Anda mungkin juga menyukai
- Clasificación de Elementos MecánicosDokumen20 halamanClasificación de Elementos MecánicosAbril VelascoBelum ada peringkat
- Ensayo de TorneadoDokumen12 halamanEnsayo de TorneadoclaudioBelum ada peringkat
- Introducción a las máquinas herramientasDokumen4 halamanIntroducción a las máquinas herramientasGeronimoGonzalesBelum ada peringkat
- Cuestionario TRIBOLOGÍADokumen3 halamanCuestionario TRIBOLOGÍAmarinaBelum ada peringkat
- Trabajo de Proceso de Separación de VirutasDokumen11 halamanTrabajo de Proceso de Separación de Virutasmarjorie quintero100% (1)
- AIAG y Minitab: Estudio tipo 1 del sistema de mediciónDokumen9 halamanAIAG y Minitab: Estudio tipo 1 del sistema de mediciónfco ramirezBelum ada peringkat
- Diseño de Leva con SolidWorks y Método ManualDokumen20 halamanDiseño de Leva con SolidWorks y Método ManualEdgar Marcial PimentelBelum ada peringkat
- Partes Estaticas Del Motor de CombustionDokumen19 halamanPartes Estaticas Del Motor de Combustionangelmao80900% (1)
- Equipos para Soldar A Presión y FusiónDokumen16 halamanEquipos para Soldar A Presión y FusiónFabian WosBelum ada peringkat
- Códigos y Lenguajes Utilizados en CNCDokumen7 halamanCódigos y Lenguajes Utilizados en CNCJorge OSBelum ada peringkat
- Cuestionario Cepillo Sanchez SarabiaDokumen2 halamanCuestionario Cepillo Sanchez SarabiaFernando Sanchez SarabiaBelum ada peringkat
- Critica de AmefDokumen8 halamanCritica de AmefLuzALonsoBelum ada peringkat
- MARCO TEORICO Neumatica y LabviewDokumen10 halamanMARCO TEORICO Neumatica y LabviewYENYBelum ada peringkat
- Informe SensoresDokumen26 halamanInforme SensoresAndres EscobarBelum ada peringkat
- INTRODUCCIÒN CAJA CAMBIOS Margarito Mejía PDFDokumen34 halamanINTRODUCCIÒN CAJA CAMBIOS Margarito Mejía PDFAbner AbarcaBelum ada peringkat
- Barrenado y su proceso enDokumen7 halamanBarrenado y su proceso enInnokentiyKeshaABBelum ada peringkat
- Plan de Mantto Taladro de BancoDokumen15 halamanPlan de Mantto Taladro de BancoRicardo Evangelista Hernández100% (1)
- Fundamentos de Programacion - PDF CNC DISEÑODokumen7 halamanFundamentos de Programacion - PDF CNC DISEÑOjhoal55Belum ada peringkat
- Bondad y AjusteDokumen6 halamanBondad y AjusteJosè F PerezBelum ada peringkat
- El Martinete NDokumen23 halamanEl Martinete Nsofia amsturdeng33% (3)
- ChasisDokumen4 halamanChasisMateoPaz35Belum ada peringkat
- Banco de TubosDokumen8 halamanBanco de TubosLuis Fernando CMagañaBelum ada peringkat
- Mantenimiento General Del TornoDokumen3 halamanMantenimiento General Del TornoJuanSebastianMora100% (2)
- Economía de La FundiciónDokumen2 halamanEconomía de La Fundiciónalex oliveraBelum ada peringkat
- Sistemas MCIDokumen7 halamanSistemas MCImarisolBelum ada peringkat
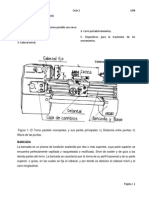
- 1.1 El Torno ParaleloDokumen9 halaman1.1 El Torno ParaleloKarliitha HernandezBelum ada peringkat
- Tecnicas de Despiece de MaquinaDokumen2 halamanTecnicas de Despiece de Maquinajhorgelis villalobosBelum ada peringkat
- SISTEMA de Lubricación CentralizadaDokumen5 halamanSISTEMA de Lubricación CentralizadaGeovanny Contreras CasadoBelum ada peringkat
- Informe de (Torneado, Fresado y Rectificado)Dokumen10 halamanInforme de (Torneado, Fresado y Rectificado)OmarBelum ada peringkat
- Generadores de Corriente Como Elemento Convertidor EléctricoDokumen13 halamanGeneradores de Corriente Como Elemento Convertidor Eléctricojhonatan rosalesBelum ada peringkat
- Tipos de Refrigerantes para Diferentes MaterialesDokumen6 halamanTipos de Refrigerantes para Diferentes MaterialesFëër Essi0% (1)
- Mecanica Del Corte MetalesDokumen101 halamanMecanica Del Corte MetalessoyyotbmBelum ada peringkat
