Anda mungkin juga menyukai
- Material DesignationDokumen34 halamanMaterial DesignationLinh GiangBelum ada peringkat
- DFDFDFDokumen5 halamanDFDFDFLinh GiangBelum ada peringkat
- VBFGBDokumen1 halamanVBFGBLinh GiangBelum ada peringkat
- DsdsDokumen10 halamanDsdsLinh GiangBelum ada peringkat
- O.H.T.C W/m2.K: Sun Jul 30 14:40:55 2017 Case: E:/desk/E3001/TEST E3004.ksc Flowsheet: Case (Main)Dokumen1 halamanO.H.T.C W/m2.K: Sun Jul 30 14:40:55 2017 Case: E:/desk/E3001/TEST E3004.ksc Flowsheet: Case (Main)Linh GiangBelum ada peringkat
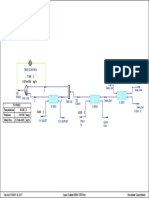
- 78.00 C 71.69 1.507e+004 C KG/H: Tue Jul 25 09:01:02 2017 Case: E:/desk/E3001/TEST - KSC Flowsheet: Case (Main)Dokumen1 halaman78.00 C 71.69 1.507e+004 C KG/H: Tue Jul 25 09:01:02 2017 Case: E:/desk/E3001/TEST - KSC Flowsheet: Case (Main)Linh GiangBelum ada peringkat
- SLIDE2Dokumen1 halamanSLIDE2Linh GiangBelum ada peringkat
- TTCL Vietnam Corporation LimitedDokumen4 halamanTTCL Vietnam Corporation LimitedLinh GiangBelum ada peringkat
- Job Application Letter: Mr. Hoang Minh AiDokumen1 halamanJob Application Letter: Mr. Hoang Minh AiLinh GiangBelum ada peringkat
- Job Application FormDokumen2 halamanJob Application FormLinh GiangBelum ada peringkat
- U11 Cdu PFDDokumen8 halamanU11 Cdu PFDLinh GiangBelum ada peringkat
- 78.00 C 71.69 1.507e+004 C KG/H: Tue Jul 25 09:01:02 2017 Case: E:/desk/E3001/TEST - KSC Flowsheet: Case (Main)Dokumen1 halaman78.00 C 71.69 1.507e+004 C KG/H: Tue Jul 25 09:01:02 2017 Case: E:/desk/E3001/TEST - KSC Flowsheet: Case (Main)Linh GiangBelum ada peringkat
- Leave, Keep, Get, Drive, Bake, Pack, Push, Pull, Put, Paint, Dye, Sweep, Wipe, Set, Declare, Break, Bury, Report, Shoot, Think, Imagine, Consider, Take, Prove (CH NG Minh), Find, Feel, SeeDokumen26 halamanLeave, Keep, Get, Drive, Bake, Pack, Push, Pull, Put, Paint, Dye, Sweep, Wipe, Set, Declare, Break, Bury, Report, Shoot, Think, Imagine, Consider, Take, Prove (CH NG Minh), Find, Feel, SeeLinh GiangBelum ada peringkat
- 25 Pdfsam Pinch Analysis and Process IntegrationDokumen1 halaman25 Pdfsam Pinch Analysis and Process IntegrationLinh GiangBelum ada peringkat
- Weak Forms ListDokumen2 halamanWeak Forms ListLinh GiangBelum ada peringkat
- 20 Pdfsam Pinch Analysis and Process IntegrationDokumen1 halaman20 Pdfsam Pinch Analysis and Process IntegrationLinh GiangBelum ada peringkat
- 1.2 History and Industrial Experience: Pinch Analysis and Process Integration 2Dokumen1 halaman1.2 History and Industrial Experience: Pinch Analysis and Process Integration 2Linh GiangBelum ada peringkat
- U11 CDU Process VariablesDokumen4 halamanU11 CDU Process VariablesLinh GiangBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Abac Formula 18,5 Formula 22 Formula 30Dokumen53 halamanAbac Formula 18,5 Formula 22 Formula 30Renato García EspinosaBelum ada peringkat
- MEMFAB0051A Perform Brazing And/or Silver SolderingDokumen3 halamanMEMFAB0051A Perform Brazing And/or Silver SolderingRobby JacksonBelum ada peringkat
