Anda mungkin juga menyukai
- United States Patent (10) Patent No.: US 6,288,289 B1Dokumen16 halamanUnited States Patent (10) Patent No.: US 6,288,289 B1Andika AnugrahBelum ada peringkat
- Us4552979 PDFDokumen7 halamanUs4552979 PDFTamiris CandiaBelum ada peringkat
- Reactor AnaeróbicoDokumen8 halamanReactor AnaeróbicoLuis BejaranoBelum ada peringkat
- Fuel Processing Technology: R.C. Saxena, A. Jayaraman, R.K Chauhan, H.B. GoyalDokumen6 halamanFuel Processing Technology: R.C. Saxena, A. Jayaraman, R.K Chauhan, H.B. GoyalAbhishek MathurBelum ada peringkat
- Biodiesel 3Dokumen12 halamanBiodiesel 3Uswatun AnnaBelum ada peringkat
- Continuous Hydrogen Production by SequenDokumen10 halamanContinuous Hydrogen Production by SequenwameathBelum ada peringkat
- United States Patent (19) : HHHHHHHHHDokumen8 halamanUnited States Patent (19) : HHHHHHHHHtasyiaBelum ada peringkat
- Us 4378342Dokumen9 halamanUs 4378342هیمن مBelum ada peringkat
- Catalyst for Direct Hydration of Ethylene to Ethyl AlcoholDokumen3 halamanCatalyst for Direct Hydration of Ethylene to Ethyl AlcoholGraciaVelitarioBelum ada peringkat
- United States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchDokumen3 halamanUnited States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchGraciaVelitarioBelum ada peringkat
- 2009 Biological Treatment of Oilfield ProducedDokumen6 halaman2009 Biological Treatment of Oilfield ProducedVictor ArnaudBelum ada peringkat
- United States PatentDokumen4 halamanUnited States Patentwiam wiamBelum ada peringkat
- A01 269Dokumen11 halamanA01 269icingrockBelum ada peringkat
- Water Softening with Potassium Chloride: Process, Health, and Environmental BenefitsDari EverandWater Softening with Potassium Chloride: Process, Health, and Environmental BenefitsBelum ada peringkat
- A New Multifunctional Corrosion and Scale Inhibitor - 2008Dokumen13 halamanA New Multifunctional Corrosion and Scale Inhibitor - 2008Benoit EmoBelum ada peringkat
- US4767543Dokumen6 halamanUS4767543Baba DookBelum ada peringkat
- NC Wastewater US3939068Dokumen5 halamanNC Wastewater US3939068thomas_v501925Belum ada peringkat
- Recovery of Succinic Acid From Fermentation Broth: Ó Springer Science+Business Media B.V. 2009Dokumen9 halamanRecovery of Succinic Acid From Fermentation Broth: Ó Springer Science+Business Media B.V. 2009Karthik SureshBelum ada peringkat
- Composition and Method For Sweetening HydrocarbonsDokumen8 halamanComposition and Method For Sweetening HydrocarbonsIveth RomeroBelum ada peringkat
- FGFHGHJHJKDokumen9 halamanFGFHGHJHJKMary Grace VelitarioBelum ada peringkat
- Continuous process for producing propylene oxide from propylene chlorohydrinDokumen8 halamanContinuous process for producing propylene oxide from propylene chlorohydrinWidya Isti AriantiBelum ada peringkat
- Working Guide to Petroleum and Natural Gas Production EngineeringDari EverandWorking Guide to Petroleum and Natural Gas Production EngineeringPenilaian: 5 dari 5 bintang5/5 (2)
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDokumen12 halamanUop Unicracking Process For Hydrocracking: Donald AckelsonNguyễn Hoàng Bảo TrânBelum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2009/0050853 A1Dokumen10 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2009/0050853 A1sri wahyuniBelum ada peringkat
- 2006 Snare Et Al.Dokumen8 halaman2006 Snare Et Al.BP PattanaikBelum ada peringkat
