Anda mungkin juga menyukai
- Natural Gas Processing from Midstream to DownstreamDari EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirBelum ada peringkat
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDari EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahBelum ada peringkat
- Hysys Homwork1Dokumen1 halamanHysys Homwork1api-3719904Belum ada peringkat
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDari EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationBelum ada peringkat
- TurboExpander PDFDokumen6 halamanTurboExpander PDFDevran Al FaruqBelum ada peringkat
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDari EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentBelum ada peringkat
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDokumen18 halamanComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- Dynamic Depressuring PDFDokumen16 halamanDynamic Depressuring PDFAsimBelum ada peringkat
- Feed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyDokumen8 halamanFeed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyChem.EnggBelum ada peringkat
- Simulation Reciprocating Compressor in HYSYSDokumen4 halamanSimulation Reciprocating Compressor in HYSYSLenaldy Nuari GarnokoBelum ada peringkat
- Use of Dynamic Simulation To ConvergeDokumen8 halamanUse of Dynamic Simulation To ConvergeneftBelum ada peringkat
- CHE 4170 Design Project HYSYSDokumen16 halamanCHE 4170 Design Project HYSYSPhan NeeBelum ada peringkat
- Energy and Process Optimization for the Process IndustriesDari EverandEnergy and Process Optimization for the Process IndustriesBelum ada peringkat
- Dynamic Process Simulation When Do We Really Need ItDokumen4 halamanDynamic Process Simulation When Do We Really Need ItDenis GontarevBelum ada peringkat
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectDari EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectBelum ada peringkat
- Distillation Column ModelingDokumen8 halamanDistillation Column ModelingMohamed GuenouneBelum ada peringkat
- Multivariable Predictive Control: Applications in IndustryDari EverandMultivariable Predictive Control: Applications in IndustryBelum ada peringkat
- Chemical Engineering 422 Simulation With Hysys: NotesDokumen9 halamanChemical Engineering 422 Simulation With Hysys: NotesNoor Ul HaqBelum ada peringkat
- Matching ASC Valve Performance With Integrated Turbomachinery Control System PDFDokumen4 halamanMatching ASC Valve Performance With Integrated Turbomachinery Control System PDFfri_13th100% (1)
- Aspentech Course Catalog Fy18Dokumen27 halamanAspentech Course Catalog Fy18Waseem AkramBelum ada peringkat
- Simulation of Catalytic ProcessesDokumen33 halamanSimulation of Catalytic ProcessesAkhi Sofi100% (4)
- Compressor Api617 LMC BMC 311f Maintenance ManualDokumen6 halamanCompressor Api617 LMC BMC 311f Maintenance ManualAvishek HazraBelum ada peringkat
- Acid Gas Sweetening Simulation SetupDokumen16 halamanAcid Gas Sweetening Simulation Setupome solBelum ada peringkat
- Dynamic Modeling Using UniSim Design 2013engDokumen129 halamanDynamic Modeling Using UniSim Design 2013engHari PurwitoBelum ada peringkat
- Antisurge Control SystemDokumen10 halamanAntisurge Control Systemlac1981Belum ada peringkat
- Aspen MUSE GettingstartedDokumen27 halamanAspen MUSE GettingstartedSurya Budi WidagdoBelum ada peringkat
- Kranji MYSEP Jan2011 WebDokumen9 halamanKranji MYSEP Jan2011 Webdhl_tuBelum ada peringkat
- Compressor SurgeDokumen3 halamanCompressor SurgeajaysapruBelum ada peringkat
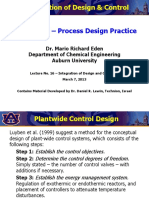
- Integration of Design & ControlDokumen23 halamanIntegration of Design & ControlRachele PiovanelliBelum ada peringkat
