Anda mungkin juga menyukai
- Well Services QHSE Standard 23 Guideline 06: Wellhead Connections Inspection and TestDokumen12 halamanWell Services QHSE Standard 23 Guideline 06: Wellhead Connections Inspection and TestCiprianHnBelum ada peringkat
- Well Services QHSE Standard 23 Guideline 12: Bull Plugs, Sensors, Sensor Wings, and Other Unions Inspection and TestDokumen13 halamanWell Services QHSE Standard 23 Guideline 12: Bull Plugs, Sensors, Sensor Wings, and Other Unions Inspection and TestCiprianHnBelum ada peringkat
- Well Services QHSE Standard 23 Guideline 03: Valves and Check Valves Inspection and TestDokumen13 halamanWell Services QHSE Standard 23 Guideline 03: Valves and Check Valves Inspection and TestCiprianHnBelum ada peringkat
- Actual Manual de Rig-Up PDFDokumen430 halamanActual Manual de Rig-Up PDFJulian TorresBelum ada peringkat
- WS - QHSE - S23 - G05 - Cement Head - 3313701 - 07Dokumen17 halamanWS - QHSE - S23 - G05 - Cement Head - 3313701 - 07CiprianHnBelum ada peringkat
- CPF-573 Operation Manual Winterized v1 0 5261050 01 PDFDokumen152 halamanCPF-573 Operation Manual Winterized v1 0 5261050 01 PDFRishabhTripathi67% (3)
- Jereh Wellhead EquipmentDokumen25 halamanJereh Wellhead EquipmentYaroslav RuizBelum ada peringkat
- MAN-10004933/C Lift Bail/Test Plug Assy: User Manual (Operation and Service)Dokumen45 halamanMAN-10004933/C Lift Bail/Test Plug Assy: User Manual (Operation and Service)Huy DoBelum ada peringkat
- Viking H Se ManualDokumen168 halamanViking H Se ManualAF Dowell MirinBelum ada peringkat
- Coiled Tubing Operation Safety StandardDokumen23 halamanCoiled Tubing Operation Safety Standardahmed elsanhoryBelum ada peringkat
- OPS019 Rig-Up & Instalation of Coiled Tubing Lift Frame & Injector HeadDokumen8 halamanOPS019 Rig-Up & Instalation of Coiled Tubing Lift Frame & Injector HeadsamanBelum ada peringkat
- WS QHSE Std23 3313701 07Dokumen24 halamanWS QHSE Std23 3313701 07ralph100% (1)
- Slickline Care 3Dokumen22 halamanSlickline Care 3Slim.B100% (3)
- Split Shot ManualDokumen179 halamanSplit Shot ManualJose Antonio AcostaBelum ada peringkat
- TOS Slickline SOP V1.0Dokumen16 halamanTOS Slickline SOP V1.0Donald TchiroueBelum ada peringkat
- QHSE Mechanical Lifting 1Dokumen51 halamanQHSE Mechanical Lifting 1yonth jaiberBelum ada peringkat
- PDF Triplex Pumps 4261882 01Dokumen50 halamanPDF Triplex Pumps 4261882 01Jitendra Gautam100% (1)
- Drilling TerminologyDokumen75 halamanDrilling TerminologyAshish Kumar JhaBelum ada peringkat
- Wpsa ManualDokumen128 halamanWpsa ManualJose Antonio AcostaBelum ada peringkat
- Arabian Drilling Company Rig Specific Procedure AD - 32 Pick Up Drill PipeDokumen4 halamanArabian Drilling Company Rig Specific Procedure AD - 32 Pick Up Drill Pipehosam aliBelum ada peringkat
- Wireline 5Dokumen98 halamanWireline 5William EvansBelum ada peringkat
- Saudi Aramco: Introduction To The Workover ManualDokumen3 halamanSaudi Aramco: Introduction To The Workover ManualMahrouz MadoBelum ada peringkat
- Drilling Technology For The Man On The Rig 7Dokumen37 halamanDrilling Technology For The Man On The Rig 7anzafidandiBelum ada peringkat
- #12 Rig Up and Run CasingDokumen1 halaman#12 Rig Up and Run Casingkhurram100% (1)
- Well Drilling PDFDokumen23 halamanWell Drilling PDFengrcabaneroBelum ada peringkat
- TDS1000AInstallationManual 03May28AbridgedDokumen20 halamanTDS1000AInstallationManual 03May28Abridgedbwd104Belum ada peringkat
- IADC DDR Codes 2 13 2019Dokumen4 halamanIADC DDR Codes 2 13 2019txcrudeBelum ada peringkat
- EPHH-GPC-Final Report-Nationa Rig & Stack equip-V2-SignedDokumen65 halamanEPHH-GPC-Final Report-Nationa Rig & Stack equip-V2-SignedAmir100% (1)
- Well Services QHSE Standard 23 Testing and Inspection of Treating EquipmentDokumen27 halamanWell Services QHSE Standard 23 Testing and Inspection of Treating EquipmentCiprianHn100% (3)