- LNG - Fundamental PrinciplesDokumen64 halamanLNG - Fundamental Principlesudin100% (4)
- تكنلوجيا اللحام بالميج ماجDokumen30 halamanتكنلوجيا اللحام بالميج ماجSamerBelum ada peringkat
- Hysys Lect 1Dokumen18 halamanHysys Lect 1Mahmoud GamalBelum ada peringkat
- 15 CalculationsDokumen9 halaman15 CalculationsJohn P. BandoquilloBelum ada peringkat
- 6 Thermochemical Biomass ConversionDokumen37 halaman6 Thermochemical Biomass ConversionTakiya GenjiBelum ada peringkat
- Lesson 6 - Carbon & Low Alloy Steel Filler Metals For The GMAW, GTAW and SAW Welding ProcessesDokumen1 halamanLesson 6 - Carbon & Low Alloy Steel Filler Metals For The GMAW, GTAW and SAW Welding ProcessesAjaj AnsariBelum ada peringkat
- Liquid Nitrogen SafetyDokumen77 halamanLiquid Nitrogen Safetymech_sahilBelum ada peringkat
- Pressure Drop in Water Gas Shift Reactor (Jason Keith)Dokumen6 halamanPressure Drop in Water Gas Shift Reactor (Jason Keith)ahmadlieBelum ada peringkat
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDokumen7 halamanSimulation of Liquefied Petroleum Gas LPG Producti PDFMary Grace VelitarioBelum ada peringkat
- Work-Order UpdateDokumen75 halamanWork-Order UpdateOPARA JOSIAHBelum ada peringkat
- Training MatrixDokumen2 halamanTraining Matrixfernando m comedoy jr100% (2)
- Inert GasDokumen3 halamanInert Gasankitshr09Belum ada peringkat
- AGA - Purging Principle and Practice PDFDokumen158 halamanAGA - Purging Principle and Practice PDFsml100% (1)
- C H + H o H OhDokumen6 halamanC H + H o H OhAldi NelfrianBelum ada peringkat
- Mass BalanceDokumen8 halamanMass BalanceShiraz NajatBelum ada peringkat
- Steam Tables - SuperheatedDokumen6 halamanSteam Tables - SuperheatedFarouk BassaBelum ada peringkat
- IM Assignment On BM LP GasDokumen5 halamanIM Assignment On BM LP GasSajadur Rashid SabbirBelum ada peringkat
- NFPA 52 Nautral GasDokumen52 halamanNFPA 52 Nautral GaskyinBelum ada peringkat
- Solid Fuels (Type I) : Chemical Engineering DepartmentDokumen21 halamanSolid Fuels (Type I) : Chemical Engineering DepartmentHarshil TejaniBelum ada peringkat
- ASU Course (ENG) PDFDokumen224 halamanASU Course (ENG) PDFNoor Alam100% (1)
- IAB-252r3-16 M1-1.6 Introduction To Gas Shielded Arc Welding PDFDokumen71 halamanIAB-252r3-16 M1-1.6 Introduction To Gas Shielded Arc Welding PDFkatfy1Belum ada peringkat
- SOP For Using The Oxyhydrogen TorchDokumen3 halamanSOP For Using The Oxyhydrogen TorchAbdulrahman JradiBelum ada peringkat
- Dalton's Law ApplicationsDokumen5 halamanDalton's Law ApplicationsREDISTICSBelum ada peringkat
- Iso 4063Dokumen1 halamanIso 4063Tiago FarinhasBelum ada peringkat
- Chem Last Min NotesDokumen2 halamanChem Last Min NoteslegitmanofmenBelum ada peringkat
- Inert Gas SystemDokumen3 halamanInert Gas Systemmehedi2636Belum ada peringkat
- LPG PropaneDokumen3 halamanLPG PropanePrabhakar RamachandranBelum ada peringkat
- DENAIR Oxygen Generator and Nitrogen Generator CatalogueDokumen8 halamanDENAIR Oxygen Generator and Nitrogen Generator CatalogueIngeniería AplicacionesBelum ada peringkat