Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Alternative Gas Supply for IndoramaDokumen19 halamanAlternative Gas Supply for IndoramaChidiebere Samuel OkogwuBelum ada peringkat
- Nozzle Segment Indication Zones GuideDokumen1 halamanNozzle Segment Indication Zones GuideChidiebere Samuel OkogwuBelum ada peringkat
- 3202.31.DIES - INSTRUMENT TUBING SCHEDULE.24018 - Rev03Dokumen5 halaman3202.31.DIES - INSTRUMENT TUBING SCHEDULE.24018 - Rev03Chidiebere Samuel OkogwuBelum ada peringkat
- Alternative Source For Gas Supply To Indorama ProjectDokumen4 halamanAlternative Source For Gas Supply To Indorama ProjectChidiebere Samuel OkogwuBelum ada peringkat
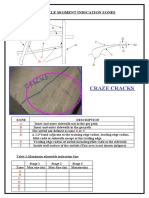
- Craze Cracks: Nozzle Segment Indication ZonesDokumen1 halamanCraze Cracks: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuBelum ada peringkat
- TTD Setup For Ajax (2015 - 11 - 23 10 - 24 - 32 UTC)Dokumen1 halamanTTD Setup For Ajax (2015 - 11 - 23 10 - 24 - 32 UTC)Chidiebere Samuel OkogwuBelum ada peringkat
- Dragnet Abstract Reasoning Test 1&2 SolutionsDokumen10 halamanDragnet Abstract Reasoning Test 1&2 SolutionsChidiebere Samuel OkogwuBelum ada peringkat
- 3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Dokumen6 halaman3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Chidiebere Samuel OkogwuBelum ada peringkat
- VerbalReasoningTest1 QuestionDokumen12 halamanVerbalReasoningTest1 QuestionChidiebere Samuel OkogwuBelum ada peringkat
- Install PDFDokumen12 halamanInstall PDFMd NazrulBelum ada peringkat
- Start Time SN Job Step Hazard Hazard Controls Status CommentsDokumen3 halamanStart Time SN Job Step Hazard Hazard Controls Status CommentsChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Start Time SN Job Step Hazard Harzard Controls Status CommentsDokumen3 halamanStart Time SN Job Step Hazard Harzard Controls Status CommentsChidiebere Samuel OkogwuBelum ada peringkat
- Family KKS Maintenance Period Detail PM TasksDokumen6 halamanFamily KKS Maintenance Period Detail PM TasksChidiebere Samuel OkogwuBelum ada peringkat
- Nozzle Segment Indication Zones: A B C B D D E FDokumen1 halamanNozzle Segment Indication Zones: A B C B D D E FChidiebere Samuel OkogwuBelum ada peringkat
- Thin Material: Nozzle Segment Indication ZonesDokumen1 halamanThin Material: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Errosion: Nozzle Segment Indication ZonesDokumen1 halamanErrosion: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen1 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- KVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONDokumen2 halamanKVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONChidiebere Samuel OkogwuBelum ada peringkat
- Field Technical Instruction: John Brown Engineering Customer Service DivisionDokumen2 halamanField Technical Instruction: John Brown Engineering Customer Service DivisionChidiebere Samuel OkogwuBelum ada peringkat
- FTI0257Dokumen3 halamanFTI0257Chidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Technical Information Letter: Replacement of 6B ST Age-2 BucketsDokumen1 halamanTechnical Information Letter: Replacement of 6B ST Age-2 BucketsChidiebere Samuel OkogwuBelum ada peringkat
- Technical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Dokumen5 halamanTechnical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Chidiebere Samuel Okogwu100% (1)
- Technical Information Letter: Five-Wire Flame Detector System ReplacementDokumen1 halamanTechnical Information Letter: Five-Wire Flame Detector System ReplacementChidiebere Samuel OkogwuBelum ada peringkat
- T12833-Purge Air CHK VLVDokumen6 halamanT12833-Purge Air CHK VLVJEORJEBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- BarcodeGenerator AbstractDokumen5 halamanBarcodeGenerator AbstractVenkata Siva Reddy100% (3)