- Filtration and SeparationDokumen2 halamanFiltration and SeparationantoniojaviermaciasBelum ada peringkat
- UAE University College of Engineering Training and Graduation Project UnitDokumen100 halamanUAE University College of Engineering Training and Graduation Project UnitPortia ShilengeBelum ada peringkat
- JIP Compressor FoulingDokumen3 halamanJIP Compressor FoulinglvicencioaBelum ada peringkat
- Hazop in HysysDokumen8 halamanHazop in HysysSandraBelum ada peringkat
- Lec SimulationDokumen80 halamanLec SimulationDr Tajammal MunirBelum ada peringkat
- Profit Controller RMPCT OverviewDokumen4 halamanProfit Controller RMPCT OverviewEnrique Cerna VillalobosBelum ada peringkat
- IPCL Project ReportDokumen98 halamanIPCL Project ReportGosai Jaydeep100% (1)
- AspenProcessEconAnalyzerV9 0 UsrDokumen506 halamanAspenProcessEconAnalyzerV9 0 UsrivanBelum ada peringkat
- PH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryDokumen2 halamanPH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryachillesntroyBelum ada peringkat
- Dynamic simulation supports PSV over rupture disk for natural gas heater tube ruptureDokumen5 halamanDynamic simulation supports PSV over rupture disk for natural gas heater tube ruptureAbbasBelum ada peringkat
- 11 8231 WP Safety Analysis Environment FINALDokumen21 halaman11 8231 WP Safety Analysis Environment FINALAlberto CorticelliBelum ada peringkat
- Lampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareDokumen11 halamanLampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareKevinBelum ada peringkat
- 11-4567 JS Activation Tifs RefreshDokumen14 halaman11-4567 JS Activation Tifs Refreshedgardiaz5519Belum ada peringkat
- Amine Sweetening With DEADokumen14 halamanAmine Sweetening With DEARoza SavitriBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- AspenHYSYSDynModeling2006 RefDokumen226 halamanAspenHYSYSDynModeling2006 RefIndra Kurniawan WijayaBelum ada peringkat
- HYSYS Simulation Refinery Amine, SWS, SRU1Dokumen25 halamanHYSYS Simulation Refinery Amine, SWS, SRU1Bindu joglekarBelum ada peringkat
- S DynamicSimulation PetrofacDokumen3 halamanS DynamicSimulation PetrofacAdeel AhmedBelum ada peringkat
- Pipenet: A Wireless Sensor Network For Pipeline MonitoringDokumen11 halamanPipenet: A Wireless Sensor Network For Pipeline MonitoringMykola YarynovskyiBelum ada peringkat
- DYNSIM Best Practices 1 - CompressorDokumen21 halamanDYNSIM Best Practices 1 - CompressorJorge Luis Hernández100% (1)
- Aspen Hysys Dynamics Process ControlDokumen6 halamanAspen Hysys Dynamics Process ControlAkhi Sofi0% (1)
- L&L - Sandipan - Inlet Facilities LNG ProjectsDokumen34 halamanL&L - Sandipan - Inlet Facilities LNG ProjectsankitalalwaniBelum ada peringkat
- 1 s2.0 S1226086X14001221 MainDokumen6 halaman1 s2.0 S1226086X14001221 MainJorge Rodriguez HerreraBelum ada peringkat
- Flaresim Getting StartedDokumen116 halamanFlaresim Getting Startedfiqry DarwansyahBelum ada peringkat
- PC 2 2008 MohaddecyDokumen8 halamanPC 2 2008 MohaddecyAnonymous 1FaavtBelum ada peringkat
- Oil Mist SystemsDokumen2 halamanOil Mist SystemsDefenceDogBelum ada peringkat
- Reactions and Separations Simulations: 3 Key IssuesDokumen7 halamanReactions and Separations Simulations: 3 Key Issuesken910076100% (1)
- Project 6 AmmoniaDokumen10 halamanProject 6 AmmoniaAhmed AliBelum ada peringkat
- Fundamentals of Turbo ExpandersDokumen8 halamanFundamentals of Turbo ExpandersMajid SattarBelum ada peringkat
- Report For The Design and Simulation of Benzene Recovery PlantDokumen32 halamanReport For The Design and Simulation of Benzene Recovery PlantsterlingBelum ada peringkat