- +supersaturation ValuesDokumen5 halaman+supersaturation ValuesAhmad NaeemBelum ada peringkat
- Catalysis Communications: Kuiyi You, Jian Jian, Haijun Xiao, Pingle Liu, Qiuhong Ai, He'an LuoDokumen5 halamanCatalysis Communications: Kuiyi You, Jian Jian, Haijun Xiao, Pingle Liu, Qiuhong Ai, He'an LuoMuhammad Dzikri AjauhariBelum ada peringkat
- Process for Producing and Purifying Succinic AcidDokumen12 halamanProcess for Producing and Purifying Succinic AcidEstefania Angel ClavijoBelum ada peringkat
- Produced Water Softening Using High-Ph Catholyte From Brine ElectrolysisDokumen9 halamanProduced Water Softening Using High-Ph Catholyte From Brine ElectrolysisMOH AMANBelum ada peringkat
- Control of Anaerobic Wastewater Treatment 1998 CATABOL US 5798043Dokumen8 halamanControl of Anaerobic Wastewater Treatment 1998 CATABOL US 5798043miguel_vera6592Belum ada peringkat
- Ref 3 Lu2012Dokumen9 halamanRef 3 Lu2012erlan rosyadiBelum ada peringkat
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Dokumen5 halamanUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015Belum ada peringkat
- Castor OilDokumen6 halamanCastor OilÖzlem YılmazBelum ada peringkat
- US20090008268A1Dokumen17 halamanUS20090008268A1hankyb14Belum ada peringkat
- Higher Pressure Improves PA RecoveryDokumen7 halamanHigher Pressure Improves PA RecoveryFaizhal DimazBelum ada peringkat
- United States Patent: Kennedy (45) Date of Patent: May 1, 2001Dokumen12 halamanUnited States Patent: Kennedy (45) Date of Patent: May 1, 2001leonard chokBelum ada peringkat
- Aminasi US4123462Dokumen15 halamanAminasi US4123462Farhan TaufiqurrahmanBelum ada peringkat
- United States PatentDokumen5 halamanUnited States PatentLê QuỳnhBelum ada peringkat
- Hydrogen ProductionDokumen31 halamanHydrogen ProductionSajid AliBelum ada peringkat
- Membrane-Integrated Waste Acid RecoveryDokumen13 halamanMembrane-Integrated Waste Acid Recoveryalejandro ramirez marinBelum ada peringkat
- A Modified Solvay Process With Low Temperature Calcination of Nahco3 Using Monoethanolamine: Solubility Determination and Thermodynamic ModelingDokumen13 halamanA Modified Solvay Process With Low Temperature Calcination of Nahco3 Using Monoethanolamine: Solubility Determination and Thermodynamic ModelingRAHUL VYAS 19BCM0034Belum ada peringkat
- SPE 35687 Environmentally Safe Burner For Offshore Well Testing OperationsDokumen12 halamanSPE 35687 Environmentally Safe Burner For Offshore Well Testing OperationsTheNourEldenBelum ada peringkat
- Adepic AcidDokumen18 halamanAdepic AcidDanesh AzBelum ada peringkat
- 1 s2.0 S1876610217314078 MainDokumen10 halaman1 s2.0 S1876610217314078 Maingen.elang.0505Belum ada peringkat
- United States Patent (19) : Hu Et AlDokumen4 halamanUnited States Patent (19) : Hu Et AlSepti WidyaBelum ada peringkat
- Removing Alkali from Condensation Resins Using ElectrodialysisDokumen6 halamanRemoving Alkali from Condensation Resins Using ElectrodialysisbvritBelum ada peringkat
- Us 3625879 PatentDokumen8 halamanUs 3625879 PatentJuPe Juniawan PrakosoBelum ada peringkat
- Catalytic Hydrogenation of Carbon Dioxide To Formic Acid: Arno Behr, and Kristina NowakowskiDokumen36 halamanCatalytic Hydrogenation of Carbon Dioxide To Formic Acid: Arno Behr, and Kristina NowakowskiDanCosminBelum ada peringkat