- AlcayataDokumen19 halamanAlcayataoswaldomaynascondoriBelum ada peringkat
- Art 30Dokumen5 halamanArt 30Geomara BarrionuevoBelum ada peringkat
- AcerosDokumen9 halamanAcerosBryanyMariaBelum ada peringkat
- Proyecto Remanufactura Del Árbol de LevasDokumen11 halamanProyecto Remanufactura Del Árbol de LevasDavid Eq RBelum ada peringkat
- Plan lubricación torno y fresadoraDokumen24 halamanPlan lubricación torno y fresadoraAdrian BarreraBelum ada peringkat
- Aldreilys Yanez FatigaDokumen15 halamanAldreilys Yanez FatigaAldreilys Yanez YszlBelum ada peringkat
- Estadística I - Taller No. 17 sobre pruebas de hipótesis, errores tipo I y II, y significancia estadísticaDokumen1 halamanEstadística I - Taller No. 17 sobre pruebas de hipótesis, errores tipo I y II, y significancia estadísticaEmily Tatiana Alvarez VillaBelum ada peringkat
- Presentación - Economía en Los Procesos de MaquinadoDokumen31 halamanPresentación - Economía en Los Procesos de MaquinadoricardoBelum ada peringkat
- Fresado Por División y HelicoidalDokumen7 halamanFresado Por División y HelicoidalKevinSaldañaBelum ada peringkat
- 1A Ejercicio Resuelto CorreasV 2016Dokumen18 halaman1A Ejercicio Resuelto CorreasV 2016Mauro BernaBelum ada peringkat
- Tipos de AbsDokumen2 halamanTipos de AbsÁlvaro García50% (2)
- Cuestionario: Generalidades Sobre La CombustiónDokumen23 halamanCuestionario: Generalidades Sobre La Combustiónkramejia12Belum ada peringkat
- Codigos para CNCDokumen5 halamanCodigos para CNCALEJANDRO RAMIREZ ARCOSBelum ada peringkat
- MAnufactura CepilladoDokumen7 halamanMAnufactura Cepilladolachv346@hotmail.com89% (9)
- Elementos de Maquinas 2 TrabajoDokumen15 halamanElementos de Maquinas 2 TrabajoDemon and Angel Sword100% (1)
- Cojinetes de Contacto DeslizanteDokumen42 halamanCojinetes de Contacto DeslizanteKaleb NG0% (1)
- Ejercicios Primer Parcial 2-13Dokumen2 halamanEjercicios Primer Parcial 2-13Darrel IrigoyenBelum ada peringkat
- Aletas de Transferencia de Calor PDFDokumen9 halamanAletas de Transferencia de Calor PDFyusnay100% (3)
- Unión RoscadaDokumen12 halamanUnión Roscadadenos24030% (1)
- Procesos de Electromecanizado: Electroerosión y AplicacionesDokumen41 halamanProcesos de Electromecanizado: Electroerosión y AplicacionesFranco PerezBelum ada peringkat
- Avila M - Plantas de VaporDokumen185 halamanAvila M - Plantas de Vaporjose contrerasBelum ada peringkat
- Cepilladora de codo: concepto, tipos y partesDokumen9 halamanCepilladora de codo: concepto, tipos y partesFernando MercedesBelum ada peringkat
- Proceso de FundicionDokumen12 halamanProceso de FundicionYered GuzmanBelum ada peringkat
- Defectología: tipos de discontinuidades en soldaduraDokumen5 halamanDefectología: tipos de discontinuidades en soldaduraHerlin Velasquez AguilarBelum ada peringkat
- Defectos en Uniones SoldadasDokumen11 halamanDefectos en Uniones SoldadasAndreita Saavedra CernaBelum ada peringkat
- Defectos de SoldaduraDokumen11 halamanDefectos de SoldaduraCindy Carolina CiroBelum ada peringkat
- Examen Recuperatorio Javier Lopez AlbornozDokumen4 halamanExamen Recuperatorio Javier Lopez AlbornozRobert DiazBelum ada peringkat
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Dari EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Belum ada peringkat
- PROCEDIMIENTO DE REPARACIÓN Y EMPALME DE TUBERÍA DE GAS DE 10Dokumen11 halamanPROCEDIMIENTO DE REPARACIÓN Y EMPALME DE TUBERÍA DE GAS DE 10Francisco Valiente0% (1)
- 1APresentacion Sensibilizacion 2014 - CandidatosDokumen32 halaman1APresentacion Sensibilizacion 2014 - CandidatosFrancisco ValienteBelum ada peringkat