- Cakasa Cakasa: Sea Water Filter Inlet Ine Input Description Unit General DataDokumen6 halamanCakasa Cakasa: Sea Water Filter Inlet Ine Input Description Unit General DatasterlingBelum ada peringkat
- Optimal Production Planning and Scheduling in Breweries: Journal Pre-ProofDokumen61 halamanOptimal Production Planning and Scheduling in Breweries: Journal Pre-ProofsterlingBelum ada peringkat
- H&MBDokumen1 halamanH&MBsterlingBelum ada peringkat
- Control Valve Specification SheetDokumen1 halamanControl Valve Specification SheetsterlingBelum ada peringkat
- Serck Audco Valves: Sealants and Injection EquipmentDokumen21 halamanSerck Audco Valves: Sealants and Injection EquipmentsterlingBelum ada peringkat
- Chapter Three: 3.1 MaterialsDokumen24 halamanChapter Three: 3.1 MaterialssterlingBelum ada peringkat
- Pump sizing spreadsheet calculates performanceDokumen26 halamanPump sizing spreadsheet calculates performancesterling100% (1)
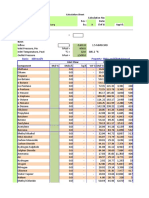
- Basis: Basis: 100 Mol/h Property: GPSA and Elliott ManualDokumen6 halamanBasis: Basis: 100 Mol/h Property: GPSA and Elliott ManualsterlingBelum ada peringkat
- Chapter 3&4&5Dokumen24 halamanChapter 3&4&5sterlingBelum ada peringkat
- Two Phase Line Sizing Calculation - Case ADokumen1 halamanTwo Phase Line Sizing Calculation - Case AsterlingBelum ada peringkat
- Chapter 3&4&5Dokumen24 halamanChapter 3&4&5sterlingBelum ada peringkat
- NVABR1014-Sealant SealantEquipment PDFDokumen8 halamanNVABR1014-Sealant SealantEquipment PDFsterlingBelum ada peringkat
- Higher Institutions in Rivers State and Their Locations - Ekky BlogDokumen7 halamanHigher Institutions in Rivers State and Their Locations - Ekky BlogsterlingBelum ada peringkat
- Sample Conf LetterDokumen2 halamanSample Conf LettersterlingBelum ada peringkat
- Orbit Valves Brochure PDFDokumen28 halamanOrbit Valves Brochure PDFHendi RofiansyahBelum ada peringkat
- Consumption of Cooking GasDokumen5 halamanConsumption of Cooking GassterlingBelum ada peringkat
- Ealant EquipmentDokumen1 halamanEalant EquipmentsterlingBelum ada peringkat
- Consumption of Cooking GasDokumen5 halamanConsumption of Cooking GassterlingBelum ada peringkat
- 4662022Dokumen40 halaman4662022sterlingBelum ada peringkat
- Level MeasurementDokumen31 halamanLevel MeasurementMalik MuchamadBelum ada peringkat
- Ref: M.R. Riazi, Characterization and Properties of Petroleum Fractions, ASTM, 2005Dokumen42 halamanRef: M.R. Riazi, Characterization and Properties of Petroleum Fractions, ASTM, 2005sterling100% (1)
- Temporarypermanent Pipe Repair - GuidelinesDokumen70 halamanTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- Hazop Training GuideDokumen9 halamanHazop Training GuideAdyBorsosBelum ada peringkat
- Gas Chromatographic Analysis ResultsDokumen3 halamanGas Chromatographic Analysis ResultssterlingBelum ada peringkat
- Material Balance NotesDokumen108 halamanMaterial Balance Notesapi-3709413100% (4)
- MySep Vessel Motion - White Paper PDFDokumen12 halamanMySep Vessel Motion - White Paper PDFsterlingBelum ada peringkat
- MysepDokumen16 halamanMysepsterlingBelum ada peringkat
- Equipment TroubleshootDokumen13 halamanEquipment TroubleshootManel Montesinos100% (1)
- Energy BalanceDokumen29 halamanEnergy BalancesterlingBelum ada peringkat
- Chemical Bonding Lewis Structure Formal Charges Molecular GeometryDokumen29 halamanChemical Bonding Lewis Structure Formal Charges Molecular GeometryChristine FerrerBelum ada peringkat
- Me 321: Fluid Mechanics-I: Dr. A.B.M. Toufique HasanDokumen10 halamanMe 321: Fluid Mechanics-I: Dr. A.B.M. Toufique HasanankitaBelum ada peringkat
- Module 13.1 FM1Dokumen4 halamanModule 13.1 FM1BenBelum ada peringkat
