Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Pinnacle Alloys ER2594Dokumen2 halamanPinnacle Alloys ER2594Federico Quintana100% (1)
- Welding Inspection Q and Ans.Dokumen20 halamanWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- Types of Magnesium Treatment Processes PDFDokumen2 halamanTypes of Magnesium Treatment Processes PDFAdrià BorregoBelum ada peringkat
- CH 22 ADokumen81 halamanCH 22 AThiran Boy LingamBelum ada peringkat
- RT ProcedureDokumen18 halamanRT Procedure1339979Belum ada peringkat
- Car JackDokumen26 halamanCar JackAbin KurianBelum ada peringkat
- Iron Carbon Diagram (ChE Handbook)Dokumen21 halamanIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- Hardness Test MethodDokumen19 halamanHardness Test MethodDhirham rentaimBelum ada peringkat
- GOM Technical+Note - CASTINGDokumen29 halamanGOM Technical+Note - CASTINGGerman DiazBelum ada peringkat
- PDIL Cable Tray RackDokumen6 halamanPDIL Cable Tray Rack9044nksBelum ada peringkat
- B 462 - 04 - QJQ2MGDokumen5 halamanB 462 - 04 - QJQ2MGLemir LopezBelum ada peringkat
- Field WeldingDokumen16 halamanField WeldingIngeniero EstructuralBelum ada peringkat
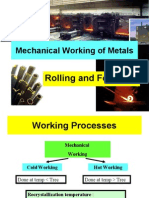
- Mechanical Working of Metals (Rolling and Forging)Dokumen59 halamanMechanical Working of Metals (Rolling and Forging)Alvin Garcia Palanca100% (1)
- Abb Spa COMEM Operating UnitDokumen8 halamanAbb Spa COMEM Operating UnitiamlpBelum ada peringkat
- Earthing Distribution SubstationDokumen10 halamanEarthing Distribution SubstationJayadevDamodaranBelum ada peringkat
- CatalogueDokumen2 halamanCatalogueClarkFedele27Belum ada peringkat
- A1005Dokumen6 halamanA1005hamidharvardBelum ada peringkat
- A194A194MDokumen11 halamanA194A194Mrgi1780% (1)
- Asm HandbookDokumen2 halamanAsm HandbookLilian RoseBelum ada peringkat
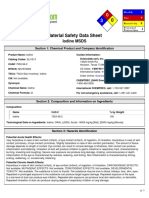
- Iodine MSDS PDFDokumen6 halamanIodine MSDS PDFIsny RamadhanyBelum ada peringkat
- 13 Beaten MetalworkDokumen10 halaman13 Beaten MetalworkAlfred Kuwodza100% (1)
- Series 5100Dokumen12 halamanSeries 5100HectorMaldonadoBelum ada peringkat
- 800 10121Dokumen3 halaman800 10121slymnBelum ada peringkat
- TLE 7-Carpentry: S.Y. 2020-2021 Name: Score: Year & Section: Parent's SignatureDokumen2 halamanTLE 7-Carpentry: S.Y. 2020-2021 Name: Score: Year & Section: Parent's SignatureNhatz Gallosa MarticioBelum ada peringkat
- Tap CatalogueDokumen42 halamanTap CatalogueAnonymous D5QForitcBelum ada peringkat
- FXG (FG-FXG) : Duplex Power PumpDokumen2 halamanFXG (FG-FXG) : Duplex Power PumpJose Alberto Escalante MedinaBelum ada peringkat
- CH 5 - Ferrous Metals and AlloysDokumen45 halamanCH 5 - Ferrous Metals and AlloysYhan SombilonBelum ada peringkat
- Astm 34Dokumen4 halamanAstm 34MNMBelum ada peringkat
- MD2 Exam PDFDokumen319 halamanMD2 Exam PDFSiN XBelum ada peringkat
- Engine Components and OperationDokumen24 halamanEngine Components and OperationAndrew CrawfordBelum ada peringkat