- United States Patent (19) : (45) Date of Patent: Mar 23, 1999Dokumen9 halamanUnited States Patent (19) : (45) Date of Patent: Mar 23, 1999Yosef Camposano RodriguezBelum ada peringkat
- US20140296592A1Dokumen9 halamanUS20140296592A1Ebrahim KazemiBelum ada peringkat
- Ahn 2016Dokumen6 halamanAhn 2016Marcel HidajatBelum ada peringkat
- D7206D7206M-06 (2013) E1 Standard Guide For Cyclic DeactivationDokumen5 halamanD7206D7206M-06 (2013) E1 Standard Guide For Cyclic Deactivationastewayb_964354182Belum ada peringkat
- United States Patent (19) : (45) Date of Patent: Sep. 15, 1998Dokumen8 halamanUnited States Patent (19) : (45) Date of Patent: Sep. 15, 1998Jesús MirelesBelum ada peringkat
- Preparation of Cupric HydroxideDokumen5 halamanPreparation of Cupric HydroxideAnonymous PdsQnCAyBelum ada peringkat
- Purification of Phosphoric Acid from Waste AcidDokumen6 halamanPurification of Phosphoric Acid from Waste Acidسید حسین عارفیBelum ada peringkat
- Corrosion Prevention of Crude and Vacuum Distillation Column Overheads in Petroleum Refinery A Field Monitoring StudyDokumen10 halamanCorrosion Prevention of Crude and Vacuum Distillation Column Overheads in Petroleum Refinery A Field Monitoring StudyNoorain AhmadBelum ada peringkat
- Us 4772757Dokumen8 halamanUs 4772757Naomi HerreraBelum ada peringkat
- Biodegradable Polymers As Solid Substrate and Biofilm Carrier For Denitrification in Recirculated Aquaculture SystemsDokumen11 halamanBiodegradable Polymers As Solid Substrate and Biofilm Carrier For Denitrification in Recirculated Aquaculture SystemsNam NguyenBelum ada peringkat
- Process For Purification of HCL From Edc PyrolysisDokumen6 halamanProcess For Purification of HCL From Edc Pyrolysisu2051721Belum ada peringkat
- Upgrading of bio-oil into advanced biofuels and chemicals. Part I: Transformation of light species during hydrotreatment using Pd/C catalystDokumen9 halamanUpgrading of bio-oil into advanced biofuels and chemicals. Part I: Transformation of light species during hydrotreatment using Pd/C catalystMaghfira RenandaBelum ada peringkat
- SMS MV UK - Twinjection Hot Metal DesulphurisationDokumen7 halamanSMS MV UK - Twinjection Hot Metal DesulphurisationChandra Bhushan SinghBelum ada peringkat
- AGR 4303 Plant Nutrition - Topic2Dokumen60 halamanAGR 4303 Plant Nutrition - Topic2Iain Choong WKBelum ada peringkat
- Microscale Chemistry: Rates of Reaction Using Sodium Thiosulphate and AcidDokumen4 halamanMicroscale Chemistry: Rates of Reaction Using Sodium Thiosulphate and AcidANGELYN SANTOSBelum ada peringkat
- Preparation and properties of hydrocarbonsDokumen4 halamanPreparation and properties of hydrocarbonsimPERFECTme09Belum ada peringkat
- ASTM Coal ClassificationsDokumen14 halamanASTM Coal ClassificationsRat100% (1)
- Chemistry Ssc2Dokumen3 halamanChemistry Ssc2Mohammed KhawajaBelum ada peringkat
- Linear Alkyl Benzene Sulfonic AcidDokumen106 halamanLinear Alkyl Benzene Sulfonic AcidHari Om Kumar V89% (9)
- The Compleat Course in Chymistry: Ambrose Godfrey HanckwitzDokumen20 halamanThe Compleat Course in Chymistry: Ambrose Godfrey HanckwitzJanWillBelum ada peringkat
- Low Sulfur Gasoline with INDAdeptG TechnologyDokumen2 halamanLow Sulfur Gasoline with INDAdeptG TechnologyAvik BhaiBelum ada peringkat
- Accident CasesDokumen4 halamanAccident CasesLaila AzreenBelum ada peringkat
