Anda mungkin juga menyukai
- TLX If Informe Final Site Asoc. Texas 200119Dokumen17 halamanTLX If Informe Final Site Asoc. Texas 200119Lucho Yunca ZegarraBelum ada peringkat
- Apurimac SectoresDokumen3 halamanApurimac SectoresLucho Yunca ZegarraBelum ada peringkat
- Manual de Comisionamiento - Router Mikrotik PDFDokumen6 halamanManual de Comisionamiento - Router Mikrotik PDFLucho Yunca ZegarraBelum ada peringkat
- Manual de Comisionamiento - Impresora HP OfficeJet Pro 810 PDFDokumen6 halamanManual de Comisionamiento - Impresora HP OfficeJet Pro 810 PDFLucho Yunca ZegarraBelum ada peringkat
- Tabla de Conversión VSWRDokumen1 halamanTabla de Conversión VSWRLucho Yunca ZegarraBelum ada peringkat
- Torre Ura LagunasDokumen1 halamanTorre Ura LagunasLucho Yunca ZegarraBelum ada peringkat
- Configuración de Equipos Cambium EPMP1000 - Force180v2Dokumen16 halamanConfiguración de Equipos Cambium EPMP1000 - Force180v2Daniel Brañez0% (1)
- Chia R 1Dokumen179 halamanChia R 1Lucho Yunca Zegarra100% (1)
- Mecatronica 1Dokumen1 halamanMecatronica 1Lucho Yunca ZegarraBelum ada peringkat
- Lazo Mecatronico 2018Dokumen1 halamanLazo Mecatronico 2018Lucho Yunca ZegarraBelum ada peringkat
- Formato Aprob Tesis 2017 OkDokumen8 halamanFormato Aprob Tesis 2017 OkLucho Yunca ZegarraBelum ada peringkat
- UnidadDokumen23 halamanUnidadLucho Yunca ZegarraBelum ada peringkat
- Fresadora Problemas PDFDokumen65 halamanFresadora Problemas PDFJhon Alex Morales VallesBelum ada peringkat
- Plane Studios 2006Dokumen3 halamanPlane Studios 2006Paolo MafaldoBelum ada peringkat
- Practicas Backus012Dokumen1 halamanPracticas Backus012Lucho Yunca ZegarraBelum ada peringkat
- Prog PLDDokumen16 halamanProg PLDVikk PolaBelum ada peringkat
- Analisis de AceitesDokumen3 halamanAnalisis de AceitesSantos Junnior Hipolito SandovalBelum ada peringkat
- ML837Dokumen4 halamanML837juanalberto1234Belum ada peringkat
- Problema 1 1Dokumen7 halamanProblema 1 1Lucho Yunca ZegarraBelum ada peringkat
- PLD 20110Dokumen15 halamanPLD 20110Lucho Yunca ZegarraBelum ada peringkat
- Funciones de TextoDokumen3 halamanFunciones de TextoLucho Yunca ZegarraBelum ada peringkat
- Ejercicios Resueltos Con GrafcetDokumen12 halamanEjercicios Resueltos Con GrafcetJuan Carlos Paterna67% (6)
- EjerciciosDokumen19 halamanEjercicioscaipirinha033260Belum ada peringkat
- Lógica Secuencial Registros de Desplazamiento y ContadoresDokumen18 halamanLógica Secuencial Registros de Desplazamiento y ContadoresEdy MirandaBelum ada peringkat
- Fisica 2-2018Dokumen5 halamanFisica 2-2018Lucho Yunca ZegarraBelum ada peringkat
- Curso Mtto 1Dokumen12 halamanCurso Mtto 1Claudio Hernández PobleteBelum ada peringkat
- Empresa DatosDokumen10 halamanEmpresa DatosLucho Yunca ZegarraBelum ada peringkat
- Cuarto Lab. de Electricos 1-1Dokumen7 halamanCuarto Lab. de Electricos 1-1Lucho Yunca ZegarraBelum ada peringkat
- Plan de Tesina UcvDokumen1 halamanPlan de Tesina UcvElmerRolandoTincoBelum ada peringkat
- Historia de La Caja de Telas - Materiales Montessori Casa de Los NiñosDokumen8 halamanHistoria de La Caja de Telas - Materiales Montessori Casa de Los NiñosMontessori educación para la vidaBelum ada peringkat
- Breve Historia de La Radiodifusión en ApureDokumen16 halamanBreve Historia de La Radiodifusión en ApureTeresa Le MaitreBelum ada peringkat