- Instruction Codes Computer Registers Computer Instructions Timing and Control Instruction Cycle Memory Reference Instructions Input-Output and Interrupt Complete Computer DescriptionDokumen38 halamanInstruction Codes Computer Registers Computer Instructions Timing and Control Instruction Cycle Memory Reference Instructions Input-Output and Interrupt Complete Computer DescriptionYash Gupta MauryaBelum ada peringkat
- REM-MPSVDokumen6 halamanREM-MPSVPramod KumarBelum ada peringkat
- HRM AND ERP: Manage HR with an Integrated SystemDokumen39 halamanHRM AND ERP: Manage HR with an Integrated SystemPoonam PeswaniBelum ada peringkat
- Nucor Grating Catalogue 2015Dokumen64 halamanNucor Grating Catalogue 2015Dan Dela PeñaBelum ada peringkat
- A ShortcutsDokumen2 halamanA ShortcutsnicoNicoletaBelum ada peringkat
- ME 439 Refrigeration and Air ConditioningDokumen3 halamanME 439 Refrigeration and Air ConditioningMuhammad AliBelum ada peringkat
- Ground Floor Plan: Location of JRC For OoredooDokumen1 halamanGround Floor Plan: Location of JRC For OoredooVinay PallivalppilBelum ada peringkat
- DCOM Configuration OPC and Trend Server USDokumen35 halamanDCOM Configuration OPC and Trend Server USapi-3804102100% (1)
- 12 Steps To Success (UK) - 1 PDFDokumen1 halaman12 Steps To Success (UK) - 1 PDFAndreea JurgeBelum ada peringkat
- D93509GC10 SGDokumen442 halamanD93509GC10 SGgvsekarBelum ada peringkat
- Round Check ListDokumen2 halamanRound Check Listlokesh godaraBelum ada peringkat
- Cired: Differences of Iec 61850 Editions Motivation For Edition 2Dokumen4 halamanCired: Differences of Iec 61850 Editions Motivation For Edition 2Jaime A. SánchezBelum ada peringkat
- Setting Up Sophos + Amavis For Postfix: G.Czaplinski@prioris - Mini.pw - Edu.plDokumen5 halamanSetting Up Sophos + Amavis For Postfix: G.Czaplinski@prioris - Mini.pw - Edu.plsolocheruicBelum ada peringkat
- Costing of Steelwork From Feasibility Through To Completion 1996 - Australian Institute of Steel ConstructionDokumen53 halamanCosting of Steelwork From Feasibility Through To Completion 1996 - Australian Institute of Steel ConstructionKakoDa100% (2)
- Catalog of LayerZero Power Systems ProductsDokumen9 halamanCatalog of LayerZero Power Systems ProductsLayerZeroBelum ada peringkat
- Dr. Ommid Saberi - WSPDokumen20 halamanDr. Ommid Saberi - WSPJack ZackBelum ada peringkat
- Bertrand Medioni: For The Degree Master of Science in Architecture Studies at The June, 1987Dokumen86 halamanBertrand Medioni: For The Degree Master of Science in Architecture Studies at The June, 1987Đào Duy TùngBelum ada peringkat
- ALU 9500 MPR Product InformationDokumen76 halamanALU 9500 MPR Product InformationbigjohnbundyBelum ada peringkat
- M101-M & M102-M Modbus Protocol 1TNC911505M0203Dokumen25 halamanM101-M & M102-M Modbus Protocol 1TNC911505M0203Tarek FawzyBelum ada peringkat
- Root Lava E-Tab Xtron (Tutotial) - Xda-DevelopersDokumen4 halamanRoot Lava E-Tab Xtron (Tutotial) - Xda-DevelopersmarwahnitinBelum ada peringkat
- CC Err DSP LogDokumen7 halamanCC Err DSP LogdegfabioBelum ada peringkat
- Ed M 01.00 I 05Dokumen18 halamanEd M 01.00 I 05joseellargo100% (1)
- Tshoot Ping Plan SamDokumen1 halamanTshoot Ping Plan SamAnonymous cs4BLczEBelum ada peringkat
- Leave Management System Project ReportDokumen43 halamanLeave Management System Project Reportprasad_nitc60% (5)
- Analysis and Design of Slabs 2Dokumen24 halamanAnalysis and Design of Slabs 2Adil Javed ChaudharyBelum ada peringkat
- Philips 221e2sb 221el2sb Service ManualDokumen104 halamanPhilips 221e2sb 221el2sb Service ManualLord_JoelBelum ada peringkat
- Rekap Kebutuhan Material Urgent - 15 Agustus 2023Dokumen3 halamanRekap Kebutuhan Material Urgent - 15 Agustus 2023FathurRahmanBelum ada peringkat
- Slope DetailsDokumen8 halamanSlope DetailsEricwwwBelum ada peringkat
- AVSystem Anjay BrochureDokumen4 halamanAVSystem Anjay BrochuresdlfkjldsfBelum ada peringkat