Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- 42re TechDokumen7 halaman42re Techmontrosepatriot100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Lottery Cheaters' Guide by Charles CooperDokumen43 halamanLottery Cheaters' Guide by Charles CooperCiprian Dobrescu100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
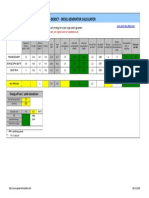
- Calculator Energy Genset Diesel Electric GeneratorDokumen1 halamanCalculator Energy Genset Diesel Electric GeneratorarunBelum ada peringkat
- 11 - Reversing of Two Stroke EngineDokumen13 halaman11 - Reversing of Two Stroke EngineAisha Zaheer90% (29)
- 02 BPCrankshaftDokumen129 halaman02 BPCrankshaftrajishrrrBelum ada peringkat
- MAN-Cylinder Liner VariationsDokumen16 halamanMAN-Cylinder Liner VariationsJithin Vijayan100% (1)
- 08 Main Engine Alignment PDFDokumen24 halaman08 Main Engine Alignment PDFarunBelum ada peringkat
- 1 RT-flex DesignDokumen14 halaman1 RT-flex DesignarunBelum ada peringkat
- MAN-PMI Off PDFDokumen92 halamanMAN-PMI Off PDFarunBelum ada peringkat
- Cylinder Liner Cold Corrosion ControlDokumen8 halamanCylinder Liner Cold Corrosion ControlarunBelum ada peringkat
- Manoeuvring DiagramDokumen7 halamanManoeuvring DiagramarunBelum ada peringkat
- CPR Ring Pack Configuration: Service Letter SL2016-611/JAPDokumen4 halamanCPR Ring Pack Configuration: Service Letter SL2016-611/JAParunBelum ada peringkat
- Damage To Stern Tube Bearing and SealsDokumen4 halamanDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosBelum ada peringkat
- Ridge Wear at Crankpin Journals: Service Letter SL2017-647/JNNDokumen6 halamanRidge Wear at Crankpin Journals: Service Letter SL2017-647/JNNarunBelum ada peringkat
- Wärtsilä NOXDokumen35 halamanWärtsilä NOXDeepesh MerchantBelum ada peringkat
- Bok:978 94 017 9664 4Dokumen215 halamanBok:978 94 017 9664 4fivalen1_443898619100% (2)
- Chakarborty Oral QuestionDokumen4 halamanChakarborty Oral QuestionarunBelum ada peringkat
- Ur Z21rev4Dokumen16 halamanUr Z21rev4arunBelum ada peringkat
- 399 CSR For Bulk Carriers Pdf1111Dokumen9 halaman399 CSR For Bulk Carriers Pdf1111arunBelum ada peringkat
- Compressor Valve LossesDokumen9 halamanCompressor Valve LossesarunBelum ada peringkat
- Main Bearing Desing Update Man BWDokumen21 halamanMain Bearing Desing Update Man BWarunBelum ada peringkat
- LO Analysis......... April 2016 Q9Dokumen3 halamanLO Analysis......... April 2016 Q9arunBelum ada peringkat
- Analytical FerrographyDokumen1 halamanAnalytical FerrographyarunBelum ada peringkat
- Marine TurbochargeDokumen5 halamanMarine TurbochargeSebastian MarkBelum ada peringkat
- 229-82039 HTW 2 LR Summary ReportlDokumen4 halaman229-82039 HTW 2 LR Summary ReportlarunBelum ada peringkat
- Chakarborty Oral Question PDFDokumen4 halamanChakarborty Oral Question PDFarunBelum ada peringkat
- Class I Foreign Going Oral QuestionsDokumen9 halamanClass I Foreign Going Oral Questionsarun100% (1)
- What Is Capacity Control?: The Simplest Forms of Controlling The Room Temperature AreDokumen7 halamanWhat Is Capacity Control?: The Simplest Forms of Controlling The Room Temperature ArearunBelum ada peringkat
- 399 CSR For Bulk Carriers Pdf1111Dokumen9 halaman399 CSR For Bulk Carriers Pdf1111arunBelum ada peringkat
- New MeDokumen81 halamanNew MearunBelum ada peringkat
- 4 Stroke Reverse PDFDokumen1 halaman4 Stroke Reverse PDFarunBelum ada peringkat
- SL95 328 B W Service Letter PDFDokumen4 halamanSL95 328 B W Service Letter PDFarunBelum ada peringkat