- A Manual For A Laboratory Information Management System (Lims) For Light Stable IsotopesDokumen131 halamanA Manual For A Laboratory Information Management System (Lims) For Light Stable IsotopesAlvaro Felipe Rebolledo ToroBelum ada peringkat
- Active and PassiveDokumen22 halamanActive and PassiveOlisDaniBelum ada peringkat
- Write Your Graffiti Message For Eco Diwali at Rodas Ecotel Powai-ElsieDokumen3 halamanWrite Your Graffiti Message For Eco Diwali at Rodas Ecotel Powai-ElsieelsiegabrielBelum ada peringkat
- Elster SM Ri X L g250Dokumen12 halamanElster SM Ri X L g250JM Carrasco HottmanBelum ada peringkat
- Summary of As QuestionDokumen4 halamanSummary of As QuestionYuan XintongBelum ada peringkat
- Vulcanization Accelerators Guide: History, Types & SelectionDokumen35 halamanVulcanization Accelerators Guide: History, Types & SelectionJatin Darve100% (1)
- Combined Past Paper Questions On StoiciometryDokumen27 halamanCombined Past Paper Questions On StoiciometryRamesh Iyer50% (4)
- Pressure Leaching Process Development for HBMS Copper Sulphide ConcentratesDokumen17 halamanPressure Leaching Process Development for HBMS Copper Sulphide ConcentratesEduardo CandelaBelum ada peringkat
- EXPERIMENTAL LATTICE CONSTANT of FePS3 Structural Determination of Some MPS3 Layered Phases MMN Fe Co Ni and CDDokumen9 halamanEXPERIMENTAL LATTICE CONSTANT of FePS3 Structural Determination of Some MPS3 Layered Phases MMN Fe Co Ni and CDBheim LlonaBelum ada peringkat
- Copper in oil Dissolution and Copper-on-paper Deposition Behavior of Mineral Insulating Oils 铜油 铜纸Dokumen10 halamanCopper in oil Dissolution and Copper-on-paper Deposition Behavior of Mineral Insulating Oils 铜油 铜纸Jicheng PiaoBelum ada peringkat
- Manufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDokumen14 halamanManufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDian Eka FajriyantoBelum ada peringkat
- Essential Plant Nutrients and Their FunctionsDokumen4 halamanEssential Plant Nutrients and Their FunctionsradhesharmaBelum ada peringkat
- Epa 625 1Dokumen149 halamanEpa 625 1Naqib FuadBelum ada peringkat
- PetroleumRefineryEngineering, W.lnelson 4thedition SmallSizeDokumen972 halamanPetroleumRefineryEngineering, W.lnelson 4thedition SmallSizesooner123456100% (7)
- Tsa 100Dokumen3 halamanTsa 100Sanjay Kumar TripathiBelum ada peringkat
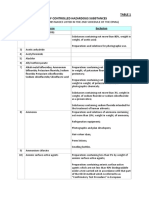
- Table 1 List of Controlled Hazardous SubstancesDokumen15 halamanTable 1 List of Controlled Hazardous SubstancesDinifaanBelum ada peringkat
- Full Download Test Bank For Foundations of Maternal Newborn and Womens Health Nursing 6th Edition by Murray PDF FreeDokumen32 halamanFull Download Test Bank For Foundations of Maternal Newborn and Womens Health Nursing 6th Edition by Murray PDF FreeMichael Taylor100% (12)
- Full Download Solution Manual For Canadian Tax Principles 2019 2020 Edition Clarence Byrd Ida Chen PDF Full ChapterDokumen36 halamanFull Download Solution Manual For Canadian Tax Principles 2019 2020 Edition Clarence Byrd Ida Chen PDF Full Chapterjustinowenstzwqxfbjoa100% (20)
- Microbial NutrientsDokumen36 halamanMicrobial NutrientsMariyam Mohammad ShahzadBelum ada peringkat
- ASTM D 2352 - 90 (Reapproved 2005) Test Method Standard For Sulfur Dioxide in White Pigment Separated From Solvent-Reducible PaintsDokumen2 halamanASTM D 2352 - 90 (Reapproved 2005) Test Method Standard For Sulfur Dioxide in White Pigment Separated From Solvent-Reducible Paintshenry rojasBelum ada peringkat