- SD-DD - BHA and Drillstring - Standard Components PDFDokumen4 halamanSD-DD - BHA and Drillstring - Standard Components PDFНик ЕлисееваBelum ada peringkat
- Swim 001 R3Dokumen176 halamanSwim 001 R3Asim JavedBelum ada peringkat
- 9.1.4 Admasco Rig Move Procedure PDFDokumen52 halaman9.1.4 Admasco Rig Move Procedure PDFkhaled100% (2)
- QWS2500 SD, Or67658, Line 1 - Service ManualsDokumen108 halamanQWS2500 SD, Or67658, Line 1 - Service ManualsmaciekziebaBelum ada peringkat
- Fishing Best PracticesDokumen11 halamanFishing Best PracticesaungwinnaingBelum ada peringkat
- Manual TLC SlimDokumen444 halamanManual TLC SlimJose Antonio AcostaBelum ada peringkat
- Nipple Up Nipple Down BOP Using BOP Hoist - RA-R9-01-025-01Dokumen1 halamanNipple Up Nipple Down BOP Using BOP Hoist - RA-R9-01-025-01cmrig74Belum ada peringkat
- Schlumberger Exam For Safety Engineer and AnswerDokumen26 halamanSchlumberger Exam For Safety Engineer and AnswerDefenceDog100% (1)
- Procedure To Pick Up 12.25in BHADokumen2 halamanProcedure To Pick Up 12.25in BHAadrsneadBelum ada peringkat
- CPS 361 C10 Cement Pumping Skid Operating Manual 1 5 OnlinePDF 3017094 01Dokumen73 halamanCPS 361 C10 Cement Pumping Skid Operating Manual 1 5 OnlinePDF 3017094 01Fernando100% (1)
- SD-DD - Torque and Drag PDFDokumen3 halamanSD-DD - Torque and Drag PDFНик ЕлисееваBelum ada peringkat
- Drilling Rig Components Illustration - Komponen Utama PemboranDokumen86 halamanDrilling Rig Components Illustration - Komponen Utama PemboranPuji LestariBelum ada peringkat
- PDF Treating Equipment 4261882 01Dokumen37 halamanPDF Treating Equipment 4261882 01Jitendra Gautam100% (1)
- WS QHSE S23 G07 ManifoldsFracCement 3313701 05Dokumen16 halamanWS QHSE S23 G07 ManifoldsFracCement 3313701 05CiprianHnBelum ada peringkat
- SLB Field ManulaDokumen145 halamanSLB Field ManulaRaed fouadBelum ada peringkat
- Choke Manifold - SchlumbergerDokumen33 halamanChoke Manifold - SchlumbergerMarwenBelum ada peringkat
- W STB-CH ENDokumen20 halamanW STB-CH ENkunlimarchitect teamBelum ada peringkat
- MSS SP-75 - 2019Dokumen42 halamanMSS SP-75 - 2019Simone Torretta100% (2)
- Swi Canon de 7 Pulgadas NuevoDokumen81 halamanSwi Canon de 7 Pulgadas NuevoJose Antonio AcostaBelum ada peringkat
- Of Paper / Films: Roll Hardness TesterDokumen1 halamanOf Paper / Films: Roll Hardness TesterSanjay TarteBelum ada peringkat
- 1 GtuufDokumen100 halaman1 GtuufRosa Almeida100% (1)
- L3301, L3901, L4701 Workshop Manual.Dokumen662 halamanL3301, L3901, L4701 Workshop Manual.Morgan Dunn100% (5)
- CZ - AC Switch Disconnectors - CatalogueDokumen24 halamanCZ - AC Switch Disconnectors - CatalogueElengkumaranBelum ada peringkat
- Chap 005 (Operations Management) Process AnalysisDokumen26 halamanChap 005 (Operations Management) Process Analysism_afzal56% (9)
- Mcgraw-Hill/Irwin © 2006 The Mcgraw-Hill Companies, Inc., All Rights ReservedDokumen18 halamanMcgraw-Hill/Irwin © 2006 The Mcgraw-Hill Companies, Inc., All Rights ReservedAnamika SinghBelum ada peringkat
- Asme B18.18.5M-1998Dokumen27 halamanAsme B18.18.5M-1998IliyaBelum ada peringkat
- Rta62u-B - 03Dokumen66 halamanRta62u-B - 03Flo MarineBelum ada peringkat
- MSS SP-88 2015Dokumen16 halamanMSS SP-88 2015white9013Belum ada peringkat
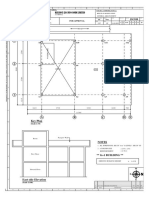
- Building LayoutDokumen1 halamanBuilding Layoutalbert rajBelum ada peringkat
- Building LayoutDokumen1 halamanBuilding Layoutalbert rajBelum ada peringkat
- MSS SP 91 2009.01.01Dokumen12 halamanMSS SP 91 2009.01.01Antonio100% (2)
- Congestion AvoidanceDokumen23 halamanCongestion AvoidanceTheIgor997Belum ada peringkat
- Seminars - 09-12-2022 - Vanessa AQUINO CHAVESDokumen3 halamanSeminars - 09-12-2022 - Vanessa AQUINO CHAVESVanessa AquinoBelum ada peringkat