- Colorantes y ColoracionesDokumen7 halamanColorantes y ColoracionesJohn Baltazar HonorioBelum ada peringkat
- Caligrafia PautaDokumen6 halamanCaligrafia Pautamar_34Belum ada peringkat
- Practica de Lab 6Dokumen6 halamanPractica de Lab 6Eduardo EmpresaBelum ada peringkat
- Ejercicios Recomendados - Capítulo 2Dokumen5 halamanEjercicios Recomendados - Capítulo 2El Uri100% (1)
- Eduardo KingmanDokumen4 halamanEduardo KingmanDAVIS CALLEBelum ada peringkat
- "Ensayos" de Lewis Mumford.Dokumen15 halaman"Ensayos" de Lewis Mumford.Víctor Sáenz-Díez0% (2)
- Las EnzimasDokumen12 halamanLas Enzimaslissaird5Belum ada peringkat
- Implementacion y Diseño de CompuertasDokumen3 halamanImplementacion y Diseño de CompuertasKaren AriasBelum ada peringkat
- El Desdoblamiento y La Derivación NocturnaDokumen4 halamanEl Desdoblamiento y La Derivación NocturnaFank Marino67% (3)
- Clase 9 y 10. Operadores Lógicos. Reglas de InferenciaDokumen92 halamanClase 9 y 10. Operadores Lógicos. Reglas de InferenciaMia AvegnoBelum ada peringkat
- Considere Los Costos Totales y Los Ingresos Totales de La Siguiente TablaDokumen4 halamanConsidere Los Costos Totales y Los Ingresos Totales de La Siguiente TablaVictor Manuel78% (9)
- EnsayoDokumen2 halamanEnsayoFelipe Diaz RomanBelum ada peringkat
- Caso AdidasDokumen30 halamanCaso Adidasalexcamala156% (16)
- Evolución de La MercadotecniaDokumen6 halamanEvolución de La MercadotecniaGaby Pérez OlveraBelum ada peringkat
- BoyerDokumen4 halamanBoyerMelissa Morales Toledo0% (1)
- BUENO PesarCloroDokumen18 halamanBUENO PesarCloroJose DavidBelum ada peringkat
- Colombia Frente Al Cambio ClimaticoDokumen24 halamanColombia Frente Al Cambio ClimaticoCAROL JULIETH MONTEZUMA GUERREROBelum ada peringkat
- Asociación Española de Contabilidad y Administracion de EmpresasDokumen18 halamanAsociación Española de Contabilidad y Administracion de EmpresasJaime CorralBelum ada peringkat
- Ritmo en La MúsicaDokumen6 halamanRitmo en La MúsicaMatías Keller SarmientoBelum ada peringkat
- Asistencia PrenatalDokumen3 halamanAsistencia PrenatalAnahí Adorno GBelum ada peringkat
- Instituto Politécnico Nacional Secretaría Académica Dirección de Educación Media SuperiorDokumen5 halamanInstituto Politécnico Nacional Secretaría Académica Dirección de Educación Media SuperiorLuis Carlos ValverdeBelum ada peringkat
- Pasos para Registrar Una Empresa en VenezuelaDokumen20 halamanPasos para Registrar Una Empresa en VenezuelaAbog Jhonny Jose Amundaray MisselBelum ada peringkat
- Leccion 2 - Teoria de La Conducción - Bryan BayasDokumen3 halamanLeccion 2 - Teoria de La Conducción - Bryan BayasRex 12Belum ada peringkat
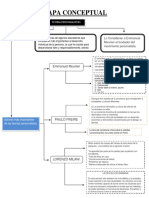
- Redaccion Mapa ConceptualDokumen1 halamanRedaccion Mapa Conceptualenzo100% (1)
- Celam - La Pastoral de Las Misiones en America LatinaDokumen23 halamanCelam - La Pastoral de Las Misiones en America LatinacoeplameBelum ada peringkat
- Ficha Renadesple Sofia MaytaDokumen2 halamanFicha Renadesple Sofia MaytaangelaBelum ada peringkat
- Investigación y Ciencia 528 - Sep 2020 - Las Vias Imprevistas Del AprendizajeDokumen100 halamanInvestigación y Ciencia 528 - Sep 2020 - Las Vias Imprevistas Del AprendizajeHelman Eslava100% (3)
- El Performer - GrotowskiDokumen5 halamanEl Performer - GrotowskiMary MoreiraBelum ada peringkat