- Magnetism of 3d Frustrated Magnetic InsulatorsDokumen193 halamanMagnetism of 3d Frustrated Magnetic InsulatorsNaia GarayBelum ada peringkat
- Standard Operating Procedure For Safe Handling of Liquid NitrogenDokumen3 halamanStandard Operating Procedure For Safe Handling of Liquid NitrogenOmar Suarez OquendoBelum ada peringkat
- Chapter 01 - Refrigeration PrinciplesDokumen19 halamanChapter 01 - Refrigeration PrinciplesLaminTunBelum ada peringkat
- Engineering Thermodynamics Real GasesDokumen16 halamanEngineering Thermodynamics Real Gasesonel badroBelum ada peringkat
- Understanding Hydrocarbon Fluid Properties and Behavior: Source: Djamel Eddine OuzzaneDokumen26 halamanUnderstanding Hydrocarbon Fluid Properties and Behavior: Source: Djamel Eddine Ouzzane13670319100% (1)
- RFP Hydrostatic Test ReportDokumen6 halamanRFP Hydrostatic Test ReportMANIMARAN QCBelum ada peringkat
- Surface and Interfacial Phnomenppt-DeSKTOP-RVOK5TMDokumen27 halamanSurface and Interfacial Phnomenppt-DeSKTOP-RVOK5TMAman KumarBelum ada peringkat
- 1991 - Bulk Conductivity and Defect Chemistry of Acceptor-Doped Strontium Titanate in The Quenched StateDokumen7 halaman1991 - Bulk Conductivity and Defect Chemistry of Acceptor-Doped Strontium Titanate in The Quenched StateBeh NaatBelum ada peringkat
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanks PDFDokumen5 halamanMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanks PDFRajeshkumar ElangoBelum ada peringkat
- Drying LectureDokumen85 halamanDrying LectureHaroon RahimBelum ada peringkat
- Pressure Drop Measurements in Distillatio ColumnsDokumen5 halamanPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- Desalination, DFSDF, DFDFDokumen6 halamanDesalination, DFSDF, DFDFNaufal ArrosyidBelum ada peringkat
- CFD of CombustionDokumen7 halamanCFD of CombustionGulshan Kumar SinhaBelum ada peringkat
- INA-Naftaplin's Development of Oil and Gas Production, Gathering and Transportation TechnologyDokumen16 halamanINA-Naftaplin's Development of Oil and Gas Production, Gathering and Transportation TechnologyStefano SinožićBelum ada peringkat
- University of Tripoli Faculty of Engineering Petroleum EngineeringDokumen8 halamanUniversity of Tripoli Faculty of Engineering Petroleum EngineeringRoba SaidBelum ada peringkat
- UntitledDokumen5 halamanUntitledJeselyn OcsonBelum ada peringkat
- Orifice Plate Calculator Flow Rate Pressure DropDokumen3 halamanOrifice Plate Calculator Flow Rate Pressure Dropredroom31100% (1)
- Lecture 3Dokumen28 halamanLecture 3EyasuBelum ada peringkat
- Multi Stage Flash Desalination Plant With Brine-Feed Mixing and CoolingDokumen8 halamanMulti Stage Flash Desalination Plant With Brine-Feed Mixing and CoolingMuhammadEhtishamSiddiquiBelum ada peringkat
- Ternary Systems ReviewDokumen7 halamanTernary Systems Reviewtensai no tenshiBelum ada peringkat
- Welding Processes PresentationDokumen101 halamanWelding Processes PresentationKentDemeterio100% (1)
- Hot Water Circulation Pump PowerDokumen1 halamanHot Water Circulation Pump Powermhd slmnBelum ada peringkat
- DistillationDokumen16 halamanDistillationAnonymous FGzDAs0SoBelum ada peringkat
- SPE 58976 Effect of Drag-Reducing Agents in Multiphase, Oil/Gas Horizontal FlowDokumen7 halamanSPE 58976 Effect of Drag-Reducing Agents in Multiphase, Oil/Gas Horizontal FlowQaiser HafeezBelum ada peringkat
- A-Science-8-Q3-Module 2 OdogDokumen23 halamanA-Science-8-Q3-Module 2 OdogMA EDYLYN NOGUERRABelum ada peringkat
- Thermodynamics Chapter 3 Solution Sta MariaDokumen7 halamanThermodynamics Chapter 3 Solution Sta MariaJean PD81% (21)
- Thermodynamics Lecture 2Dokumen18 halamanThermodynamics Lecture 2Rashaq AL-HeetyBelum ada peringkat