of BehaviorDokumen5 halamanHuman Behavior: Concept: Behavior: Caused or Autonomous Process of BehaviorPooja PatnaikBelum ada peringkat
- Group Members:: - Debasish Senapati Suvesh Ku. Sahoo Anil Ku. Pradhan Kula Bhusan Pradhan: - MechanicalDokumen15 halamanGroup Members:: - Debasish Senapati Suvesh Ku. Sahoo Anil Ku. Pradhan Kula Bhusan Pradhan: - MechanicalPooja PatnaikBelum ada peringkat
- 4 Steps To Creating A PerformanceDokumen3 halaman4 Steps To Creating A PerformancePooja PatnaikBelum ada peringkat
- Application of e-CRM To The Airline Industry: (HREF1) (HREF2) (HREF3) George - Jiang@rmit - Edu.auDokumen17 halamanApplication of e-CRM To The Airline Industry: (HREF1) (HREF2) (HREF3) George - Jiang@rmit - Edu.auPooja PatnaikBelum ada peringkat
- Hey ParentsDokumen1 halamanHey ParentsPooja PatnaikBelum ada peringkat
- Case Study On IKEADokumen30 halamanCase Study On IKEAPooja Patnaik100% (3)
- State Bank of India Punjab National Bank Icici Bank Lakh CroresDokumen18 halamanState Bank of India Punjab National Bank Icici Bank Lakh CroresPooja PatnaikBelum ada peringkat
- 380LC9S Performance PDFDokumen21 halaman380LC9S Performance PDFLuis Antonio Vega ParangueoBelum ada peringkat
- Earthquake in TaguigDokumen4 halamanEarthquake in TaguigDianca Zyra Rodil-CabanelaBelum ada peringkat
- Feild Inspection of Shell and Tube Heat ExchangersDokumen4 halamanFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettBelum ada peringkat
- DMPCDokumen49 halamanDMPCiprassandyBelum ada peringkat
- Lesson 5 T-BeamsDokumen7 halamanLesson 5 T-BeamsJoshua John JulioBelum ada peringkat
- Greenbrier Europe Freight Wagon Catalogue (2018)Dokumen188 halamanGreenbrier Europe Freight Wagon Catalogue (2018)Aaron Hore100% (2)
- Operating & Installation Instructions NA-FS10V7 NA-FS95V7Dokumen32 halamanOperating & Installation Instructions NA-FS10V7 NA-FS95V7Kis NermalBelum ada peringkat
- Meritor Axle MT 40 143MA NDokumen55 halamanMeritor Axle MT 40 143MA Nford62bBelum ada peringkat
- Types of PatternDokumen12 halamanTypes of PatternadamBelum ada peringkat
- Shaper Gear CuttingDokumen4 halamanShaper Gear Cuttingnevadablue100% (4)
- Radome Moisture TesterDokumen13 halamanRadome Moisture TesterInterogator5100% (1)
- Module 1: Introduction To Operating System: Need For An OSDokumen18 halamanModule 1: Introduction To Operating System: Need For An OSshikha2012Belum ada peringkat
- Wireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Dokumen221 halamanWireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Faiza TariqBelum ada peringkat
- OurLocalExpert Exeter 2013-14Dokumen15 halamanOurLocalExpert Exeter 2013-14Nick HallBelum ada peringkat
- Black SH e Ed Laser Ablation Effects and ApplicationsDokumen289 halamanBlack SH e Ed Laser Ablation Effects and ApplicationsMaxim KomarBelum ada peringkat
- Mazda rx7Dokumen3 halamanMazda rx7Jon WestBelum ada peringkat
- Tolerancia Pasador y BielaDokumen1 halamanTolerancia Pasador y BielaAlejandro ValenzuelaBelum ada peringkat
- Green Pin Shackles - Certificates Overview and Specifications - 0Dokumen1 halamanGreen Pin Shackles - Certificates Overview and Specifications - 0Eduardo SolanoBelum ada peringkat
- WBNR La Auto BCM SpanishDokumen41 halamanWBNR La Auto BCM SpanishHaragopal KrishnaBelum ada peringkat
- 05 MathematicalReference PDFDokumen484 halaman05 MathematicalReference PDFHassanKMBelum ada peringkat
- Planeur Tres Simple PDFDokumen3 halamanPlaneur Tres Simple PDFAhmedBelum ada peringkat
- DP Misc Wnt5 x86-32 ChangelogDokumen5 halamanDP Misc Wnt5 x86-32 ChangelogBrandal KalocyBelum ada peringkat
- 6 3 AnswersDokumen4 halaman6 3 Answersshiwaisanxian100% (1)
- SS-7 May Refer To:: RFC 2719 RFC 2719Dokumen15 halamanSS-7 May Refer To:: RFC 2719 RFC 2719William GentryBelum ada peringkat
- Fourier Series - MATLAB & Simulink PDFDokumen7 halamanFourier Series - MATLAB & Simulink PDFWanderson Antonio Sousa SilvaBelum ada peringkat
- Iei Pe MC PDFDokumen3 halamanIei Pe MC PDFKulbir ThakurBelum ada peringkat
- Binary Search of Unsorted ArrayDokumen3 halamanBinary Search of Unsorted ArrayGobardhan BaralBelum ada peringkat