- Hallazgo 061+700 Fbe 06 de 2018Dokumen5 halamanHallazgo 061+700 Fbe 06 de 2018Francisco ValienteBelum ada peringkat
- Glosario Inglés Español de Términos Técnicos PetrolerosDokumen36 halamanGlosario Inglés Español de Términos Técnicos PetrolerosKarla May GutiérrezBelum ada peringkat
- Transformadores (Problemas Resueltos) - Jesús Fraile MoraDokumen40 halamanTransformadores (Problemas Resueltos) - Jesús Fraile MoraDaniel Marcelo Veliz Ricardi100% (3)
- Problema de matemáticas sobre primos, días y chocolateDokumen102 halamanProblema de matemáticas sobre primos, días y chocolateFrancisco Valiente100% (1)
- Cal Culo Deun Puente Grab I PuenteDokumen27 halamanCal Culo Deun Puente Grab I PuenteFrancisco ValienteBelum ada peringkat
- Ingenieria de La InformacionDokumen26 halamanIngenieria de La InformacionFrancisco ValienteBelum ada peringkat
- Mi Novia - Manual de Instrucciones by DJ PiñaDokumen116 halamanMi Novia - Manual de Instrucciones by DJ Piñavalentin100% (5)
- ABC Del Petroleo-IAPGDokumen0 halamanABC Del Petroleo-IAPGdcruz_572988Belum ada peringkat
- Libro No Convencional EsDokumen20 halamanLibro No Convencional Estito1977Belum ada peringkat
- Ensayos Mecànicos Estudiar FJVJ OJODokumen76 halamanEnsayos Mecànicos Estudiar FJVJ OJOFrancisco ValienteBelum ada peringkat
- Control de Motores Eléctrico1Dokumen7 halamanControl de Motores Eléctrico1Francisco ValienteBelum ada peringkat
- Produccin Bombeo Mecanico-1Dokumen41 halamanProduccin Bombeo Mecanico-1Francisco ValienteBelum ada peringkat
- Manual de DobladoDokumen32 halamanManual de DobladoFrancisco Valiente100% (6)
- Correas 1Dokumen83 halamanCorreas 1Francisco ValienteBelum ada peringkat
- Planta de Tratamiento de Agua ResidualDokumen150 halamanPlanta de Tratamiento de Agua ResidualJose Angel XPBelum ada peringkat
- Conferencia CorrosionDokumen44 halamanConferencia CorrosionFrancisco ValienteBelum ada peringkat
- Conceptos básicos mantenimiento infraestructura educativaDokumen3 halamanConceptos básicos mantenimiento infraestructura educativaJoe RomaníBelum ada peringkat
- Costo de Soldadura SMAWDokumen5 halamanCosto de Soldadura SMAWAbel Valderrama PerezBelum ada peringkat
- Aditivos para Lubricantes de MotoresDokumen19 halamanAditivos para Lubricantes de MotoresFrancisco ValienteBelum ada peringkat
- Diccionario de Mecanica IndustrialDokumen8 halamanDiccionario de Mecanica IndustrialFrancisco ValienteBelum ada peringkat
- Alarmas de VibraciónDokumen1 halamanAlarmas de VibraciónFrancisco ValienteBelum ada peringkat
- Desarrollan en La UNAM Compuesto Anticorrosivo Con Aceite de CocoDokumen2 halamanDesarrollan en La UNAM Compuesto Anticorrosivo Con Aceite de CocoFrancisco ValienteBelum ada peringkat
- Trampas de VaporDokumen17 halamanTrampas de VaporFrancisco ValienteBelum ada peringkat
- La Maquina de Vapor y Los Gene Rad Ores de VaporDokumen13 halamanLa Maquina de Vapor y Los Gene Rad Ores de Vaporpetercoyote67Belum ada peringkat
- Aplicaciones en El Campo de La SoldaduraDokumen8 halamanAplicaciones en El Campo de La SoldaduraFrancisco ValienteBelum ada peringkat
- Como Se Insertan Los E N D en La Industria ActualDokumen1 halamanComo Se Insertan Los E N D en La Industria ActualAlvaro Alexis Mendoza PradaBelum ada peringkat
- Pruebas No Destructivas Emision AcusticaDokumen16 halamanPruebas No Destructivas Emision Acusticafernando_sung_1100% (1)
- CAVITACION - Cálculo SimplificadoDokumen7 halamanCAVITACION - Cálculo SimplificadomaurozuriBelum ada peringkat
- Leptospirosis 2Dokumen47 halamanLeptospirosis 2Educito Chura ColanaBelum ada peringkat
- Sistemas Dinamicos y de ControlDokumen18 halamanSistemas Dinamicos y de ControlJhon AguirreBelum ada peringkat