- Chakarborty Oral QuestionDokumen4 halamanChakarborty Oral QuestionarunBelum ada peringkat
- 2150708Dokumen3 halaman2150708UDV DevelopersBelum ada peringkat
- A Handheld Gun Detection Using Faster R-CNN Deep LearningDokumen5 halamanA Handheld Gun Detection Using Faster R-CNN Deep LearningJanderson LiraBelum ada peringkat
- Viking Bladder Tanks - enDokumen11 halamanViking Bladder Tanks - enVINOD PAULBelum ada peringkat
- Air-Pollution-Meteorology UNIT IIDokumen91 halamanAir-Pollution-Meteorology UNIT IIDR. Ramesh ChandragiriBelum ada peringkat
- Minerals Down The Microscope PDFDokumen8 halamanMinerals Down The Microscope PDFArijit LaikBelum ada peringkat
- An Adaptive Hello Messaging Scheme For Neighbor Discovery in On-Demand MANET Routing ProtocolsDokumen4 halamanAn Adaptive Hello Messaging Scheme For Neighbor Discovery in On-Demand MANET Routing ProtocolsJayraj SinghBelum ada peringkat
- Airfoil Fans CatalogDokumen52 halamanAirfoil Fans CatalogGChandraSekharaRaoBelum ada peringkat
- Spirometric Evaluation of Pulmonary Function Tests in Bronchial Asthma PatientsDokumen6 halamanSpirometric Evaluation of Pulmonary Function Tests in Bronchial Asthma PatientsdelphineBelum ada peringkat
- 1421 PDFDokumen12 halaman1421 PDFLuis F JaureguiBelum ada peringkat
- ISORIA 20 BrochureDokumen16 halamanISORIA 20 BrochuremariodalBelum ada peringkat
- Ranjit Kumar-Research Methodology A Step-by-Step G-15-16Dokumen2 halamanRanjit Kumar-Research Methodology A Step-by-Step G-15-16Trendy NewsBelum ada peringkat
- Loan Pre Research PaperDokumen4 halamanLoan Pre Research PaperVaseem AkramBelum ada peringkat
- FM Testbank Ch08Dokumen6 halamanFM Testbank Ch08David LarryBelum ada peringkat
- Update DES Day Pit 9 Per Jam 08Dokumen1 halamanUpdate DES Day Pit 9 Per Jam 08Iccang DewiBelum ada peringkat
- Anatomia Del Pie en Insuficiencia VenosaDokumen13 halamanAnatomia Del Pie en Insuficiencia VenosaDinOritha AtiLanoBelum ada peringkat
- Rational Algebraic Expressions: ObjectivesDokumen11 halamanRational Algebraic Expressions: ObjectivesSonny ArgolidaBelum ada peringkat
- Airplane Wing Geometry and ConfigurationsDokumen7 halamanAirplane Wing Geometry and Configurationsh_mahdiBelum ada peringkat
- Final Assignment CSE 425 Concept of Programming Language Section 7 Spring 2020 North South University Submitted To: Prof. Md. Ezharul Islam (Ezm)Dokumen27 halamanFinal Assignment CSE 425 Concept of Programming Language Section 7 Spring 2020 North South University Submitted To: Prof. Md. Ezharul Islam (Ezm)Avisheik Barua 1721158Belum ada peringkat
- Transformers 2023Dokumen36 halamanTransformers 2023dgongorBelum ada peringkat
- Fiber Series CTCDokumen31 halamanFiber Series CTCJorge GaitanBelum ada peringkat
- Assignment 5 With Answer KeyDokumen2 halamanAssignment 5 With Answer KeyAbhishek MohiteBelum ada peringkat
- Person Name: NDT Management CoordinatorDokumen4 halamanPerson Name: NDT Management CoordinatorDendy PratamaBelum ada peringkat
- Battery Testing Standards and Best PracticesDokumen45 halamanBattery Testing Standards and Best Practicesnavi_0403Belum ada peringkat
- Object Kpis For The Digital Transformation: June 2020Dokumen12 halamanObject Kpis For The Digital Transformation: June 2020MUHAMMAD FIKRI DEVIANESBelum ada peringkat
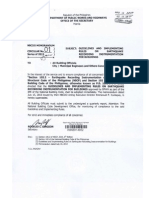
- RulesonEarthquake - AccelerographDokumen17 halamanRulesonEarthquake - AccelerographmjfprgcBelum ada peringkat
- Activity Sheets Grade 8 Geometry CDokumen15 halamanActivity Sheets Grade 8 Geometry CLeopold Laset33% (3)