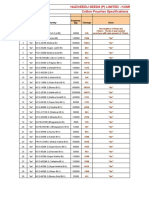
- Cotton Pouches SpecificationsDokumen2 halamanCotton Pouches SpecificationspunnareddytBelum ada peringkat
- STS INVENTOR - Assignment 3. If I Were An Inventor For StsDokumen2 halamanSTS INVENTOR - Assignment 3. If I Were An Inventor For StsAsuna Yuuki100% (3)
- How To Use The ActionDokumen3 halamanHow To Use The Actioncizgiaz cizgiBelum ada peringkat
- Does Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and PurchasesDokumen7 halamanDoes Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and Purchasesyash_28Belum ada peringkat
- Group 1 Reviewer Social LegislationDokumen5 halamanGroup 1 Reviewer Social Legislationxsar_xBelum ada peringkat
- GMAT Sentence Correction Practice Test 03Dokumen5 halamanGMAT Sentence Correction Practice Test 03krishnachivukulaBelum ada peringkat
- Linux Command Enigma2Dokumen3 halamanLinux Command Enigma2Hassan Mody TotaBelum ada peringkat
- Kerjaya JuruterbangDokumen11 halamanKerjaya JuruterbangAqil NazriBelum ada peringkat
- A Brief History of LinuxDokumen4 halamanA Brief History of LinuxAhmedBelum ada peringkat
- ZultaniteDokumen4 halamanZultaniteAcharya BalwantBelum ada peringkat
- Peacekeepers: First Term ExamDokumen2 halamanPeacekeepers: First Term ExamNoOry foOT DZ & iNT100% (1)
- Trainee'S Record Book: Technical Education and Skills Development Authority (Your Institution)Dokumen17 halamanTrainee'S Record Book: Technical Education and Skills Development Authority (Your Institution)Ronald Dequilla PacolBelum ada peringkat
- God Whose Will Is Health and Wholeness HymnDokumen1 halamanGod Whose Will Is Health and Wholeness HymnJonathanBelum ada peringkat
- Posthumanism Cyborgs and Interconnected Bodies by Jon BaileyDokumen59 halamanPosthumanism Cyborgs and Interconnected Bodies by Jon BaileyDavid García MonteroBelum ada peringkat
- AX Series Advanced Traffic Manager: Installation Guide For The AX 1030 / AX 3030Dokumen18 halamanAX Series Advanced Traffic Manager: Installation Guide For The AX 1030 / AX 3030stephen virmwareBelum ada peringkat
- Appendix I - Plant TissuesDokumen24 halamanAppendix I - Plant TissuesAmeera ChaitramBelum ada peringkat
- Case 3 GROUP-6Dokumen3 halamanCase 3 GROUP-6Inieco RacheleBelum ada peringkat
- Odisha Block Summary - NUAGAONDokumen8 halamanOdisha Block Summary - NUAGAONRohith B.NBelum ada peringkat
- Guidebook On Mutual Funds KredentMoney 201911 PDFDokumen80 halamanGuidebook On Mutual Funds KredentMoney 201911 PDFKirankumarBelum ada peringkat
- IsaiahDokumen7 halamanIsaiahJett Rovee Navarro100% (1)
- Filipino Chicken Cordon BleuDokumen7 halamanFilipino Chicken Cordon BleuHazel Castro Valentin-VillamorBelum ada peringkat
- Question 1 (1 Point) : SavedDokumen31 halamanQuestion 1 (1 Point) : SavedCates TorresBelum ada peringkat
- Not Just Another Winter Festival: Rabbi Reuven BrandDokumen4 halamanNot Just Another Winter Festival: Rabbi Reuven Brandoutdash2Belum ada peringkat
- United States Court of Appeals, Third CircuitDokumen8 halamanUnited States Court of Appeals, Third CircuitScribd Government DocsBelum ada peringkat
- Install GuideDokumen64 halamanInstall GuideJorge Luis Yaya Cruzado67% (3)
- Narrative of John 4:7-30 (MSG) : "Would You Give Me A Drink of Water?"Dokumen1 halamanNarrative of John 4:7-30 (MSG) : "Would You Give Me A Drink of Water?"AdrianBelum ada peringkat
- Pencak Silat New Rules 2020 - Slides Presentation (International) - As of 22 Aug 2020 - 1000hrs (1) (201-400)Dokumen200 halamanPencak Silat New Rules 2020 - Slides Presentation (International) - As of 22 Aug 2020 - 1000hrs (1) (201-400)Yasin ilmansyah hakimBelum ada peringkat
- Batman Animated (1998) (Scan) (Stacalkas)Dokumen169 halamanBatman Animated (1998) (Scan) (Stacalkas)João Gabriel Zó100% (11)