- GUÍA DE ACTIVIDADES PRÁCTICAS Sistema NerviosoDokumen3 halamanGUÍA DE ACTIVIDADES PRÁCTICAS Sistema NerviosoPato Carmona CortésBelum ada peringkat
- Ensayo Sección 3 Variable Compleja (Autoguardado)Dokumen2 halamanEnsayo Sección 3 Variable Compleja (Autoguardado)Wilmer HaylockBelum ada peringkat
- DifteriaDokumen18 halamanDifteriaZAMARA GUADALUPE CHAROLA CORTESBelum ada peringkat
- VR HV RV 24 I VC S6 ClavesDokumen12 halamanVR HV RV 24 I VC S6 ClavesjaguirreBelum ada peringkat
- 280601052.corregir Fallas y Averías de Los Sistemas Componentes de Las Motocicletas de Acuerdo Con Parámetros y Procedimientos Del Fabricante y NormatividDokumen6 halaman280601052.corregir Fallas y Averías de Los Sistemas Componentes de Las Motocicletas de Acuerdo Con Parámetros y Procedimientos Del Fabricante y Normatividdaiver lopez padilla0% (1)
- Infografia Enciclica Capitulo 1Dokumen1 halamanInfografia Enciclica Capitulo 1vero gamboaBelum ada peringkat
- Bioseguridad en El LaboratorioDokumen5 halamanBioseguridad en El LaboratorioRicardo SilvaBelum ada peringkat
- IEC 60076-11 Trafos-Secos Esp PDFDokumen40 halamanIEC 60076-11 Trafos-Secos Esp PDFnovitopo100% (4)
- Kim - El Problema Mente Cuerpo Tras 50 AñosDokumen19 halamanKim - El Problema Mente Cuerpo Tras 50 AñosmasimilianitusBelum ada peringkat
- Cómo Definir Músculos en 6 SemanasDokumen8 halamanCómo Definir Músculos en 6 SemanasJose BolañosBelum ada peringkat
- Foodiario - Green Smoothie RevolutionDokumen59 halamanFoodiario - Green Smoothie RevolutioncatitaruizBelum ada peringkat
- Cap 2Dokumen18 halamanCap 2Alejandro Valero VegazoBelum ada peringkat
- A OscurasDokumen96 halamanA OscuraskarlaBelum ada peringkat
- Cepilladora+Arr VF+3Cep VF+4Ven Abat+Jab VF+Fun VF+Gen+MDokumen52 halamanCepilladora+Arr VF+3Cep VF+4Ven Abat+Jab VF+Fun VF+Gen+Mmo salahBelum ada peringkat
- Moana y El Viaje Del HéroeDokumen23 halamanMoana y El Viaje Del HéroeAlejandro Tébar Ochoa100% (1)
- Registro Diario de ProductividadDokumen15 halamanRegistro Diario de ProductividadJean Carlos Josuel Ayasta CornejoBelum ada peringkat
- 5.manual Administracion Ranchos GanaderosDokumen223 halaman5.manual Administracion Ranchos GanaderosSalvador Acosta VenegasBelum ada peringkat
- 04 Preparacion HidromielDokumen2 halaman04 Preparacion HidromielMAXI1000TUCBelum ada peringkat
- de acuerdo a lo solicitado y cumple con optimizar el título para motores de búsquDokumen90 halamande acuerdo a lo solicitado y cumple con optimizar el título para motores de búsquHerwin mBelum ada peringkat
- Los Sauces de Olimar - Propuestas bodas y eventos 2022/23Dokumen12 halamanLos Sauces de Olimar - Propuestas bodas y eventos 2022/23Lucas Garcia SanchezBelum ada peringkat
- Segunda Unidad Analisis de CostosDokumen31 halamanSegunda Unidad Analisis de CostosLENIN ERNESTO MEZA ORO�ABelum ada peringkat
- Prontuario de Precálculo (J. Mulero)Dokumen1 halamanProntuario de Precálculo (J. Mulero)Juan M. Agosto TorresBelum ada peringkat
- Memorias SemiconductorasDokumen2 halamanMemorias SemiconductorasJose MartinezBelum ada peringkat
- CM20210413 33868 f63c5Dokumen32 halamanCM20210413 33868 f63c5Edwin OrjuelaBelum ada peringkat
- Guía de trabajo en casa sobre teoría del conocimiento científicoDokumen19 halamanGuía de trabajo en casa sobre teoría del conocimiento científicoJohan alexis Muñoz ramirezBelum ada peringkat
- Investigacion TeatralTres Enfoques III DifusionDokumen315 halamanInvestigacion TeatralTres Enfoques III DifusionMiluBelum ada peringkat
- Subestaciones ElectricasDokumen10 halamanSubestaciones ElectricasHeath BrennanBelum ada peringkat
- Optimizacion RedesDokumen4 halamanOptimizacion RedesasmedmirandaBelum ada peringkat