Anda mungkin juga menyukai
- Kiln Audit Training DetailsDokumen20 halamanKiln Audit Training DetailsTamer Fathy100% (5)
- 04 Vertical Roller MillsDokumen12 halaman04 Vertical Roller MillsVishnu Vardhan . C100% (4)
- The Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)Dokumen48 halamanThe Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)alabamacoal100% (1)
- 3 Cooleftrr - PpsDokumen19 halaman3 Cooleftrr - PpsAli HüthütBelum ada peringkat
- Rotary Airlock Feeder (Valve)Dokumen6 halamanRotary Airlock Feeder (Valve)Ali Hüthüt100% (3)
- Fuller-Kinyon (FK) PumpDokumen9 halamanFuller-Kinyon (FK) PumpAli Hüthüt100% (1)
- No. of Bricks Per Ring Calculation SheetDokumen3 halamanNo. of Bricks Per Ring Calculation SheetAli HüthütBelum ada peringkat
- 17 SNP Ga 2 D SBBDokumen16 halaman17 SNP Ga 2 D SBBAli HüthütBelum ada peringkat
- 3-1-2 Presentation JFEengineering PublicDokumen14 halaman3-1-2 Presentation JFEengineering PublicAli HüthütBelum ada peringkat
- 45 47 SNP Ga 3 R1 SBBDokumen25 halaman45 47 SNP Ga 3 R1 SBBAli HüthütBelum ada peringkat
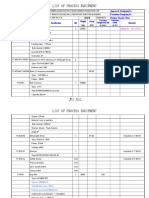
- List Of Process Equipment 工 表 艺设备Dokumen6 halamanList Of Process Equipment 工 表 艺设备Ali HüthütBelum ada peringkat
- List Of Process Equipment 工 表 艺设备: Project Name Approval: Department Examiner: Design Phase Date DesignDokumen14 halamanList Of Process Equipment 工 表 艺设备: Project Name Approval: Department Examiner: Design Phase Date DesignAli HüthütBelum ada peringkat
- Troubleshooting SealsDokumen14 halamanTroubleshooting SealsAli HüthütBelum ada peringkat
- Heat Balance of Kilns and Coolers and Related Topics PDFDokumen62 halamanHeat Balance of Kilns and Coolers and Related Topics PDFAli HüthütBelum ada peringkat
- CCSS Math ExcelDokumen150 halamanCCSS Math ExcelAli HüthütBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- M.Sc. Botany Syllabus of Centuria UniversityDokumen16 halamanM.Sc. Botany Syllabus of Centuria UniversityAshis Kumar MohapatraBelum ada peringkat
- Nuclear Fuel Reserves - Cherrish Khera, 2060, AECC EVS Assignment 2022Dokumen12 halamanNuclear Fuel Reserves - Cherrish Khera, 2060, AECC EVS Assignment 2022Gautam DohareyBelum ada peringkat
- Handbook Tanning and Leather FinishingDokumen4 halamanHandbook Tanning and Leather FinishingWilliam BulmerBelum ada peringkat
- Commercial Main Stub-Out Assembly Product Component Submittal 2010Dokumen53 halamanCommercial Main Stub-Out Assembly Product Component Submittal 2010Jose Andre Flores ChiaBelum ada peringkat
- Best Practices in MiningDokumen90 halamanBest Practices in MiningUriel Placido Jacho Pacha100% (1)
- Heat PumpsDokumen317 halamanHeat PumpsDiana SoareBelum ada peringkat
- 4.0 Palm OilDokumen87 halaman4.0 Palm OillynBelum ada peringkat
- Advantages of Auger CompactorDokumen9 halamanAdvantages of Auger Compactorjohn.moyerBelum ada peringkat
- Msds Coladet Heb-PlusDokumen3 halamanMsds Coladet Heb-PlusmndmattBelum ada peringkat
- GB 2H TUBEdek TubeSettlersDokumen2 halamanGB 2H TUBEdek TubeSettlersPhạm BắcBelum ada peringkat
- CoalsDokumen25 halamanCoalsFeliciaEvelynBelum ada peringkat
- Check Point 1430/1450 Appliance: Getting Started Guide Centrally ManagedDokumen85 halamanCheck Point 1430/1450 Appliance: Getting Started Guide Centrally Managedchinmay mandalBelum ada peringkat
- COPARDokumen19 halamanCOPARMabBelum ada peringkat
- Technical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFDokumen146 halamanTechnical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFМилош Филиповић75% (4)
- Bharat Heavy Electricals Limited: Insulator Plant Jagdishpur (UP)Dokumen26 halamanBharat Heavy Electricals Limited: Insulator Plant Jagdishpur (UP)hariankerBelum ada peringkat
- 10A Dr. T. Kozai Plant Factory APO 20160630 PDFDokumen65 halaman10A Dr. T. Kozai Plant Factory APO 20160630 PDFDavaatseren NarmandakhBelum ada peringkat
- Lecture 7Dokumen193 halamanLecture 7Melinda GordonBelum ada peringkat
- Disassembly Deskto 2010427174312Dokumen12 halamanDisassembly Deskto 2010427174312Carlos Manuel TeixeiraBelum ada peringkat
- SLM Quarter 4 Module 4Dokumen12 halamanSLM Quarter 4 Module 4iandecastro312009Belum ada peringkat
- MSDS Tris BufferDokumen6 halamanMSDS Tris BuffervombyBelum ada peringkat
- Tesco Bakery Case Study - 0Dokumen13 halamanTesco Bakery Case Study - 0Regine Joy Aromin PerezBelum ada peringkat
- Au Pair HandbookDokumen6 halamanAu Pair HandbookAndrea Mondragón100% (1)
- Mixed-Use High-Rise Building - OfficeDokumen2 halamanMixed-Use High-Rise Building - Officewilmar batalunaBelum ada peringkat
- Pewarnaan Oil Red ODokumen2 halamanPewarnaan Oil Red OAnonymous GpgioaDAbBelum ada peringkat
- Plastic: For Other Uses, See - "Age of Plastics" Redirects Here. For The Album by The Buggles, SeeDokumen19 halamanPlastic: For Other Uses, See - "Age of Plastics" Redirects Here. For The Album by The Buggles, SeeAlizza Therese Valencia AvanceñaBelum ada peringkat
- YES-O Tree Planting ProposalDokumen4 halamanYES-O Tree Planting ProposalsheilaBelum ada peringkat
- Liebert GXT3 10kVA Tower Model SLI 23442 REV3!05!12 ManualDokumen44 halamanLiebert GXT3 10kVA Tower Model SLI 23442 REV3!05!12 ManualMianWaqarBelum ada peringkat
- Handover For Erection - DASHBOARD As Per Acceleration Prog - Internal - 2021 - 10 - 19Dokumen1 halamanHandover For Erection - DASHBOARD As Per Acceleration Prog - Internal - 2021 - 10 - 19Sakura ShigaBelum ada peringkat
- Sony c3 ManualDokumen85 halamanSony c3 ManualvetouvenBelum ada peringkat
- Service Life and Life Cycle of Building StructuresDokumen5 halamanService Life and Life Cycle of Building StructuresYuny Ayu MaharaniBelum ada peringkat