Anda mungkin juga menyukai
- Auto TrakDokumen16 halamanAuto TrakpendexxBelum ada peringkat
- Supplemental Technical InformationDokumen5 halamanSupplemental Technical InformationpendexxBelum ada peringkat
- AutoTrak Service LevelsDokumen2 halamanAutoTrak Service LevelspendexxBelum ada peringkat
- NOV ShockForce - Technical AssessmentDokumen1 halamanNOV ShockForce - Technical AssessmentpendexxBelum ada peringkat
- NOV PowerStroke - Technical AssessmentDokumen1 halamanNOV PowerStroke - Technical AssessmentpendexxBelum ada peringkat
- 8.500 DSF713M-B32Dokumen1 halaman8.500 DSF713M-B32pendexxBelum ada peringkat
- NOV - Drilling Jars - General SpecsDokumen8 halamanNOV - Drilling Jars - General Specspendexx100% (3)
- 12.25 MM75D 767489Dokumen1 halaman12.25 MM75D 767489pendexxBelum ada peringkat
- Product Report: Design SpecificationsDokumen1 halamanProduct Report: Design SpecificationspendexxBelum ada peringkat
- D391000177-MKT-001 Rev 06 WISE Catalog PDFDokumen28 halamanD391000177-MKT-001 Rev 06 WISE Catalog PDFpendexxBelum ada peringkat
- VAR 3486 - PDC UpdatedMay2014 v1.0 SM PDFDokumen32 halamanVAR 3486 - PDC UpdatedMay2014 v1.0 SM PDFpendexxBelum ada peringkat
- 11 BT 0109 Kaldera BR PDFDokumen4 halaman11 BT 0109 Kaldera BR PDFpendexxBelum ada peringkat
- IPM Tapa de InformeDokumen1 halamanIPM Tapa de InformependexxBelum ada peringkat
- 12.25 QH1RC 627547 PDFDokumen1 halaman12.25 QH1RC 627547 PDFpendexxBelum ada peringkat
- H07260Dokumen2 halamanH07260diegoilBelum ada peringkat
- Quadpack® Plus Engineered Hydraulics Bits: Roller ConeDokumen1 halamanQuadpack® Plus Engineered Hydraulics Bits: Roller ConependexxBelum ada peringkat
- 17.500 Tffi716s-A4 PDFDokumen1 halaman17.500 Tffi716s-A4 PDFpendexxBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Review Paper - Evolution of CMOS Ring OscillatorDokumen10 halamanReview Paper - Evolution of CMOS Ring OscillatorNor Samida YaacobBelum ada peringkat
- Sti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesDokumen14 halamanSti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesRyn YahuFBelum ada peringkat
- Magnetic Field of A SolenoidDokumen5 halamanMagnetic Field of A SolenoidKang Yuan ShingBelum ada peringkat
- Case StudyDokumen4 halamanCase Studyadil rangoonBelum ada peringkat
- A334 Carino, Patricia Andrea Assignment On ForecastingDokumen3 halamanA334 Carino, Patricia Andrea Assignment On ForecastingPatricia Andrea CariñoBelum ada peringkat
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Dokumen4 halamanAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Belum ada peringkat
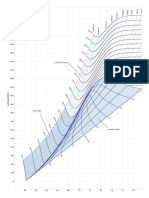
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDokumen1 halamanMollier Enthalpy Entropy Chart For Steam - US Unitslin tongBelum ada peringkat
- CREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)Dokumen28 halamanCREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)akshithaBelum ada peringkat
- 4$20 Triangles$20 ProofsDokumen23 halaman4$20 Triangles$20 ProofsBaskaran SeetharamanBelum ada peringkat
- (Frankel 1962) The Production Function in Allocation and GrowthDokumen29 halaman(Frankel 1962) The Production Function in Allocation and GrowthT-roy Taylor100% (1)
- Linux NFS and Automounter Administration (Craig Hunt Linux Library)Dokumen0 halamanLinux NFS and Automounter Administration (Craig Hunt Linux Library)Bryan BowmanBelum ada peringkat
- PET524 Saturation 1Dokumen12 halamanPET524 Saturation 1Ronald NgueleBelum ada peringkat
- Aeon7200 Service Manual-V00.01-A4Dokumen37 halamanAeon7200 Service Manual-V00.01-A4annaya kitaBelum ada peringkat
- Sample Paper III (Science) - Question PaperDokumen21 halamanSample Paper III (Science) - Question Paperfathima MiranBelum ada peringkat
- ABAP Training PlanDokumen4 halamanABAP Training PlanAhmed HamadBelum ada peringkat
- 2D Pipeline Bottom Roughness - Mochammad ImronDokumen6 halaman2D Pipeline Bottom Roughness - Mochammad ImronLK AnhDungBelum ada peringkat
- HV Filter Carts 1Dokumen2 halamanHV Filter Carts 1paulpopBelum ada peringkat
- GTP For 1CX300sqmmDokumen4 halamanGTP For 1CX300sqmmpriyanka236Belum ada peringkat
- Gas Welding Equipment PowerpointDokumen12 halamanGas Welding Equipment PowerpointChristian RexBelum ada peringkat
- SOFARSOLAR ModBus-RTU Communication ProtocolDokumen22 halamanSOFARSOLAR ModBus-RTU Communication ProtocolВячеслав ЛарионовBelum ada peringkat
- MathDokumen4 halamanMathHermann Dejero LozanoBelum ada peringkat
- WhiteLED1 8Dokumen12 halamanWhiteLED1 8Smyle KatariaBelum ada peringkat
- EC SyllDokumen4 halamanEC SyllDDIYBelum ada peringkat
- QPT Charts BarDokumen8 halamanQPT Charts BarKacak BergayaBelum ada peringkat
- GB-T 5137.1-2002 Test Methods of Safety Glazing Materials Used On Road Vehicles Part1 Mechanical Properties TestsDokumen14 halamanGB-T 5137.1-2002 Test Methods of Safety Glazing Materials Used On Road Vehicles Part1 Mechanical Properties TestsRandyzhuBelum ada peringkat
- Machine Fault Detection Using Vibration Signal Peak DetectorDokumen31 halamanMachine Fault Detection Using Vibration Signal Peak Detectordavison coyBelum ada peringkat
- MTH 108Dokumen10 halamanMTH 108GetlozzAwabaBelum ada peringkat
- Elementary Surveying Problem Set 2 q1Dokumen2 halamanElementary Surveying Problem Set 2 q1soontobengineer50% (2)
- Permutation PolynomialsDokumen64 halamanPermutation Polynomialsmestrado unbBelum ada peringkat
- Analiza Procesa Ocenjivanja Na Časovima Matematike - BaucalDokumen22 halamanAnaliza Procesa Ocenjivanja Na Časovima Matematike - BaucalНевенка ЈовановићBelum ada peringkat